一种无头轧制模式下中间坯厚度评估方法与流程
- 国知局
- 2024-09-11 14:31:11
本发明涉及一种无头轧制模式下中间坯厚度评估方法,属于冶金行业热轧带钢设备。
背景技术:
1、以连续不间断的生产工艺,通过薄板坯连铸连轧设备从钢水直接生产出热轧钢卷,这种生产工艺称为热轧带钢无头轧制。
2、热轧模型计算结果是热轧带钢各种控制的基础,模型计算结果的准确与否直接影响自动化和设备的控制以及终轧产品的质量,精轧模型计算时需要用到中间坯的真实厚度,所述中间坯厚度是指粗轧机出口或精轧机入口坯料的厚度,中间坯厚度一般控制在15mm以下,通常为6~10mm,可以用常规测厚仪测量厚度,如果中间坯的厚度控制范围在23mm-45mm之间,由于中间坯厚度较厚,常规测厚仪无法测量,只能使用超高压测厚仪或者放射源测厚仪,但这两种测厚仪价格昂贵,维护繁琐且维护成本较高,尤其放射源测厚仪存在放射性潜在危害,对员工人身安全存在很大安全隐患,因此,中间坯厚度只能使用估算厚度,估算厚度与真实厚度偏差较大,一般偏差在1~2mm之间,最大时达到3mm,达到中间坯厚度的5%~12.5%以上,严重影响精轧模型的计算精度和精轧自动化控制以及张力控制的稳定性,产生轧制非计划甚至废钢。
技术实现思路
1、本发明的目的是提供一种无头轧制模式下中间坯厚度评估方法,利用现场已有设备测量的各种实际数据,通过金属流量平衡原理间接计算出精轧模型所需的准确的中间坯的厚度,提高精轧模型的计算精度和准确性,解决背景技术中存在的问题。
2、本发明的技术方案是:
3、一种无头轧制模式下中间坯厚度评估方法,按照以下步骤进行操作:
4、步骤一:收集粗轧机出口中间坯的id号和实测宽度、温度数据;
5、步骤二:收集精轧机入口中间坯的id号和实测速度、温度数据;
6、步骤三:收集精轧机出口成品带钢id号和实测速度、温度、宽度、厚度数据;
7、步骤四:按照以下公式计算中间坯厚度:
8、h = (h * w2 * v2 / p2)/(( w1 / p1 ) * v1)
9、式中:
10、w1:粗轧机出口中间坯实测宽度;
11、p1:粗轧机出口中间坯实测温度下的热膨胀系数;
12、v1:精轧机入口中间坯实测速度;
13、v2:精轧机出口成品带钢实测速度;
14、w2:精轧机出口成品带钢实测宽度;
15、h:精轧机出口成品带钢实测厚度;
16、p2:精轧机出口成品带钢实测温度下的热膨胀系数;
17、h:中间坯厚度。
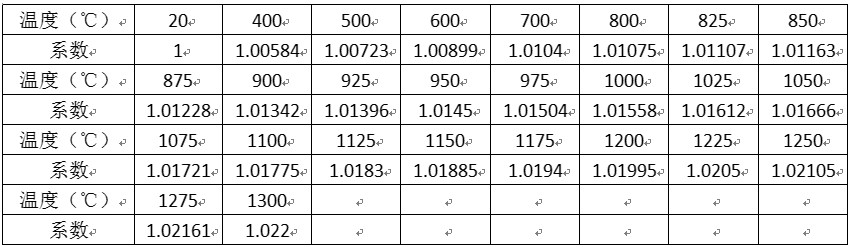
18、进一步地,所述粗轧机出口中间坯实测温度下的热膨胀系数p1,是根据金属带钢在实验室条件下不同温度的实测热膨胀系数计算出来的,其计算公式为:
19、p1 =( t1-t11)*( p12- p11)/( t12- t1)+ p11
20、式中:
21、p1:粗轧机出口中间坯实测温度下的热膨胀系数;
22、t1:粗轧机出口中间坯实测温度;
23、t11:实验室条件下与t1相邻的温度区间起点温度;
24、t12:实验室条件下与t1相邻的温度区间终点温度;
25、p11:实验室条件下t11温度实测的热膨胀系数;
26、p12:实验室条件下t12温度实测的热膨胀系数;
27、所述精轧机出口成品带钢实测温度下的热膨胀系数p2与粗轧机出口中间坯实测温度下的热膨胀系数p1的计算方法相同。
28、本发明的有益效果是:不需要额外投入费用,利用现场已有设备的测量数据间接测量计算出精轧模型计算所需的准确的中间坯厚度,提高精轧模型的计算精度和准确性,减少轧制非计划和废钢。
技术特征:1.一种无头轧制模式下中间坯厚度评估方法,其特征在于:按照以下步骤进行操作:
2.根据权利要求1所述的一种无头轧制模式下中间坯厚度评估方法,其特征在于:所述粗轧机出口中间坯实测温度下的热膨胀系数p1,是根据金属带钢在实验室条件下不同温度的实测热膨胀系数计算出来的,其计算公式为:
技术总结本发明涉及一种无头轧制模式下中间坯厚度评估方法,属于冶金行业热轧带钢设备技术领域。技术方案是:按照以下公式计算中间坯厚度:H=(h*W2*V2/P2)/((W1/P1)*V1),式中:W1:粗轧机出口中间坯实测宽度;P1:粗轧机出口中间坯实测温度下的热膨胀系数;V1:精轧机入口中间坯实测速度;V2:精轧机出口成品带钢实测速度;W2:精轧机出口成品带钢实测宽度;h:精轧机出口成品带钢实测厚度;P2:精轧机出口成品带钢实测温度下的热膨胀系数;H:中间坯厚度。本发明利用现场测量数据间接测量计算出精轧模型所需的准确的中间坯厚度,提高精轧模型的计算精度和准确性,减少轧制废钢。技术研发人员:孙建民,刘剑,高东辉,李朝阳,陈业雄受保护的技术使用者:唐山东华钢铁企业集团有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/291214.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表