基于滑模控制的Mecanum轮检测机器人焊缝巡线控制方法
- 国知局
- 2024-09-11 14:17:21
本发明属于金属壁面检测机器人领域,具体来说,涉及基于滑模控制的mecanum轮检测机器人焊缝巡线控制方法。
背景技术:
1、大型储罐主要分为球形储罐和立式常压储罐,通常用于储存液化天然气、石化原油、液烃、液氨等关系到国家能源安全和经济发展的重要能源或化工原料。目前随着数字平板射线检测(dr)、超声tofd等无损检测技术不断发展,在检测可靠性、结果可追溯性、作业效率等方面有无法比拟的优势,但这些无损检测新技术的现场实施与应用很大程度上依赖于高效可靠的技术工艺装备。由于缺乏有效的自动化工艺装备,难以实现对大型球罐空间表面的快速检测,而检测机器人可以携带设备及工具运行在高空球罐环境下,进行自动化的检测与维护,有效减少人员的作业劳动强度、高空意外风险,提升检测效率。
2、为了解决大型球罐自动化检测作业难题,对检测机器人进行的研究一直没有停止。高空作业距离远,空间体积大,干扰屏蔽强等问题也限制了常规传感与定位技术的使用,给球罐检测机器人高空作业环境下的控制、环境识别和定位导航带来了新的问题。目前国内外已研制的检测机器人大部分只具备爬行和负重能力,采用远程人工遥控方式进行简单操作,而在机器人智能识别、自主导航与路径跟踪控制缺乏有效技术,难以实现机器人作业自动化和智能化。
3、本发明提出基于滑模控制的mecanum轮检测机器人焊缝巡线控制方法,使机器人能够智能识别、自主导航与路径跟踪控制,保证机器人焊缝路径的追踪精度。
技术实现思路
1、本发明提供基于滑模控制的mecanum轮检测机器人焊缝巡线控制方法,可极大提升mecanum轮检测机器人在探索作业过程中对焊缝的自主跟踪性能,实现自动追踪焊缝运行和检测作业,减少人员参与和控制,提升了检测机器人的智能化水平,提升机器人检测技术水平。
2、为了实现上述目的,本发明采用以下技术方案:
3、基于滑模控制的mecanum轮检测机器人焊缝巡线控制方法,具体步骤如下:
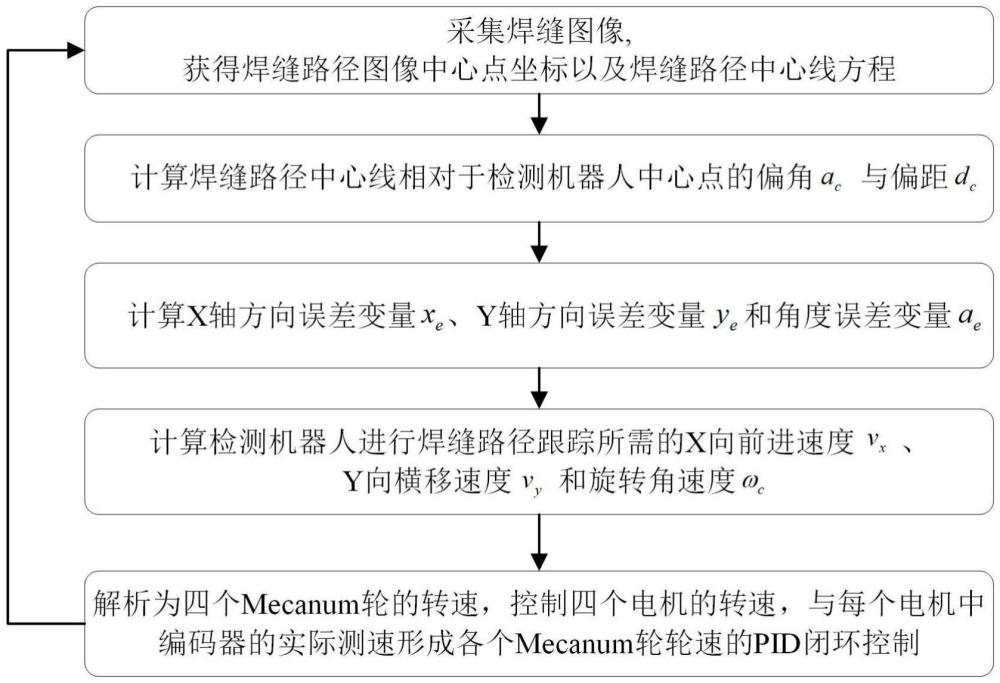
4、s1、采集焊缝图像:将检测机器人吸附在待测金属壁面上,在检测机器人的前端安装工业相机;工业相机对待跟踪的整个焊缝路径图像进行采集,得到每个焊缝像素点在图像坐标系下的坐标,进而根据图像像素尺寸得到焊缝路径图像中心点坐标(xp,yp)以及焊缝路径中心线方程;其中,焊缝路径中心线方程包括焊缝路径中心线斜率k和焊缝路径中心线截距b;检测机器人底部具有四个mecanum轮,每个mecanum轮均由一个电机独立驱动;四个电机均与运动控制器相连接;
5、s2、计算ac和dc:ac和dc分别为焊缝路径中心线相对于检测机器人中心点的偏角与偏距;将s1中获得的焊缝路径图像中心点坐标(xp,yp)、焊缝路径中心线斜率k和焊缝路径中心线截距b代入如下公式,计算得到ac和dc:
6、
7、其中,lc为工业相机中心到检测机器人前轮轴线的垂直距离,已知值;
8、lw为检测机器人前轮与后轮之间的轮距,已知值;
9、kα为偏角转换系数,经验取值;
10、kd为偏距转换系数,表示为图像成像的单个像素与实际物理距离的比值,经验取值;
11、s3、计算xe、ye和ae:xe、ye和ae分别为x轴方向误差变量、y轴方向误差变量和角度误差变量;通过将s2中获得的ac和dc代入如下公式,计算得到xe、ye和ae:
12、
13、其中,xd为检测机器人进行焊缝路径跟踪的期望x轴坐标值,设定值;
14、x轴为检测机器人的前后移动方向;y轴为检测机器人的横向移动方向;
15、s4、计算vx、vy和ωc:vx、vy和ωc分别为检测机器人进行焊缝路径跟踪所需的x向前进速度、y向横移速度和旋转角速度;将ac和dc输入运动控制器的滑模控制器中,得到vx、vy和ωc;
16、s5、pid闭环控制:运动控制器根据步骤s4得到的vx、vy和ωc,解析为四个mecanum轮的转速,控制四个电机的转速,与每个电机中编码器的实际测速形成各个mecanum轮轮速的pid闭环控制。
17、s4中,vx、vy和ωc的计算方法,具体包括如下步骤:
18、s4.1、设定vd:vd为检测机器人的焊缝期望跟踪速度,包括x向焊缝期望跟踪速度vxd、y向焊缝期望跟踪速度vyd和期望旋转角速度ωd;
19、s4.2、定义ev:ev为检测机器人的期望状态向量和真实状态向量之间的差异,其表达式为:
20、ev=[xe ye ae]t∈r3×1 (4-1)
21、s4.3、确定滑模面向量s,具体表达式为:
22、
23、其中:
24、k=[k1 k2 k3]t (4-3)
25、s1=xe+k1·∫xedt
26、s2=ye+k2·∫yedt
27、s3=ae+k3·∫aedt
28、其中,s1、s2和s3分别为x向、y向和旋转运动滑模面;
29、k为滑模相关矩阵,k1、k2和k3分别为与s1、s2和s3一一对应的滑膜系数,经验取值;
30、k根据检测机器人焊缝跟踪巡线效果调整,取值范围为0-1;
31、s4.4:对滑模面向量s中的s1、s2和s3分别求导,得到滑模面的微分表达式:
32、
33、s4.5:选择滑模控制趋近律为指数趋近律,获得滑模计算方程:
34、
35、其中:
36、q=diag(q1,q2,q3) (4-6)
37、p=diag(p1,p2,p3) (4-7)
38、其中,q和p均为正定矩阵,均用于滑模趋近律的参数调整;
39、q1、q2和q3为正定矩阵q的参数,其根据焊缝跟踪巡线效果取值为0.5-1;
40、p1、p2和p3为正定矩阵p的参数,其根据焊缝跟踪巡线效果取值为0-0.1;
41、s4.6:令公式4-5等于公式4-4,得到vx、vy和ωc的表达式:
42、
43、s4.1中,vxd的取值范围为0-0.5m/s。
44、s4.1中,vyd和ωd的计算公式为:
45、
46、其中,ky为相关系数,经验取值;
47、ky根据焊缝跟踪巡线效果调整,取值范围为0-1;
48、kω为相关系数,经验取值;
49、kω根据焊缝跟踪巡线效果调整,取值为0-1。
50、s1中,焊缝路径中心线方程的获取方法,包括:
51、s1.1、将待跟踪的整个焊缝路径均置于工业相机的图像捕捉范围之内,工业相机对待跟踪的整个焊缝路径进行图像采集,并将采集后图像进行二值化处理,得到具有m个焊缝像素点的二值化焊缝图像;
52、s1.2、以二值化焊缝图像左下角为原点o,以像素为单位尺度,宽度方向为x轴方向、高度方向为y轴方向,建立图像坐标系;
53、s1.3、在图像坐标系上,将m个焊缝像素点的坐标进行标记,并拟合得到焊缝路径的中心线方程:
54、f(x)=kx+b (1-1)。
55、s1中,设第i个焊缝像素点在图像坐标系下的坐标为(xi,yi),且1≤i≤m,则焊缝路径中心线斜率k的求解公式为:
56、
57、其中:
58、
59、
60、
61、v=m
62、
63、式中,p表示m个焊缝像素点的x轴坐标值的平方之和;
64、q表示m个焊缝像素点的x轴坐标值之和;
65、r表示m个焊缝像素点在x轴和y轴上坐标值乘积之和;
66、v表示焊缝像素点的总数量;
67、w表示m个焊缝像素点的y轴坐标值之和。
68、焊缝路径中心线截距b的求解公式如下:
69、
70、s1中,四个电机各连接一个独立的pid控制器,利用四个pid控制器对四个电机进行闭环控制。
71、s2中,kd根据相机安装高度与成像比例以及标定确定,取值范围为-0.1-0;
72、kα根据成像原理以及相机安装的几何关系,取值范围设置为-1-0。
73、s1中,待测金属壁面为球形储罐壁面或立式常压储罐壁面。
74、与现有技术相比,本发明的有益效果:
75、1、在mecanum轮检测机器人对焊缝路径跟踪控制上,通过获取期望向量与真实状态向量的差异,设计新的滑模面向量,基于滑模控制器解析运动控制变量,设置x方向前进速度、y方向横移速度和旋转角速度,提高了焊缝路径的实时跟踪精度,提升了mecanum轮检测机器人的自主导航能力,具备灵活、多自由度的焊缝巡线状态,便于后续结合探伤设备进行完全自主的机器人自主检测作业;
76、2、在球罐检测机器人焊缝跟踪误差获取方法上,通过图像处理或深度学习方法对焊缝路径线识别,并计算获取了焊缝路径相对于机器人的偏角与偏距,进一步结合mecanum轮检测机器人的全向运动形式,获取了焊缝路径的跟踪误差,提升了mecanum轮检测机器人在焊缝跟踪过程中的误差计算准确性。
本文地址:https://www.jishuxx.com/zhuanli/20240911/290035.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表