一种基于激光选区熔化优化铝硅合金性能的制备方法
- 国知局
- 2024-09-05 14:24:30
本发明属于铝硅合金,具体涉及一种基于激光选区熔化优化铝硅合金性能的制备方法。
背景技术:
1、alsi12合金作为铝合金系列中应用最为广泛的铸造铝合金之一,以其成本低、密度低、比强度高、耐磨性较好等特点在汽车工业中占据了重要的地位;而由于铝合金表层会氧化附着形成一层致密al2o3膜,使得耐蚀性好,在保护零件基体不被潮湿空气轻易腐蚀的同时也提升了整体的导电性,在潮湿环境或沿海区域的电网结构中被大量应用。传统工艺方法(铸造、挤压成形)制造的alsi12合金在制造高复杂结构方面较为困难,极大的限制了使用环境。
2、激光选区熔化技术(selective laser melting,slm)作为综合性能最优异的金属增材制造技术,采用高功率激光束逐层熔化金属粉末,层层堆叠直到获得既定几何形状的零件。与传统的铸造工艺相比,slm能够生产具有复杂几何形状的部件,具有更高的设计灵活性,并且在生产过程中几乎没有材料浪费。该技术的另一重要优点是相比于传统铸件,成形件的微观组织结构均匀且细小。这是由于成形过程中的快速凝固(凝固速率高达106~8℃/s)使得层间冶金结合良好、组织细密,最终使得力学性能优异。
3、但是,激光选区熔化技术成形过程中易在成形件内部产生未熔融粉末、微观孔隙等缺陷,这些缺陷会降低alsi12合金成形质量和性能。因此,通过调整激光选区熔化成形过程中的激光参数,如激光功率、扫描速度和扫描间距可优化、消除这些缺陷,提升alsi12合金的致密度和力学性能。louvis等研究了不同激光功率对slm成形alsi12合金致密度的影响。研究表明在50w的低激光功率下,结合最佳参数,成品试样的致密度只有83.5%;而在100w的高激光功率下,也只获得了89.5%的相对密度。olakanmi等研究了工艺参数对sls成形alsi12合金粉末致密化机理和显微组织演变的影响。实验中工艺参数为激光功率100~200w,扫描速度80~200mm/s,粉末层厚250~1000μm,激光扫描间距100~300μm。结果表明随着激光能量密度的提升,alsi12合金内部团聚物的密度先提高后降低,能量密度为67j/mm3时激光烧结密度最优,此时alsi12合金致密度最高,达到99%以上。
4、综上,不合适的slm工艺参数直接导致了alsi12合金成形质量差和力学性能低下的结果。因此,仍需要通过大量实验重新试错的方法来寻求slm制备alsi12合金的成形工艺窗口,减少成形缺陷,优化材料成形质量和力学性能,为未来工业实际应用提供基础。
技术实现思路
1、本发明的目的在于克服slm技术中alsi12合金容易产生未熔融粉末和孔隙缺陷的问题,提供一种基于激光选区熔化优化铝硅合金性能的制备方法,通过设计新的激光选区熔化工艺路线,消除alsi12合金表面微观缺陷的现象,优化致密度和力学性能。
2、为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
3、本发明提供一种基于激光选区熔化优化铝硅合金性能的制备方法,包括如下步骤:
4、s1、采用气雾化法制得的alsi12合金粉末作为打印原料,在slm制备之前对粉末进行预筛处理,控制粉末颗粒直径分布在20~64μm范围内,且在使用前经过真空干燥处理;
5、s2、将基板固定在成形仓中,将经过处理后的粉末加入到粉仓中,对基板调平操作后,对slm设备抽取真空并且充入氩气作为保护气体后,进行slm打印过程;
6、s3、使用slm设备自带的软件设置打印过程中的工艺参数,将激光功率设置为200~350w,扫描速度设置为800~1400mm/s,扫描间距设置为50~70μm,层厚为40μm;扫描策略为棋盘式扫描,每层打印旋转67°,基板不预热;
7、s4、待slm设备氧含量达标后,启动激光器,开始slm打印。
8、进一步地,步骤s1中,alsi12合金粉末化学成分为按照质量百分比含量:al为88.30%,si为11.25%,fe为0.15%,mn为0.01%,cu为0.01%,mg为0.01%。
9、进一步地,步骤s1中,将alsi12合金粉末在真空80℃烘干2h,去除粉末中的水分。
10、进一步地,步骤s3中,激光功率设置为250~300w。
11、进一步地,步骤s3中,扫描速度设置为1000~1200mm/s。
12、进一步地,步骤s3中,扫描间距设置为50~60μm。
13、进一步地,步骤s4中,打印成型过程中需保证氧气含量≤100ppm,气压保持在10~20mbar。
14、进一步地,步骤s4中,打印成型过程中刮刀行进速度控制为20mm/s。
15、本发明中,slm成形过程中选取的激光功率较高,一方面提高了单位体积铝合金粉末吸收的能量;另一方面slm过程中极快的冷却速度增加了对si元素的固溶极限,降低了al-si共晶组织的尺寸,通过固溶强化和细晶强化,零件的力学性能得到提高。
16、本发明的有益效果是:
17、1、本发明的基于激光选区熔化优化铝硅合金性能的方法,通过调整激光选取熔化技术工艺,设定激光功率、扫描速度和扫描间距,在成形过程中减少零件表面的未熔融孔隙、气孔和匙孔缺陷,提升合金致密度,优化表面质量。
18、2、本发明的基于激光选区熔化优化铝硅合金性能的方法,通过调整slm工艺参数,使得alsi12合金的微观组织均匀细密,显著的提升了alsi12合金的力学性能。
19、3、本发明的基于激光选区熔化优化铝硅合金性能的方法,可以最大化利用现有生产设备,制备周期短,可成形复杂结构件。
技术特征:1.一种基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s1中,alsi12合金粉末化学成分为按照质量百分比含量:al为88.30%,si为11.25%,fe为0.15%,mn为0.01%,cu为0.01%,mg为0.01%。
3.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s1中,将alsi12合金粉末在真空80℃烘干2h,去除粉末中的水分。
4.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s3中,激光功率设置为250~300w。
5.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s3中,扫描速度设置为1000~1200mm/s。
6.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s3中,扫描间距设置为50~60μm。
7.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s4中,打印成型过程中需保证氧气含量≤100ppm,气压保持在10~20mbar。
8.根据权利要求1所述的基于激光选区熔化优化铝硅合金性能的制备方法,其特征在于,步骤s4中,打印成型过程中刮刀行进速度控制为20mm/s。
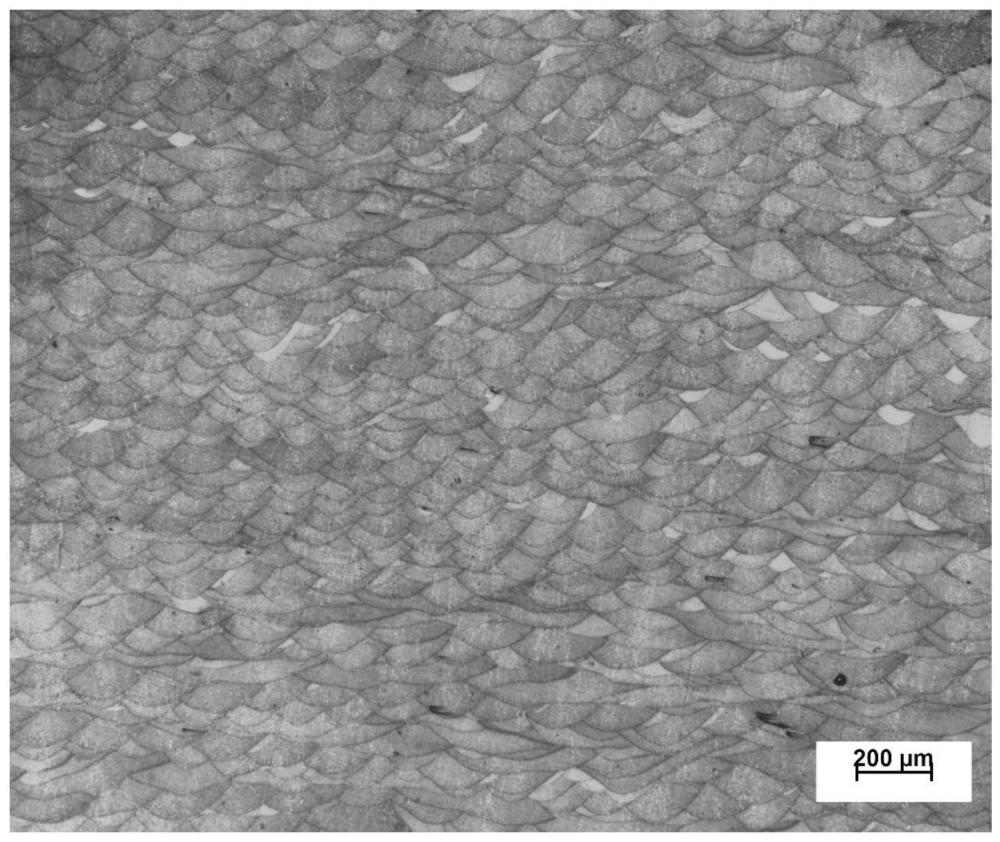
技术总结本发明属于铝硅合金技术领域,具体涉及一种基于激光选区熔化优化铝硅合金性能的制备方法,步骤如下:采用气雾化法制得的AlSi12合金粉末作为打印原料,进行预筛、真空干燥处理;将基板固定在成形仓中,将经过处理后的粉末加入到粉仓中,进行SLM打印过程;使用SLM设备自带的软件设置打印过程中的工艺参数;待SLM设备氧含量达标后,启动激光器,开始SLM打印。本发明通过选取不同激光选区熔化技术中的激光功率、扫描速度和扫描间距,优化SLM成形AlSi12合金工艺窗口,减少了成形试样表面的微观孔隙缺陷,提高了零件致密度,成形试样熔池呈现均匀的鱼鳞状结构,熔池微观组织均匀,晶粒细化程度高,成形试样的硬度、拉伸强度、屈服强度和断裂伸长率均有巨大提升。技术研发人员:杨政,吴敬,卢云受保护的技术使用者:安徽工业大学技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/286272.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表