一种复合材料无支撑氧阻聚光固化3D打印装置及方法与流程
- 国知局
- 2024-09-05 15:03:31
本申请涉及复合材料制备,尤其涉及一种复合材料无支撑氧阻聚光固化3d打印装置及方法。
背景技术:
1、复合材料在制造领域广泛应用,如专利cn108381908b一种连续纤维增强热固性树脂基复合材料3d打印工艺公开了一种连续纤维增强热固性树脂复合材料的光固化3d打印方法,虽然该方法能够实现复杂复合材料结构的低成本快速制造。然而,这种制造方式难以实现倾斜结构的打印制造,尤其对于小倾角结构,倾角越小会导致相邻上下打印层之间的接触面积越小,同时光固化打印方式存在打印层与层之间缺少交联基团问题,这些容易造成连续纤维增强热固性树脂复合材料层间粘接强度不足而影响打印结构稳定性,从而导致打印失败。
2、并且,传统3d打印往往需要添加支撑才能进行倾斜结构成形,然而,这需要连续纤维增强热固性树脂复合材料与支撑材料进行切换打印,这不仅会影响纤维在复合材料结构中的连续性,而且对于半封闭结构、小尺寸间隙结构的结构而言,也会存在无法打印支撑或者打印支撑后无足够空间来去除支撑的情况。因此,需要一种在无支撑条件下进行连续纤维复合材料3d打印的装置和方法,以解决上述问题。
技术实现思路
1、本申请实施例通过提供一种复合材料无支撑氧阻聚光固化3d打印装置及方法,本申请有效解决了现有技术中3d打印由于添加支撑而导致的工艺复杂以及纤维不连续等问题;提高了光固化3d打印复合材料层间的粘接强度,并且在无支撑的情况下,实现了倾斜结构连续纤维复合材料的3d打印。
2、第一方面,本发明实施例提供了一种复合材料无支撑氧阻聚光固化3d打印装置,包括打印机构,被配置为将连续纤维3d打印预浸丝束3d打印在底板平台上;原位辐照辐射光源,所述原位辐照辐射光源设置于所述打印机构上,被配置为激发打印丝束中光引发剂而产生自由基;氧气通气组件,所述氧气通气组件设置于所述打印机构上,所述氧气通气组件被配置为在所述打印丝束表面输入氧气,从而抑制所述打印丝束表面的固化反应。
3、在一种可能的实现方式中,所述原位辐照辐射光源上设置有角度旋转装置,所述角度旋转装置被配置为调节所述原位辐照辐射光源的辐照角度和光源密度。
4、在一种可能的实现方式中,所述原位辐照辐射光源的波长为200nm至470nm。
5、在一种可能的实现方式中,所述氧气通气组件包括:氧气发生器,所述氧气发生器产生的氧气通过气管输送至流量控制单元中;气体混合控制单元,所述气体混合控制单元和所述流量控制单元被配置为控制所述氧气的浓度与流量;通气嘴,所述氧气通过所述通气嘴输出至所述打印丝束表面。
6、在一种可能的实现方式中,所述打印机构包括:打印喷嘴,所述打印喷嘴被配置为将熔融状态的所述连续纤维3d打印预浸丝束打印在底板平台上;加热器,所述打印喷嘴上设置有所述加热器,所述加热器被配置为将所述打印喷嘴加热至预设温度,使所述连续纤维3d打印预浸丝束呈熔融状态;重送装置,所述重送装置输送所述连续纤维3d打印预浸丝束至所述打印喷嘴处。
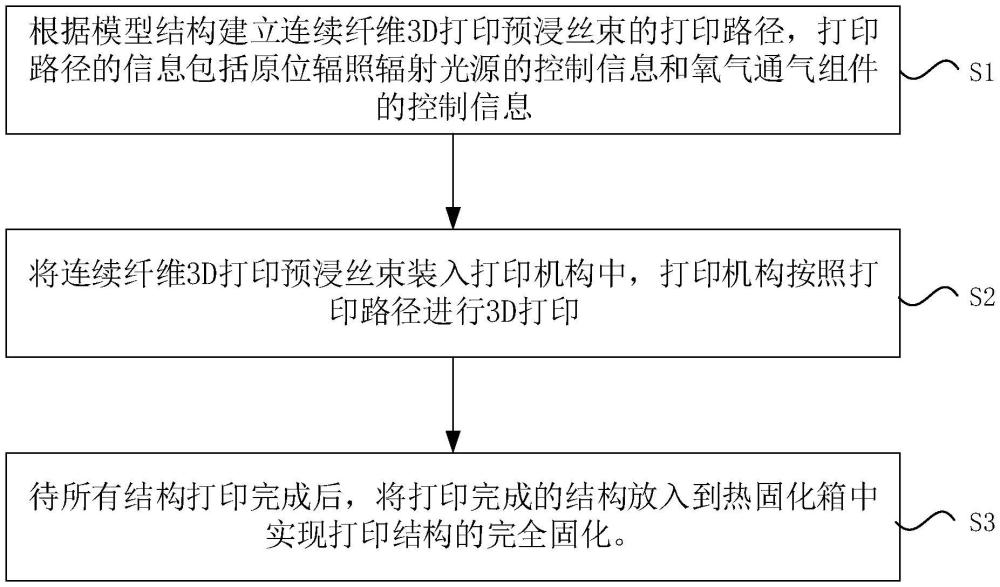
7、第二方面,本发明实施例提供了一种复合材料无支撑氧阻聚光固化3d打印方法,使用所述复合材料无支撑氧阻聚光固化3d打印装置,包括以下步骤:s1:根据模型结构建立连续纤维3d打印预浸丝束的打印路径,打印路径的信息包括原位辐照辐射光源的控制信息和氧气通气组件的控制信息;s2:将连续纤维3d打印预浸丝束装入打印机构中,打印机构按照打印路径进行3d打印;s3:待所有结构打印完成后,将打印完成的结构放入到热固化箱中实现打印结构的完全固化。
8、在一种可能的实现方式中,在打印机构按照打印路径进行3d打印时,打印丝束中光引发剂在原位辐照辐射光源的激发下产生自由基;氧气通气组件在打印丝束表面输入氧气,氧气使得打印丝束表面形成未交联基团,从而抑制打印丝束表面的固化反应;当打印机构进行下一层打印时,通过调整穿透层的原位辐照辐射光源的控制信息,从而实现穿透层和打印层的同时固化。
9、在一种可能的实现方式中,步骤s1中原位辐照辐射光源的控制信息和氧气通气组件的控制信息通过光固化树脂的氧阻聚深度试验得出。
10、本申请提供的一个或多个技术方案,至少具有如下技术效果:
11、本实施例提供了一种复合材料无支撑氧阻聚光固化3d打印装置,包括打印机构,打印机构被配置为将连续纤维3d打印预浸丝束3d打印在底板平台上,实现连续纤维复合材料的3d打印;还包括原位辐照辐射光源,原位辐照辐射光源设置于所述打印机构上,被配置为激发打印丝束中光引发剂而产生自由基;打印丝束属于连续纤维增强光固化热固性树脂基复合材料,光固化热固性树脂基体通过暴露于原位辐照辐射光源(uv辐射)下,能够激发打印丝束中光引发剂而产生自由基;还包括氧气通气组件,氧气通气组件设置于打印机构上,氧气通气组件被配置为在打印丝束表面输入氧气,光固化3d打印时,通入氧气能够使打印丝束表面留有未交联基团,从而抑制打印丝束表面的固化反应;在进行下一层打印时,利用穿透层的原位辐照辐射光源能够实现上一层(穿透层)与本层(打印层)共固化,从而提高3d打印过程中层与层之间的粘接强度。
12、本申请实施例提供了一种复合材料无支撑氧阻聚光固化3d打印方法,此打印方法采用复合材料无支撑氧阻聚光固化3d打印装置,首先,根据模型结构建立连续纤维3d打印预浸丝束的打印路径,打印路径的信息包括原位辐照辐射光源的控制信息和氧气通气组件的控制信息;控制端通过模型结构能够建立连续纤维3d打印预浸丝束的打印路径,原位辐照辐射光源的控制信息与和氧气通气组件的控制信息能够与连续纤维3d打印预浸丝束的打印路径相配合;将连续纤维3d打印预浸丝束装入打印机构中,所述打印机构按照所述打印路径进行3d打印;在光固化3d打印时,通入氧气能够使打印丝束表面留有未交联基团,从而抑制打印丝束表面的固化反应,在进行下一层打印时,利用穿透层的原位辐照辐射光源能够实现上一层(穿透层)与本层(打印层)共固化,从而提高打印层与层之间的粘接强度;待所有结构打印完成后,将打印完成的结构放入到热固化箱中实现打印结构的完全固化。本申请有效解决了现有技术中3d打印由于添加支撑而导致的工艺复杂以及纤维不连续等问题;提高了光固化3d打印复合材料层间的粘接强度,并且在无支撑的情况下,实现了倾斜结构连续纤维复合材料的3d打印。
技术特征:1.一种复合材料无支撑氧阻聚光固化3d打印装置,其特征在于,包括:
2.根据权利要求1所述的复合材料无支撑氧阻聚光固化3d打印装置,其特征在于,所述原位辐照辐射光源(2)上设置有角度旋转装置,所述角度旋转装置被配置为调节所述原位辐照辐射光源(2)的辐照角度和光源密度。
3.根据权利要求1所述的复合材料无支撑氧阻聚光固化3d打印装置,其特征在于,所述原位辐照辐射光源(2)的波长为200nm至470nm。
4.根据权利要求1所述的复合材料无支撑氧阻聚光固化3d打印装置,其特征在于,所述氧气通气组件(3)包括:
5.根据权利要求1所述的复合材料无支撑氧阻聚光固化3d打印装置,其特征在于,所述打印机构(1)包括:
6.一种复合材料无支撑氧阻聚光固化3d打印方法,其特征在于,使用如权利要求1至5任一项所述复合材料无支撑氧阻聚光固化3d打印装置,包括以下步骤:
7.根据权利要求6所述的复合材料无支撑氧阻聚光固化3d打印方法,其特征在于,在打印机构(1)按照打印路径进行3d打印时,打印丝束中光引发剂在原位辐照辐射光源(2)的激发下产生自由基;
8.根据权利要求7所述的复合材料无支撑氧阻聚光固化3d打印方法,其特征在于,步骤s1中原位辐照辐射光源(2)的控制信息和氧气通气组件(3)的控制信息通过光固化树脂的氧阻聚深度试验得出。
技术总结本申请公开了一种复合材料无支撑氧阻聚光固化3D打印装置及方法,包括打印机构、原位辐照辐射光源和氧气通气组件;根据模型结构建立连续纤维3D打印预浸丝束的打印路径,打印路径的信息包括原位辐照辐射光源的控制信息与和氧气通气组件的控制信息;将连续纤维3D打印预浸丝束装入打印机构中,打印机构按照打印路径进行3D打印;待所有结构打印完成后,将打印完成的结构放入到热固化箱中实现打印结构的完全固化。本申请解决了现有技术中3D打印由于添加支撑而导致的工艺复杂以及纤维不连续等问题;提高了光固化3D打印复合材料层间的粘接强度,并且在无支撑的情况下,实现了倾斜结构连续纤维复合材料的3D打印。技术研发人员:马敬东,张少秋,陈斌,杨朋钊受保护的技术使用者:西安华晟复材科技有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/289276.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。