一种环氧模塑挤出成型控制系统的制作方法
- 国知局
- 2024-09-11 14:34:19
本发明属于环氧模塑挤出成型控制,涉及一种环氧模塑挤出成型控制系统。
背景技术:
1、环氧模塑挤出成型是一种将环氧树脂在高温下熔融,然后通过模具挤出成特定形状的工艺。这种工艺广泛应用于电子、汽车和航空航天等行业中,用于制造各种高性能部件,为了保障部件的性能,需要对环氧模塑挤出成型过程进行控制。
2、环氧模塑挤出成型过程涉及加热温度控制、挤出压力控制、挤出速度控制等多种控制方案,其主要利用传感器实时监控各参数,并通过反馈控制回路自动调节操作参数。
3、现有技术如申请公开号为cn206870358u的中国实用新型专利申请公开的一种应用于模塑成型的真空自动控制装置,其包括显示器、plc、真空传感器、控制阀、真空阀门、真空泵和真空罐,并通过据真空传感器的检测结果来控制真空阀门的开启比例,从而实现模塑成型过程中真空的精确控制,有助于提高模塑件的质量和生产效率。
4、现有技术又如申请公开号为cn103963264a中国发明专利申请公开的一种高效节能塑料制品挤出成型系统,其包括挤压系统、传动系统、剪切系统,挤压系统包括机筒,机筒上设有第一进料斗、第二进料斗,第一进料斗、第二进料斗配备有冷却装置,机筒内安装有螺杆,机头通过螺栓固定在机筒上,机头、机筒内均设有加热装置,加热装置包括温度控制器、加热器、固态继电器、热电偶,机头内设有模具,模具设有模芯座,模芯座及模芯通过芯线相连接,传动系统包括电动机、减速器,剪切系统与传动系统相连接,从而可根据控制加热温度、控制螺杆旋转速度,高效节能。
5、很显然针对上述技术方案,当前对环氧模塑挤出成型过程控制还存在以下几个方面的不足:1、控制精准性不足:当前仅根据控制参数本身采集的数据与预先设置固定数值进行单一对比,从而进行控制,如挤出速度控制时,仅根据采集的当前的速度进行控制,考虑较为片面,存在控制不及时的可能,并且也使得控制效果也无法保障。
6、2、控制有效性不足:当前属于静态控制模式,即根据当前数据进行对应控制,未对控制参数本身进行动态追踪,如未对当前挤出速度过程中的波动等情况进行监测和分析,使得速度控制不能有效应对速度的变化,导致挤出速度控制的稳定性存在一定的欠缺。
7、3、未进行控制关联性分析,当前进行挤出成型控制时,如挤出速度控制时,未对其他控制参数与挤出速度进行关联性分析,使得控制参数值存在一定的误差,进而无法保障控制的精确性和可靠性。
技术实现思路
1、鉴于此,为解决上述背景技术中所提出的问题,现提出一种环氧模塑挤出成型控制系统。
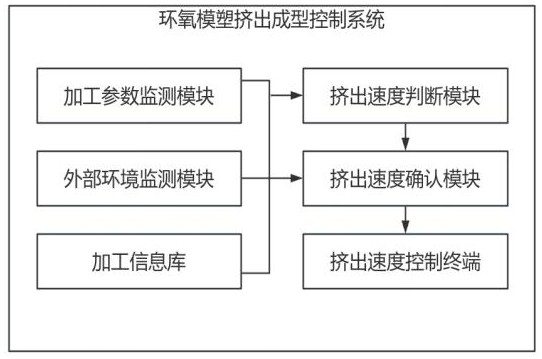
2、本发明的目的可以通过以下技术方案实现:本发明提供了一种环氧模塑挤出成型控制系统,包括:加工参数监测模块,用于实时监测环氧树脂料的加工参数,得到各监测时间点的加热温度、挤出速度和挤出压力。
3、外部环境监测模块,用于实时监测环氧树脂料所在加工区域内的环境温度和环境湿度,构建环境温度序列和环境湿度序列。
4、挤出速度判断模块,用于判断挤出速度是否需要调控,若是,启动挤出速度确认模块,否则反馈挤出速度正常指令。
5、挤出速度确认模块,用于根据所述加工参数、环境温度序列和环境湿度序列,确认环氧树脂料当前的适宜控制挤出速度。
6、加工信息库,用于存储环氧树脂料对应挤出过程的适宜环境温度区间、适宜环境湿度区间和适宜挤出速度区间,存储环氧树脂料的参照加热温度区间和参照挤出压力区间,并存储挤出速度波动的参照补偿速度值。
7、挤出速度控制终端,用于根据环氧树脂料当前的适宜控制挤出速度,调整电机的转速至所述适宜控制挤出速度。
8、相较于现有技术,本发明的有益效果如下:(1)本发明通过集成实时监测、智能判断、精确控制和自动化调节等功能,显著提升了挤出过程的效率和产品质量,能够确保在不同环境条件下都能保证生产过程的稳定性,减少不必要的停机时间和废品率。同时,精确的挤出速度控制能够提升产品的一致性和质量。
9、(2)本发明通过对监测加热温度、挤出压力、挤出速度以及外部环境温湿度等多种参数进行挤出速度判断和挤出速度确认,实现了对环氧树脂挤出过程的智能控制,有效解决了当前环氧模塑挤出成型控制精准性不足的问题,规避了当前仅根据控制参数本身采集的数据与预先设置固定数值进行单一对比的片面性,从而提高了后续挤出速度控制的针对性和有效性,同时还进一步提高了挤出速度控制的及时性,从而进一步保障了挤出速度的控制效果以及确保了生产过程的稳定性和产品质量的可靠性。
10、(3)本发明通过进行评定指标分类,并对各类别评定指标进行动态跟踪和分析,直观展示了挤出设备内部环境和外部环境的动态规律,可以确保后续挤出速度控制时能够及时并且有效应对挤出速度的变化,进而保障了后续挤出速度控制的稳定性。
11、(4)本发明通过统计挤出速度的波动度并设置波动补偿速度值,充分考虑了挤出速度本体波动的影响,从而可以减少因速度波动导致的速度控制偏差,进而减少产品的变异性以及次品和废品的产生率,同时还使挤出过程更加稳定和可控,进而提高了生产效率。
12、(5)本发明通过考虑加工温度、挤出压力以及外部环境温湿度与挤出速度的关联影响判断当前的挤出速度偏差类型,并根据不同挤出速度偏差类型设置调整因子,从而确认适宜控制挤出速度,有效解决了当前未进行控制关联性分析的问题,实现了多种影响参数的融合性分析,尽可能的减小适宜控制挤出速度值设置过程的误差,从而确保了适宜控制挤出速度值设置的精确性和可靠性。
技术特征:1.一种环氧模塑挤出成型控制系统,其特征在于:包括:
2.如权利要求1所述的一种环氧模塑挤出成型控制系统,其特征在于:所述判断挤出速度是否需要调控,包括:
3.如权利要求2所述的一种环氧模塑挤出成型控制系统,其特征在于:所述确认各ⅰ类指标的评定值,包括:
4.如权利要求3所述的一种环氧模塑挤出成型控制系统,其特征在于:所述确认超温比和低温比,包括:
5.如权利要求3所述的一种环氧模塑挤出成型控制系统,其特征在于:所述确认环氧树脂料当前的适宜控制挤出速度,包括:
6.如权利要求5所述的一种环氧模塑挤出成型控制系统,其特征在于:所述判断环氧树脂料当前的挤出速度偏差类型,包括:
7.如权利要求6所述的一种环氧模塑挤出成型控制系统,其特征在于:所述复杂标记规则的具体标记过程如下:
8.如权利要求5所述的一种环氧模塑挤出成型控制系统,其特征在于:所述设置波动补偿速度值,包括:
9.如权利要求7所述的一种环氧模塑挤出成型控制系统,其特征在于:所述设置加速调整因子,包括:
10.如权利要求9所述的一种环氧模塑挤出成型控制系统,其特征在于:所述设置降速调整因子,包括:
技术总结本发明属于环氧模塑挤出成型控制技术领域,具体公开提供的一种环氧模塑挤出成型控制系统,该系统包括加工参数监测模块、外部环境监测模块、挤出速度判断模块、挤出速度确认模块、加工信息库和挤出速度控制终端。本发明通过集成实时监测、智能判断、精确控制和自动化调节等功能,显著提升了挤出过程的效率和产品质量,能够确保在不同环境条件下都能保证生产过程的稳定性,减少不必要的停机时间和废品率。同时通过对监测加热温度、挤出压力、挤出速度以及外部环境温湿度等多种参数进行挤出速度判断和确认,实现了挤出速度的关联性分析,提高了挤出速度控制的精准性、有效性和及时性,进一步保障了挤出速度的控制效果。技术研发人员:白俊春,程斌,贾永,华洪周,陆杨受保护的技术使用者:江苏芯港半导体有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/291431.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表