一种6063铝合金电脑板材及其挤压生产工艺的制作方法
- 国知局
- 2024-09-14 14:32:31
本发明涉及铝合金板材领域,具体是一种6063铝合金电脑板材及其挤压生产工艺。
背景技术:
1、笔记本电脑外观件用6063铝合金板材的阳极氧化不良效果主要是“黑线”、“花斑”和“料纹”。虽然这些缺陷的形成原因及机理已经被广泛研究,但是缺少同时获得材料阳极氧化效果和良好平面度的控制方法。因此,发明一种6063铝合金电脑板材及其挤压生产工艺实现产品质量稳定提高效益很有必要。
技术实现思路
1、本发明提供了一种6063铝合金电脑板材及其挤压生产工艺,以解决现有技术笔记本电脑外观件用6063铝合金板材存在的阳极氧化效果和平面度不理想的问题。
2、为了达到上述目的,本发明所采用的技术方案为:
3、一种6063铝合金电脑板材,由si原料、fe原料、cu原料、mn原料、mg原料、cr原料、zn原料、ti原料、al原料经过熔炼、退火、锯切、挤压、在线淬火后得到,各原料的重量百分比如下:
4、si:0.40~0.44%;
5、fe:≤0.10%;
6、cu:≤0.01%;
7、mn:≤0.01%;
8、mg:0.50~0.56%;
9、cr:≤0.01%;
10、zn:≤0.01%;
11、ti:≤0.02%;
12、余量为al。
13、进一步的,引单个杂质≤0.02%,杂质合计≤0.10%(用gb/t 3190标准中的表示下)。
14、进一步的,al原料为铝液或铝锭。
15、一种上述6063铝合金电脑板材的挤压生产工艺,包括以下步骤:
16、步骤1、将符合各自重量百分比的si原料、fe原料、cu原料、mn原料、mg原料、cr原料、zn原料、ti原料、al原料熔炼为液态铝合金后,再铸造为铝合金铸棒;
17、步骤2、将步骤1得到的铝合金铸棒进行退火、冷却后,锯切为所需棒料;
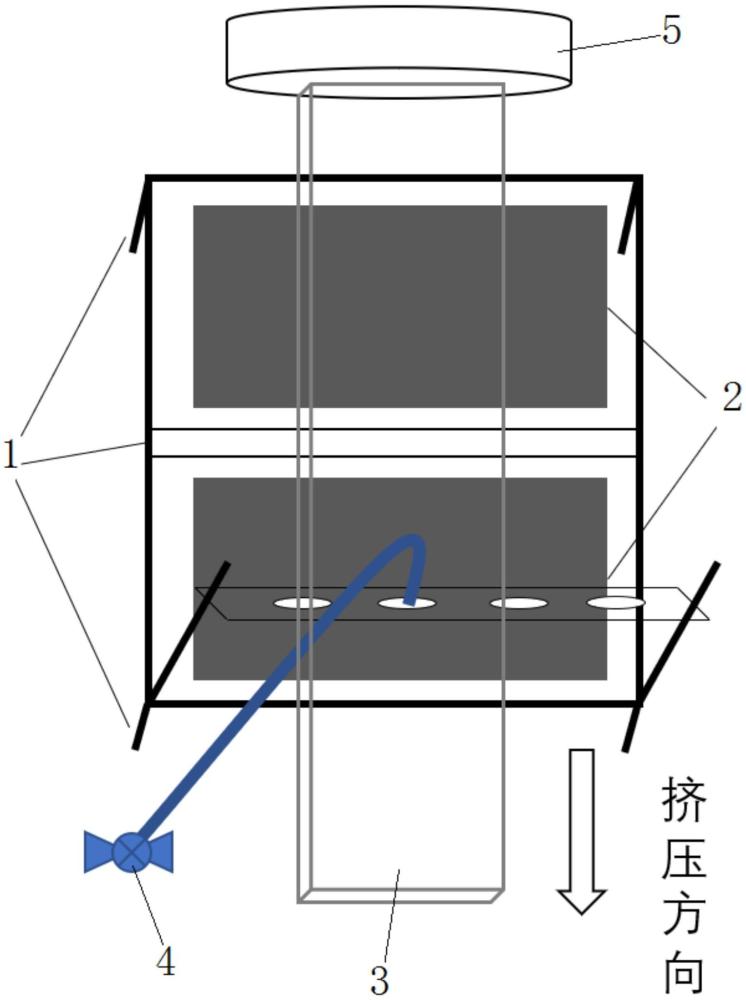
18、步骤3、将步骤2得到的棒料通过挤压机挤压成板材,挤压机挤出板材时对所述板材进行在线淬火,水温不高于25℃,水压9~10bar,调控淬火后的板材平面呈现上凸下凹,平面间隙控制在0.2-0.3mm,最后经拉直机控制拉直率1.2~1.3%,由此得到平面度控制在0.4mm以内的6063铝合金电脑板材。
19、进一步的,步骤1中熔炼时熔化温度为710~740 ℃;熔炼时的精炼温度为720~730℃,精炼时间为10-20 min;精炼时的精炼剂用量为1.5~1.8 kg/t铝水。
20、进一步的,步骤1中,通过管式过滤确保铝合金铸棒的纯净度,使铝合金铸棒中液态氢含量不大于0.13ml/100gal。
21、进一步的,步骤1中,采用气滑铸造法将液态铝合金铸造为铝合金铸棒。
22、进一步的,步骤2中,对铝合金铸棒在550±10℃温度下进行均匀化退火6~8h,然后喷水冷却至60℃以下,再对铝合金铸棒车皮1.5-2.2mm后,将铝合金铸棒锯切成所需棒料。
23、进一步的,步骤3中,将步骤2得到的棒料495~515℃后送至挤压机;
24、所述挤压机的模具上机温度为460~480℃,挤压筒温度为430±10℃,挤压棒温度为495~515℃,挤压速度为15~20m/min。
25、与现有技术相比,本发明优点为:
26、本发明通过在铸造时采用管式过滤确保了铸棒纯净度,并在挤压时采用高温快速淬火冷却方式使得板材的晶粒不大于100 mm且第二相组织充分固溶,从而解决了“黑线”、“花斑”和“料纹”等氧化不良问题,满足客户“锻压+cnc+阳极”的加工工艺技术要求。本发明工艺中由于采用辅助工装和在线淬火的联合使用,使6063铝合金板材平面度能够控制在0.4mm以内。
技术特征:1.一种6063铝合金电脑板材,其特征在于,由si原料、fe原料、cu原料、mn原料、mg原料、cr原料、zn原料、ti原料、al原料经过熔炼、退火、锯切、挤压、在线淬火后得到,各原料的重量百分比如下:
2.根据权利要求1所述的一种6063铝合金电脑板材,其特征在于,单个杂质≤0.02%,杂质合计≤0.10%。
3.根据权利要求1所述的一种6063铝合金电脑板材,其特征在于,al原料为铝液或铝锭。
4.一种如权利要求1-3中任意一项所述6063铝合金电脑板材的挤压生产工艺,其特征在于,包括以下步骤:
5.根据权利要求4所述的6063铝合金电脑板材的挤压生产工艺,其特征在于,步骤1中熔炼时熔化温度为710~740 ℃;熔炼时的精炼温度为720~740 ℃,精炼时间为10-20min;精炼时的精炼剂用量为1.5~1.8 kg/t铝液。
6.根据权利要求4所述的6063铝合金电脑板材的挤压生产工艺,其特征在于,步骤1中,采用气滑铸造法将液态铝合金铸造为铝合金铸棒。
7.根据权利要求4所述的6063铝合金电脑板材的挤压生产工艺,其特征在于,步骤1中,通过管式过滤工艺确保铝合金铸棒的纯净度,使铝合金铸棒中液态氢含量不大于0.13ml/100gal。
8.根据权利要求4所述的6063铝合金电脑板材的挤压生产工艺,其特征在于,步骤2中,对铝合金铸棒在550±10℃温度下进行均匀化退火6~8h,然后喷水冷却至60℃以下,再对铝合金铸棒表层车皮1.5-2.2mm后,将铝合金铸棒锯切成所需棒料。
9.根据权利要求4所述的6063铝合金电脑板材的挤压生产工艺,其特征在于,步骤3中,将步骤2得到的棒料加热至495~515℃后送至挤压机;
技术总结本发明公开了一种6063铝合金电脑板材及其挤压生产工艺,板材由Si原料、Fe原料、Cu原料、Mn原料、Mg原料、Cr原料、Zn原料、Ti原料、Al原料经过熔炼、退火、锯切、挤压、在线淬火后得到,工艺包括以下步骤:步骤1、将各原料熔炼为液态铝合金后铸造为铝合金铸棒;步骤2、将铝合金铸棒进行退火、冷却后锯切为棒料;步骤3、将棒料通过挤压机挤压成板材,挤压机挤出板材时对所述板材进行在线淬火,得到平面度控制在0.4mm以内的6063铝合金电脑板材。本发明通过从原料到挤出成型的有效控制,使生产的6063铝合金板材平面度能够控制在0.4mm以内,同时满足客户“锻压+CNC+阳极”的加工工艺技术要求。技术研发人员:傅小华,刘白龙,徐勇华,郭天宇受保护的技术使用者:安徽云海铝业有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/294637.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表