动态控制摊铺机摊铺速度的方法及道路施工系统与流程
- 国知局
- 2024-09-14 14:28:26
本发明涉及一种动态控制用于摊铺过程的至少一个道路摊铺机的摊铺速度的方法。此外,本发明涉及一种用于动态摊铺过程的道路施工系统。
背景技术:
1、ep 2 514 871 a1公开了一种道路施工系统,包括:材料供应链;道路摊铺机,其由材料供应链供应有摊铺材料用于预压实新生产的摊铺层;以及,压实机车辆,其跟随道路摊铺机用于最终压实新生产的摊铺层。此外,道路施工系统具有电子材料密度模块,该模块被配置为检测由道路摊铺机实现的预压实并将其传达给压实车辆,压实车辆根据接收到的、描述预压实的数据调整其最终压实性能,以便对新生产的摊铺层产生所需的最终压实。
2、de 10 2019 116 853 a1公开了一种用于控制道路摊铺机的速度的系统和方法。为此目的,确定从沥青混合设备输送到建筑工地的摊铺材料的进给速率,其中,根据所确定的进给速率来调整在建筑工地上使用的至少一个道路摊铺机的摊铺速度。可替代地,道路摊铺机的速度,特别是其最大摊铺速度,可以基于检测到的、跟随道路摊铺机的压实机的最大压实性能而改变。
3、ep 2 325 392 a2公开了一种具有压实单元的道路摊铺机,其行程可以根据摊铺速度自动调节,使得即使道路摊铺机的速度改变也能产生基本上恒定的预压实。行程的自动调节是通过速度相关的特性曲线控制来实现的。类似的特性曲线控制公开于ep 3 138961 a1、ep 2 366 831 a1和ep 2 366832a1中。
技术实现思路
1、本发明的根本问题是提供一种具有改善的摊铺质量和改善的摊铺性能的摊铺过程。
2、本发明涉及一种动态控制用于摊铺过程的至少一个道路摊铺机的摊铺速度的方法,其中,借助于功能性地连接到道路摊铺机的控制系统,与所确定的材料输送率相适应的、道路摊铺机的摊铺速度根据向道路摊铺机供应的摊铺材料的材料供应链的、由此确定的可变材料输送率来确定。通过确保道路摊铺机以检测到的并适应材料输送率的摊铺速度执行摊铺过程,可以防止道路摊铺机建筑工地的材料输送瓶颈和材料供应中断。该方法还可以消除建筑工地材料供应过剩的问题。
3、根据本发明,道路摊铺机的摊铺熨平板的至少一个预压实元件的预压实性能根据与材料输送量相适应的摊铺速度来调整,以便保持通过预压实元件所实现的预压实不变。根据本发明,直接在道路摊铺机上执行的预压实性能因此作为道路摊铺机的速度的函数而变化,该速度基于所确定的材料输送率动态地确定,以获得在道路摊铺机铺设的摊铺层中恒定的预压实。即使道路摊铺机的摊铺速度由于材料输送率变化而发生变化,也可以使预压实保持恒定。
4、一方面,这允许在进给速率或材料输送率方面优化道路摊铺机的速度,以实现改进的摊铺性能。另一方面,这种优化可以与通过摊铺熨平板进行的恒定的预压实相结合,也就是说,尽管根据材料输送率调整摊铺速度,道路摊铺机仍能够以恒定的预压实生产摊铺层。这会改善摊铺质量。
5、此外,本发明有利于通过材料供应链的连续材料供应,因为道路摊铺机的操作与确定的材料输送率相适应,即,建筑工地不会发生摊铺材料供应过剩或供应不足。此外,本发明允许连续的摊铺过程,因为考虑到材料输送率,使用道路摊铺机生产摊铺层可以不间断地进行。通过本发明可以容易地补偿材料供应的波动,而不改变预压实质量。
6、原则上,利用本发明,摊铺过程可以随着材料输送率降低而运行得更慢,并且随着材料输送率增加而运行得更快,而这种动态不会导致预压实的变化。这导致在材料供应链之外的建筑工地进行连续的、即不间断的摊铺过程,从而导致持续的预压实。
7、本发明从材料供应链的材料输送率推导出道路摊铺机的摊铺熨平板的预压实性能,其中,材料输送率确定了道路摊铺机的摊铺速度,预压实性能取决于道路摊铺机的摊铺速度。这样可以实现均匀、一致的预压实结果,并实现不间断的摊铺行驶。根据本发明的、通过受调节的摊铺速度将材料输送率与预压实性能相关联的想法使得在总体上能够实现更强和更高质量的摊铺过程。
8、优选地,用户在控制系统中输入最大摊铺速度作为道路摊铺机的摊铺过程的限制条件。这使得建筑工地的道路摊铺机的速度控制可以受到专业知识的限制。
9、特别地,用户可以根据建筑工地的道路摊铺机的摊铺熨平板的类型,主要根据其最大预压实性能,在控制系统中进行输入。这使得道路摊铺机的最大摊铺速度仅被加速到仍然可能进行恒定预压实的程度。
10、可以想象的是,控制系统功能性地连接到摊铺熨平板,并且当道路摊铺机的摊铺熨平板改变时,提示用户确认或更新作为限制条件存储在控制系统中的最大摊铺速度,这可能会改变最大预压实性能。
11、根据本发明的一种变型,控制系统考虑所确定的材料输送率来确定道路摊铺机的最大可能摊铺性能,并且因此根据通过摊铺熨平板产生的层厚度以及层宽度计算道路摊铺机的单独的最大摊铺速度。因此,控制系统能够针对每个施工规范计算道路摊铺机的单独的最大摊铺速度,该速度适应于材料输送率。原则上,该单独确定的最大摊铺速度可以小于、等于或大于用户在控制系统中存储的最大摊铺速度。
12、特别地,根据本发明的一种变型,如果借助于控制系统计算的最大摊铺速度小于或等于由用户输入的最大摊铺速度,则将借助于控制系统计算的最大摊铺速度作为摊铺速度设定值存储在功能性地连接到控制系统的道路摊铺机的车辆控制系统中。可替代地,如果借助于控制系统计算的最大摊铺速度大于用户输入的最大摊铺速度,则可以将用户输入的最大摊铺速度作为摊铺速度设定值存储在功能性地连接到控制系统的道路摊铺机的车辆控制系统中。上述第一替代方案导致摊铺过程的最大加速度作为所确定的材料输送率的函数,而没有中断摊铺过程的风险。这样可以实现适应于材料输送率的最大摊铺性能。上述第二种替代方案通过专业知识(例如关于可由熨平板实现的最大预压实性能)对摊铺过程速度的增加进行限制,以便确定最大摊铺速度(即使以非常高的材料输送率),使得可以调整预压实性能以保持恒定的预压实,即使所确定的材料输送率实际上允许更高的最大摊铺速度。因此,两种替代方案的预压实保持恒定。
13、根据本发明的一个实施例规定,控制系统通过确定变化的材料输送率来计算道路摊铺机的相应调整的新的最大摊铺速度并确定在道路摊铺机的车辆控制中存储新的最大摊铺速度的时间。由此实现了,仅当在建筑工地检测到材料供应链的材料输送率明显增加或减少时,才在道路摊铺机上执行摊铺过程的速度调节。因此,道路摊铺机只有在实际到达建筑工地时(即影响那里存储的材料量时)才会对材料输送率的增加或减少做出反应。
14、特别地,控制系统可以改变新的最大摊铺速度存储在道路摊铺机的车辆控制装置中的时间,将其作为摊铺速度所需变化量的函数,使得原则上在摊铺速度相对于变化的材料输送量变化较小的情况下,新的最大摊铺速度在道路摊铺机的车辆控制装置中存储或激活的时间要晚于摊铺速度相对于变化的材料输送量发生较大变化的情况。这一原则可以导致这样的事实:只有短暂的、微小的材料输送率变化可以被忽略,也就是说,其不能被不必要地转移到道路摊铺机的运行中。这有利于道路摊铺机的节能运行。
15、优选地,如果使用控制系统计算的新的最大摊铺速度小于或等于由用户输入的最大摊铺速度,则将使用控制系统计算的新的最大摊铺速度作为新的摊铺速度设定值存储在功能性地连接到控制系统的道路摊铺机的车辆控制装置中。可替代地,如果使用控制系统计算的新的最大摊铺速度(仍然)大于用户输入的最大摊铺速度,则可以将用户输入的最大摊铺速度作为摊铺速度设定值存储在功能性地连接到控制系统的道路摊铺机的车辆控制系统中,或者保持设定值。在这两种替代方案中可以确保的是,基于所确定的材料输送率可以实现最大摊铺性能与恒定预压实的结合。对于第一个提到的替代方案,主要考虑的是相对于材料输送率设置最大摊铺速度,使得道路摊铺机仅在低材料供应的情况下将摊铺过程加速到可以连续地执行摊铺过程的程度,即可以避免与材料输送瓶颈相关的缺点以及由此导致的道路摊铺机停止(例如摊铺熨平板在停止期间的下沉)和/或层厚表面质量的损害(例如由于压印造成的损害)。另一种替代方案是根据用户设定的最大摊铺速度来执行最大摊铺速度,确保道路摊铺机不会以过高的摊铺速度运行,这原则上由于设定的材料输送率是可能的,但不能再通过在摊铺熨平板上设置的最大预压实性能来补偿,以实现恒定的预压实。通过这些变型,控制系统仅使道路摊铺机加速摊铺过程,使得道路摊铺机不会停在建筑工地,并且摊铺始终以恒定的预压实进行。
16、优选地规定,控制系统根据在道路摊铺机附近(即建筑工地)直接可用的摊铺材料的预先选择的最小材料储备(stockpile)和/或根据预先选择的最大材料储备来调整摊铺速度设定值(特别是新的摊铺速度设定值),使得在摊铺过程中不低于最小材料储备和/或不超过最大材料储备。这提供了额外的保障,以确保建筑工地的道路摊铺机始终有足够的材料缓冲,即摊铺材料永远不会太少或太多。这通过防止在摊铺过程中由于材料储备低或不足而不得不停止道路摊铺机而有利于连续的摊铺过程。此外,这还可以防止建筑工地留下过剩的摊铺材料。这样的缺点是建筑工地多余的摊铺材料会冷却。借助控制系统基于材料输送率确定的摊铺速度设定值的下游速度修正被限制在这样的范围内:由此产生的道路摊铺机的速度调节或加速仅在预压实保持不变的条件下发生。
17、如果在摊铺过程开始之前定义道路摊铺机的初始摊铺速度并且例如由用户输入将目标层厚度和目标预压实作为初始摊铺速度的过程参数存储在控制系统中,则将是有用的。例如,可以选择初始摊铺速度,使得道路摊铺机可以在摊铺过程开始时缓慢启动,即,道路摊铺机至少在摊铺过程开始时暂时以“预热速度”进行摊铺,即不会立即控制在最大摊铺速度。在摊铺过程开始之前在道路摊铺机上选择的这些基本设置可以作为基本数据集从道路摊铺机被传输到控制系统,优选地如果在摊铺过程开始时其在摊铺机上和/或在摊铺结果上被检测到的话,其中这在控制系统上启动根据本发明的操作,以在最大摊铺速度下保持预压实恒定。可以想到的是,根据本发明的用于将预压实保持恒定在最大摊铺速度的操作仅发生在预定的预热时间已经过去之后,例如摊铺过程开始5分钟后,以便在道路摊铺机将其速度适应为供应材料的材料供应链的可变材料输送率之前,安装在道路摊铺机上的驱动器和单元达到所需的工作温度。
18、可以想象的是,道路摊铺机的初始摊铺速度借助于其车辆控制装置使用斜坡函数(ramp function)以阻尼方式控制到适合于材料输送率或由用户设定的最大摊铺速度,使得道路摊铺机的工作单元在摊铺过程开始时仍然是冷的,尤其包括速度相关的预压实装置,可以缓慢启动。
19、一种变型规定,将摊铺过程开始时的初始摊铺速度作为摊铺速度设定值存储在车辆控制装置中,其中在道路摊铺机上检测到的速度变化或者借助于控制系统确定的速度变化,特别是从初始摊铺速度到操作员输入的最大摊铺速度或到基于材料输送率计算的最大摊铺速度的速度变化,使得控制系统计算用于调整预压实性能的校正系数,以适应基于速度变化可预测的预压实自然变化,并将其存储在道路摊铺机的熨平板控制装置中,该控制装置使用校正系数来调整(特别是在特定时间点)压实元件的操作,使得通过速度变化实现的预压实基本上对应于针对初始摊铺速度限定的目标预压实。因此,控制系统引发的速度变化决定了所得校正系数的范围,该校正系数用于调整预压实性能以补偿预压实的自然变化。以此方式,尽管道路摊铺机的依赖于材料供应的目标摊铺速度与初始摊铺速度相比已经改变,但是校正系数可用于控制预压实性能的调节,以补偿改变的目标摊铺速度,从而保证恒定的预压实。
20、特别地,借助于熨平板控制装置使用校正系数来改变压实元件的行程,改变压实元件的可执行接触压力和/或改变压实元件的速度。这些过程参数的变化可以根据需要进行组合,以实现适应摊铺熨平板速度变化的预压实性能。
21、可以想象的是,通过对所产生的层厚度进行实时测量来计算与目标层厚度的层厚度偏差,基于此,确定层厚度校正系数并由熨平板控制系统用于摊铺熨平板的高度控制。虽然可以假设随着摊铺速度的变化和预压实性能的相应调整,从而实现恒定的预压实,层厚也保持恒定,但层厚校正系数可用于轻松补偿通过摊铺熨平板的高度控制所检测到的层厚偏差,这样除了恒定的预压实之外,还可以实现恒定的层厚度。
22、一种变型规定,借助于实时测量,确定与目标预压实的预压实偏差,其中用于后压实的系统,例如跟随在道路摊铺机后面的压路机,借助于动态压实后调制来补偿预压实偏差,从而使总体残余压实偏差最小化。尽管本发明导致沿着摊铺路段的预压实结果基本上一致,即恒定,但是与目标预压实的任何偏差可以容易地由随后的后压实系统补偿。后压实系统受益于道路摊铺机基本上沿着整个摊铺路段产生的恒定预压实,因此其可以毫不费力地补偿与目标预压实的任何孤立的偏差。
23、根据一优选实施例,控制系统的至少一部分可以作为基于云的应用程序检测预定的施工规划值(例如来自与其连接的控制中心),和/或在摊铺过程期间确定的道路摊铺机的动态摊铺机和熨平板过程数据,并基于此计算用于摊铺过程的至少一个目标过程值,特别是与变化的材料输送率相适应的摊铺速度和/或至少一个校正系数,特别是用于调整预压实性能的校正系数,并将其传输到控制系统的另一部分,该部分存储用于车辆控制装置和/或熨平板控制装置的计算出的目标值和校正值。
24、优选地,被配置为基于云的应用程序的、控制系统的一部分可以在材料输送过程期间检测从材料供应链确定的动态材料输送过程数据,并基于此(特别是实时地)计算材料供应链的材料输送率,以及要适应材料输送率的摊铺速度,并将其传输到控制系统的另一部分,其保持道路摊铺机的车辆控制装置的适应的摊铺速度。
25、借助于上述基于云的变体,it资源可以作为web应用程序外包。特别是,这将允许在不同建筑工地执行的多个摊铺过程连接到配置为基于云的应用程序的部分。因此,控制系统的基于云的部分可以同时普遍用于多个建筑工地项目。
26、根据本发明的一个实施例,控制系统不仅部分可用,而且作为基于云的应用程序整体可用,并且至少根据可变材料输送率来计算摊铺过程的所有目标过程值和校正值,并使这些直接可用于道路摊铺机的车辆控制装置和/或熨平板控制装置,以实现恒定的预压实。
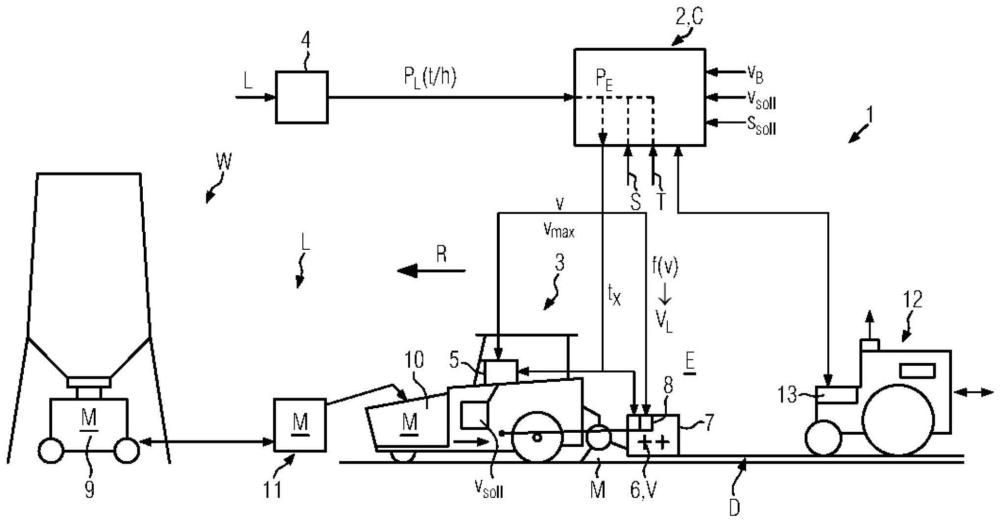
27、此外,本发明涉及一种用于摊铺过程的道路施工系统。该道路施工系统包括控制系统、功能性地连接到控制系统的至少一个道路摊铺机、功能性地连接到控制系统的至少一个物流系统以及向道路摊铺机供应摊铺材料的至少一个材料供应链,其可变材料输送率可以借助于物流系统检测并提供给控制系统。控制系统配置成确定道路摊铺机的适合于所确定的材料输送率的摊铺速度。根据本发明,道路摊铺机的摊铺熨平板的至少一个预压实元件的预压实性能可根据摊铺速度进行调整,以适应于所确定的材料输送率。这使得摊铺过程能够连续进行,即不中断摊铺过程,并且进行持续的预压实。因此,通过调整预压实性能来补偿由材料输送率引起的速度变化,使得由摊铺熨平板产生的预压实保持恒定。因此,材料输送率对所实现的预压实有直接影响。
28、优选地,控制系统被配置为考虑由物流系统向其指示的材料输送率来确定道路摊铺机的最大可能摊铺性能,以便由此根据借助于摊铺熨平板产生的层厚度和层宽度来计算道路摊铺机的最大摊铺速度,并且如果使用控制系统计算的最大摊铺速度小于或等于用户在控制系统上输入的、作为限制条件的最大摊铺速度,则将使用控制系统计算的最大摊铺速度存储为功能性地连接到控制系统的道路摊铺机的车辆控制装置中的摊铺速度设定值。可替代地,控制系统被配置为,如果借助于控制系统计算的最大摊铺速度大于用户输入的最大摊铺速度,则将用户输入的作为限制条件的最大摊铺速度存储为功能性地连接到控制系统的道路摊铺机的车辆控制系统中的摊铺速度设定值。上述两种替代方案均可实现不间断的、与恒定预压实相结合的最大摊铺性能,也就是说,其确保实现最大加速和质量最佳的摊铺结果。
29、有用的是,控制系统适于通过确定变化的材料输送率来计算道路摊铺机的相应调整的(新的)最大摊铺速度,并确定(新的)最大摊铺速度被存储在道路摊铺机的车辆控制装置中的时间。这允许建筑工地的道路摊铺机上的速度调整被延迟,直到或者要在建筑工地明显改变材料输送率时才进行速度调整,也就是说,当这会导致建筑工地的材料储备发生不期望的变化时,道路摊铺机仅对改变的材料输送率做出反应。因此,该变型仅允许忽略材料供应中短暂的、可忽略不计的变化,使得道路摊铺机尽可能以恒定的摊铺速度行驶。
30、特别地,控制系统可被配置成改变新的最大摊铺速度存储在道路摊铺机的车辆控制装置中的时间,将其作为所需的摊铺速度变化量的函数。特别地,控制系统可以遵循如下逻辑,即使得在摊铺速度相对于变化的材料输送率变化较小的情况下,新的最大摊铺速度要在道路摊铺机的车辆控制装置中存储的时间晚于摊铺速度相对于变化的材料输送量发生较大变化的情况。这一原则可导致这样的事实:只有短暂的、微小的材料输送率变化可以被忽略,也就是说,其不能不必要地转移到道路摊铺机的运行中。这有利于道路摊铺机的节能运行。
31、本发明的优选实施例规定,控制系统被配置为根据在道路摊铺机附近(即在建筑工地)直接可用的摊铺材料的预先选择的最小材料储备和/或根据预先选择的最大材料储备来调整摊铺速度设定值,使得在摊铺过程中可用的摊铺材料不少于最小材料储备和/或不多于最大材料储备。这意味着道路摊铺机只会将摊铺过程加速到建筑工地不会出现材料供应不足或供应过剩的程度。如果材料供应不足,道路摊铺机就有不得不中断摊铺过程的风险。而摊铺材料供应过剩则会导致摊铺材料冷却。
32、优选地,目标层厚度和目标预压实可以作为在摊铺过程开始之前定义的、道路摊铺机的初始摊铺速度的过程参数被存储在控制系统中。在本文中,在摊铺过程开始时的初始摊铺速度作为初始摊铺速度设定值被存储在道路摊铺机的车辆控制装置中,并且控制系统配置成响应于在道路摊铺机上检测到的速度变化或借助于控制系统确定的速度变化来计算,特别是从初始摊铺速度设定值到作为摊铺过程的摊铺速度设定值输入的最大摊铺速度的速度变化,或到根据材料输送率计算的最大摊铺速度的速度变化,根据预压实的自然变化调整预压实性能的校正系数,该校正系数可以根据速度的变化进行预测,并将其存储在道路摊铺机的熨平板控制装置中。在此过程中,熨平板控制装置借助于校正系数调整压实元件的预压实性能,使得随着速度变化实现的预压实基本上对应于针对初始摊铺速度限定的目标预压实。因此,即使通过使用校正系数检测到的或确定的道路摊铺机的速度变化,在摊铺过程开始时针对预定初始摊铺速度存储的过程参数也保持恒定。特别是,这使得道路摊铺机能够在不中断摊铺过程的情况下尽可能地加速摊铺过程,该摊铺过程是通过恒定的预压实来进行的。这使得摊铺过程特别经济且摊铺质量均匀。
33、优选地,熨平板控制装置配置成使用校正系数来改变压实元件的行程,改变压实元件的可执行接触压力和/或改变压实元件的速度。可以想到使用由控制系统单独确定的校正系数来改变相应的过程参数。特别地,可以组合改变过程参数,以实现恒定的预压实结果。
34、本发明的优选实施例规定,道路摊铺机被配置为执行对所产生的层厚度的实时测量,由此层厚度校正系数(该层厚度校正系数通过与由实时测量检测到的目标层厚度的层厚度偏差得出)可以被确定,并且可以被提供给熨平板控制装置用于摊铺熨平板的高度控制,和/或,道路摊铺机被配置为执行所产生的预压实的实时测量,其中,根据由此确定的与目标预压实的预压实偏差,可以控制借助于动态后压实调制补偿预压实偏差的后压实系统,使得总体残余压实偏差最小化。使用这些校正函数是绝对的例外情况,因为基本恒定的预压实会伴随着恒定的层厚度,并且与目标预压实的偏差往往非常小。如果触发这些补偿功能,则补偿偏差所需的相关工作量非常低。
35、控制系统可以作为基于云的应用程序或基于服务器的网络连接到物流系统和道路摊铺机。一种变型规定,控制系统集成在由建筑工地的操作员使用的便携式设备中。可以想象,物流系统作为基于云或基于网络的应用程序集成在另一个便携式设备中,该便携式设备由材料供应链的至少一名卡车司机携带。
36、根据一种优选的变型,控制系统的至少一部分可用作基于云的应用程序,其被配置为例如从与其连接的控制中心和/或在摊铺过程期间确定的道路摊铺机的动态摊铺机和熨平板过程数据,并基于此计算至少一个目标过程值,特别是与变化的材料输送率相适应的摊铺速度和/或至少一个校正系数,特别是用于调整预压实性能的校正系数,并将其传输到控制系统的另一部分,该部分存储车辆控制装置和/或熨平板控制装置的计算出的目标值和校正值。这允许将某些it资源(特别是存储空间、计算能力和/或软件)用作基于web的应用程序。
37、优选地,被配置为基于云的应用程序的控制系统的部分还被配置为检测在借助于材料供应链执行的材料输送过程期间确定的动态材料输送过程数据,并且基于此来计算(特别是实时计算)材料供应链的材料输送率,并将其传输到控制系统的另一部分,控制系统基于计算的材料输送率确定要适应其的摊铺速度,并将其提供给道路摊铺机的车辆控制装置。
38、根据本发明的一个实施例,控制系统不仅部分可用,而且作为基于云的应用程序整体可用,并且被配置为至少根据可变材料输送率来计算摊铺过程的所有目标过程值和校正值,并将这些值直接提供给道路摊铺机的车辆控制装置和/或熨平板控制装置,以实现恒定的预压实。
本文地址:https://www.jishuxx.com/zhuanli/20240914/294252.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表