一种基于模糊控制的自适应PID恒功率控制方法及系统与流程
- 国知局
- 2024-09-11 14:17:16
本发明涉及自动化控制,尤其涉及一种基于模糊控制的自适应pid恒功率控制方法及系统。
背景技术:
1、在钢轨打磨实际工作过程中,打磨功率过高容易导致局部温度激升,使得打磨痕迹发蓝,表面性能降低,反之如果功率过低会降低打磨效率,同时功率的波动也会导致鱼鳞纹、波磨等缺陷,影响打磨质量。因此,严格控制砂轮与钢轨接触期间打磨功率的稳定性是钢轨打磨控制的重要目标,但由于打磨影响因素过多,单一参数的pid控制器无法获得较好的控制效果。
技术实现思路
1、为此,本发明实施例提供了一种基于模糊控制的自适应pid恒功率控制方法及系统,用于解决现有技术中pid控制适应性不足的问题。
2、为了解决上述问题,本发明实施例提供一种基于模糊控制的自适应pid恒功率控制方法,该方法包括:
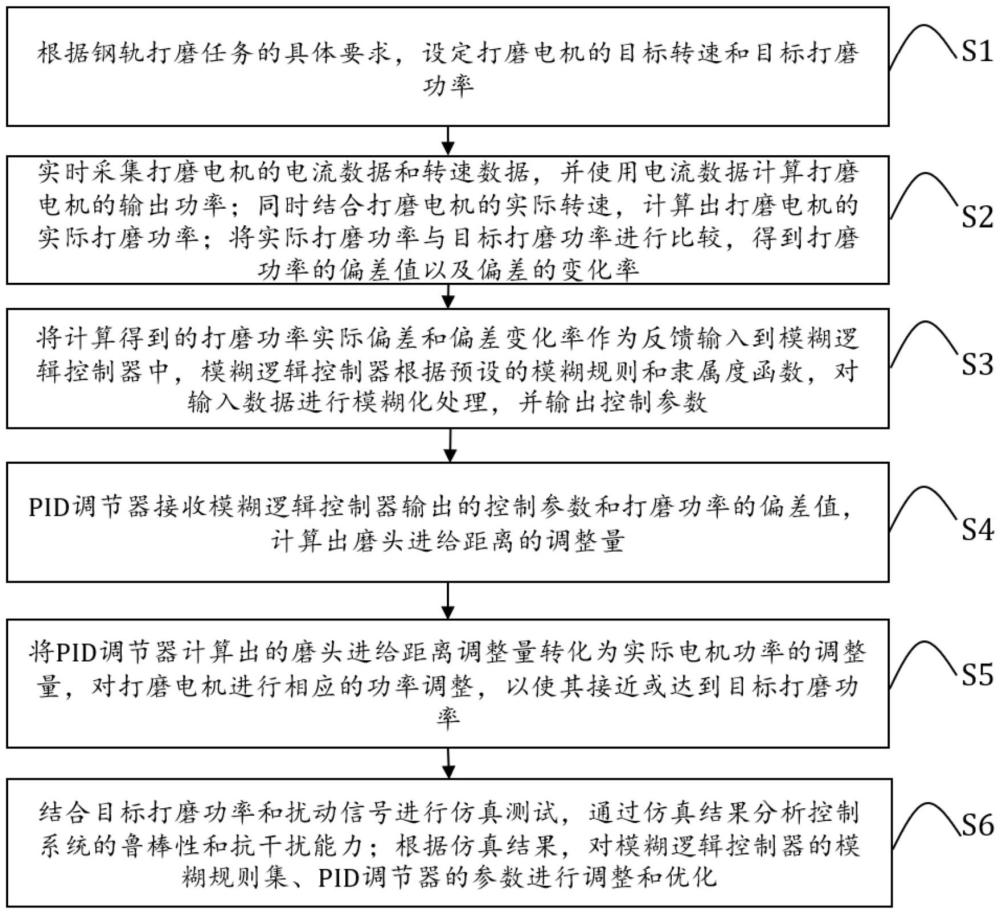
3、根据钢轨打磨任务的具体要求,设定打磨电机的目标转速和目标打磨功率;
4、实时采集打磨电机的电流数据和转速数据,并使用电流数据计算打磨电机的输出功率;同时结合打磨电机的实际转速,计算出打磨电机的实际打磨功率;将实际打磨功率与目标打磨功率进行比较,得到打磨功率的偏差值以及偏差的变化率;
5、将计算得到的打磨功率实际偏差和偏差变化率作为反馈输入到模糊逻辑控制器中,模糊逻辑控制器根据预设的模糊规则和隶属度函数,对输入数据进行模糊化处理,并输出控制参数;
6、pid调节器接收模糊逻辑控制器输出的控制参数和打磨功率的偏差值,计算出磨头进给距离的调整量;
7、将pid调节器计算出的磨头进给距离调整量转化为实际电机功率的调整量,对打磨电机进行相应的功率调整,以使其接近或达到目标打磨功率。
8、优选地,所述方法还包括:
9、结合目标打磨功率和扰动信号进行仿真测试,通过仿真结果分析控制系统的鲁棒性和抗干扰能力;根据仿真结果,对模糊逻辑控制器的模糊规则集、pid调节器的参数进行调整和优化。
10、优选地,所述结合打磨电机的实际转速,计算出打磨电机的实际打磨功率的方法为:
11、p=uq=usvw
12、式中,p为实际打磨功率;q为单位时间内的磨削体积;s为钢轨截面磨削面积;vw为打磨设备的行进速度;u为比磨削能,指磨削1mm3的钢轨需要的能量。
13、优选地,所述比磨削能u表示为:
14、
15、其中
16、
17、式中,k是系数,与钢轨材质和砂轮颗粒有关,根据本发明适用的钢轨和砂轮材质取经验值为1.74;vs表示砂轮的线速度;a为打磨深度;b为砂轮接触宽度;θ为打磨角度;r为钢轨轮廓圆弧半径。
18、优选地,所述模糊逻辑控制器根据预设的模糊规则和隶属度函数,对输入数据进行模糊化处理,并输出控制参数的方法,具体包括:
19、所述模糊逻辑控制器为双输入三输出结构,模糊逻辑控制器的输入为打磨功率偏差值e和偏差的变化率ec,输出为pid调节器的控制参数,包括修正量δkp、积分系数δki、微分系数δkd;
20、根据根据预设的模糊规则和隶属度函数,将e、ec、δkp、δki、δkd分为7个模糊子集,其中模糊论域为[-3,3],量化等级为[-3,-2,-1,0,1,2,3];左右两端采用高斯隶属度函数,其余部分则采用三角型隶属度函数。
21、优选地,所述模糊规则具体包括:
22、如果打磨功率的偏差值e为正值,则降低功率补偿,如果下一个控制周期偏差的变化率ec仍为正,表示偏差仍在增大,则进一步加大功率的降低量;相反,则减少功率降低量直到打磨功率的偏差值e为零;
23、如果打磨功率的偏差值e为零,且偏差的变化率ec也为零,则表示不需要进行功率补偿,如果偏差的变化率ec不为零,则根据偏差的变化率ec的值进行相反的功率补偿;
24、如果打磨功率的偏差值e为负值,则加大功率补偿,如果偏差的变化率ec仍为负,表示偏差仍在增大,则进一步加大功率的增加量,相反,则减少功率增加量直到打磨功率的偏差值e为零。
25、优选地,所述将pid调节器计算出的磨头进给距离调整量转化为实际电机功率的调整量的方法为:
26、
27、式中,p总为实际电机功率;vs表示砂轮的线速度;a打磨深度;vw为打磨设备的行进速度;ωr为打磨电机的实际转速;j为转动惯量;θ为打磨角度;r为钢轨轮廓圆弧半径。
28、本发明实施例还提供了一种基于模糊控制的自适应pid恒功率控制系统,该系统用于实现上述所述的基于模糊控制的自适应pid恒功率控制方法,具体包括:
29、目标设定模块,用于根据钢轨打磨任务的具体要求,设定打磨电机的目标转速和目标打磨功率;
30、实时数据采集与计算模块,用于实时采集打磨电机的电流数据和转速数据,并使用电流数据计算打磨电机的输出功率;同时结合打磨电机的实际转速,计算出打磨电机的实际打磨功率;将实际打磨功率与目标打磨功率进行比较,得到打磨功率的偏差值以及偏差的变化率;
31、模糊逻辑控制模块,用于将计算得到的打磨功率实际偏差和偏差变化率作为反馈输入到模糊逻辑控制器中,模糊逻辑控制器根据预设的模糊规则和隶属度函数,对输入数据进行模糊化处理,并输出控制参数;
32、pid调节模块,用于pid调节器接收模糊逻辑控制器输出的控制参数和打磨功率的偏差值,计算出磨头进给距离的调整量;
33、功率转换与调整模块,用于将pid调节器计算出的磨头进给距离调整量转化为实际电机功率的调整量,对打磨电机进行相应的功率调整,以使其接近或达到目标打磨功率。
34、优选地,所述系统还包括:
35、仿真分析与优化模块,用于结合目标打磨功率和扰动信号进行仿真测试,通过仿真结果分析控制系统的鲁棒性和抗干扰能力;根据仿真结果,对模糊逻辑控制器的模糊规则集、pid调节器的参数进行调整和优化。
36、本发明实施例还提供了一种钢轨打磨机,包括上述所述的基于模糊控制的自适应pid恒功率控制系统,实现对钢轨打磨过程的自适应、精确控制。
37、从以上技术方案可以看出,本发明申请具有以下有益效果:
38、本发明实施例提供了一种基于模糊控制的自适应pid恒功率控制方法及系统,首先根据任务设定目标转速和功率,确保打磨效果。实时采集数据并计算实际功率,与目标值比较得到偏差及变化率。接着模糊逻辑控制器利用偏差和变化率作为输入,根据预设规则输出控制参数。pid调节器接收这些参数和偏差,计算出磨头进给距离调整量,通过功率转换器转化为电机功率调整量,实现对电机的精确控制。最后结合仿真测试评估系统的鲁棒性和抗干扰能力,并根据测试结果优化模糊规则和pid参数,确保控制系统在面对各种复杂情况时都能保持稳定、高效的工作状态。整个流程简洁高效,实现了对打磨电机的精确控制。
技术特征:1.一种基于模糊控制的自适应pid恒功率控制方法,其特征在于,包括:
2.根据权利要求1所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述方法还包括:
3.根据权利要求1所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述结合打磨电机的实际转速,计算出打磨电机的实际打磨功率的方法为:
4.根据权利要求3所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述比磨削能u表示为:
5.式中,k是系数,与钢轨材质和砂轮颗粒有关,根据本发明适用的钢轨和砂轮材质取经验值为1.74;vs表示砂轮的线速度;a为打磨深度;b为砂轮接触宽度;θ为打磨角度;r为钢轨轮廓圆弧半径。根据权利要求1所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述模糊逻辑控制器根据预设的模糊规则和隶属度函数,对输入数据进行模糊化处理,并输出控制参数的方法,具体包括:
6.根据权利要求5所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述模糊规则具体包括:
7.根据权利要求1所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述将pid调节器计算出的磨头进给距离调整量转化为实际电机功率的调整量的方法为:
8.一种基于模糊控制的自适应pid恒功率控制系统,其特征在于,所述系统用于实现权利要求1至7任意一项所述的基于模糊控制的自适应pid恒功率控制方法,具体包括:
9.根据权利要求8所述的基于模糊控制的自适应pid恒功率控制方法,其特征在于,所述系统还包括:
10.一种钢轨打磨机,其特征在于,包括权利要求8至9任意一项所述的基于模糊控制的自适应pid恒功率控制系统,实现对钢轨打磨过程的自适应、精确控制。
技术总结本发明提供一种基于模糊控制的自适应PID恒功率控制方法及系统,涉及自动化控制技术领域,该方法包括设定打磨电机的目标转速和功率;实时采集电机电流和转速数据,计算实际打磨功率,并与目标功率对比得出偏差和偏差变化率;这些参数被送入模糊逻辑控制器,经模糊化处理输出控制参数;PID调节器基于这些参数和模糊控制器的输出,计算磨头进给距离的调整量,进而转化为电机功率的调整量。整个系统通过这一闭环控制策略,实现对打磨电机功率的精确调整,确保打磨过程稳定、高效,达到预期的打磨质量。技术研发人员:钱蒋忠,李远豪,张建法,李浩然受保护的技术使用者:苏州睿友智能装备有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290026.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。