注射成型机的控制装置、注射成型机及注射成型机的控制方法与流程
- 国知局
- 2024-09-14 14:51:32
本发明涉及一种注射成型机的控制装置、注射成型机及注射成型机的控制方法。
背景技术:
1、在专利文献1中所记载的注射成型机的控制方法中,在注射工序开始之后,若由设置于模具内的模具内压传感器获得的压力达到预先设定的压力,则将螺杆停止在该时刻的螺杆位置。螺杆的停止在预先设定的时间内进行。然后,进行保压工序。
2、专利文献1:日本特开2008-74114号公报
3、注射成型机的控制装置控制停止工序及保压工序,在所述停止工序中使注射部件的移动停止,在所述保压工序中控制从注射部件作用于成型材料的压力。注射部件例如为螺杆或柱塞。成型材料例如为树脂。
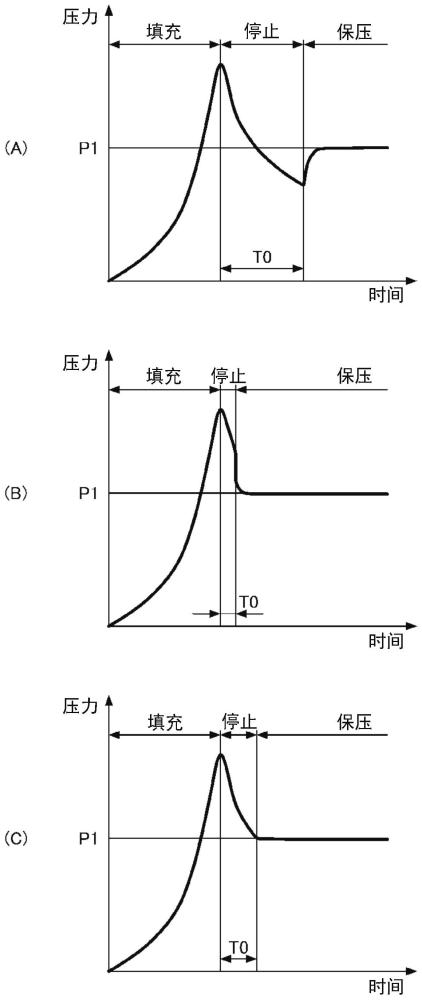
4、在停止工序中,使注射部件的移动停止。因此,在停止工序中,从注射部件作用于成型材料的压力逐渐下降。停止工序的时间被预先设定,若经过该时间,则进行从停止工序向保压工序的切换。
5、若停止工序的时间过长,则停止工序结束时的压力的实际值比保压工序开始时的压力的设定值低。此时,有时在停止工序中推压树脂的压力过低,树脂的流动过慢。其结果,例如,树脂未遍布模具装置的内部而有可能产生成型品的一部分缺损的不良、所谓的欠注。
6、并且,若停止工序的时间过短,则停止工序结束时的压力的实际值比保压工序开始时的压力的设定值高。此时,在从停止工序切换到保压工序之后,注射部件有时会急剧后退,以使压力的实际值下降。其结果,例如有可能产生成型品的表面凹陷的不良、所谓的缩痕。
技术实现思路
1、本发明的一个方式提供一种抑制成型不良的技术。
2、本发明的一个方式所涉及的控制装置为具备推压成型材料的注射部件及使所述注射部件移动的注射驱动源的注射成型机的控制装置。控制装置具备:注射控制部,控制停止工序及保压工序,在所述停止工序中使所述注射部件的移动停止,在所述保压工序中控制从所述注射部件作用于所述成型材料的压力;压力监视部,在所述停止工序中监视所述压力的实际值;及时刻设定部,根据所述停止工序中的所述压力的实际值、和从所述保压工序开始时的所述压力的设定值向高压侧偏移了规定量的值来设定从所述停止工序切换到所述保压工序的时刻。
3、发明效果
4、根据本发明的一个方式,能够适当设定从停止工序切换到保压工序的时刻,从而能够抑制成型不良。
技术特征:1.一种注射成型机的控制装置,所述注射成型机具备推压成型材料的注射部件及使所述注射部件移动的注射驱动源,所述注射成型机的控制装置具备:
2.根据权利要求1所述的注射成型机的控制装置,其中,
3.根据权利要求1或2所述的注射成型机的控制装置,其中,
4.根据权利要求3所述的注射成型机的控制装置,其中,
5.根据权利要求1或2所述的注射成型机的控制装置,其中,
6.根据权利要求5所述的注射成型机的控制装置,其中,
7.根据权利要求1或2所述的注射成型机的控制装置,其中,
8.根据权利要求7所述的注射成型机的控制装置,其中,
9.根据权利要求1或2所述的注射成型机的控制装置,其中,
10.根据权利要求9所述的注射成型机的控制装置,其中,
11.一种注射成型机,其中,
12.一种注射成型机的控制方法,所述注射成型机具备推压成型材料的注射部件及使所述注射部件移动的注射驱动源,所述注射成型机的控制方法包括如下工序:
技术总结一种注射成型机的控制装置、注射成型机及注射成型机的控制方法,提供抑制成型不良的技术。控制装置为具备推压成型材料的注射部件及使所述注射部件移动的注射驱动源的注射成型机的控制装置。控制装置具备:注射控制部,控制停止工序及保压工序,在所述停止工序中使所述注射部件的移动停止,在所述保压工序中控制从所述注射部件作用于所述成型材料的压力;压力监视部,在所述停止工序中监视所述压力的实际值;及时刻设定部,根据所述停止工序中的所述压力的实际值、和从所述保压工序开始时的所述压力的设定值向高压侧偏移了规定量的值来设定从所述停止工序切换到所述保压工序的时刻。技术研发人员:广富雄太,常深浩基受保护的技术使用者:住友重机械工业株式会社技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/296182.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。