一种提高重载钢轨内部强韧性的方法与流程
- 国知局
- 2024-09-14 15:13:58
本发明涉及钢轨制备,具体涉及一种提高重载钢轨内部强韧性的方法。
背景技术:
1、随着列车的行驶速度和轴重的增加,钢轨的接触应力和轨头内部剪应力增加,会导致钢轨接触疲劳损伤增加,尤其小半径曲线钢轨的磨损度增加更为明显,因此,对钢轨内部的强韧性要求越来越高。钢轨内部的强韧性不足会导致超快磨耗、钢轨轨头裂纹扩展快,异常断轨等问题,影响钢轨的使用寿命、运输效率以及行车安全。为此,一般对钢轨的热处理步骤进行改进,以增加钢轨内部强韧性。
2、现有的钢轨热处理的方式,申请号为202311603167.2的一种提高钢轨热处理效率的方法,通过在终轧制机后添加冷却机组的方式,钢轨轧制成形后对轨头踏面及侧面进行喷风强制冷却的方式来细化晶粒,然而鲜有涉及钢轨在线热处理过程中喷嘴布置对钢轨热处理效果的影响,造成冷却介质在钢轨轨头的气流场分布不均匀,冷却效果不明显,限制了钢轨内部强韧性增加。
3、基于此,现有技术仍然有待改进。
技术实现思路
1、针对现有技术中存在的冷却介质在钢轨轨头的气流场分布不均匀,导致的钢轨温度场分布不理想,产生冷却效果不明显,限制了钢轨内部强韧性增加的问题,本发明主要提供一种提高重载钢轨内部强韧性的方法来解决问题。
2、具体地,本发明提供一种提高重载钢轨内部强韧性的方法,其包括:
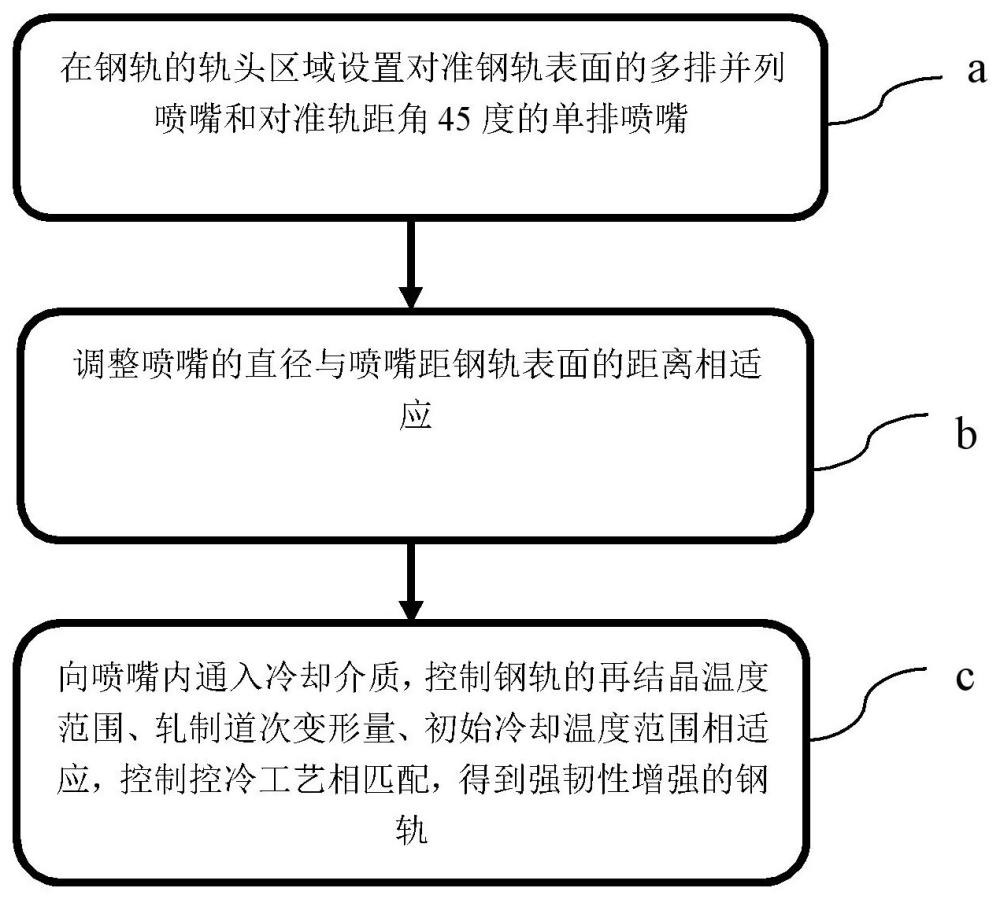
3、步骤a、在钢轨的轨头区域设置对准钢轨表面的多排并列喷嘴和对准轨距角45度的单排喷嘴;
4、步骤b、调整所述喷嘴的直径与所述喷嘴距所述钢轨表面的距离相适应;
5、步骤c、向所述喷嘴内通入冷却介质,控制所述钢轨的再结晶温度范围、轧制道次变形量、初始冷却温度范围相适应,控制控冷工艺相匹配,得到强韧性增强的钢轨。
6、在一些实施例中,所述步骤a包括:
7、在钢轨的轨头区域设置对准钢轨表面的三排并列喷嘴和对准轨距角45度的单排喷嘴。
8、在一些实施例中,所述步骤b包括:
9、将所述喷嘴的直径范围设置为4mm~12mm,并调整所述喷嘴距所述钢轨表面的距离与所述喷嘴的直径范围相适应。
10、在一些实施例中,所述步骤b包括:
11、将所述喷嘴的直径范围设置为4mm~12mm,并调整所述喷嘴距所述钢轨表面的距离为20mm~60mm。
12、在一些实施例中,所述步骤c包括:
13、步骤c1、控制所述钢轨的开轧温度;
14、步骤c2、向所述喷嘴内通入冷却介质;
15、步骤c3、控制所述钢轨的再结晶温度范围、轧制道次变形量、初始冷却温度范围相适应,控制控冷工艺相匹配,得到强韧性增强的钢轨。
16、在一些实施例中,所述步骤c1包括:
17、控制所述钢轨的开轧温度为1245℃~1285℃。
18、在一些实施例中,所述步骤c2包括:
19、向所述喷嘴内通入水雾、压缩气剂混合汽、压缩空气、油气混合汽中的至少一种。
20、在一些实施例中,所述步骤c3包括:
21、控制所述钢轨的再结晶区温度范围为1050℃~1130℃,并控制所述钢轨在1050~1130℃的轧制道次变形量、初始冷却温度范围与所述再结晶区温度范围相适应,得到强韧性增强的钢轨。
22、在一些实施例中,所述步骤c3还包括:
23、控制所述钢轨的再结晶区温度范围为1050℃~1130℃,所述钢轨在1050~1130℃的轧制道次变形量为10%~18%,并控制所述钢轨的初始冷却温度范围与所述钢轨在1050~1130℃的轧制道次变形量相适应,得到强韧性增强的钢轨。
24、在一些实施例中,所述步骤c3还包括:
25、控制所述钢轨的再结晶区温度范围为1050℃~1130℃,所述钢轨在1050~1130℃的轧制道次变形量为10%~18%,所述钢轨的初始冷却温度范围为720℃~880℃,得到强韧性增强的钢轨。
26、本发明的有益效果是:本发明提供的一种提高重载钢轨内部强韧性的方法,在钢轨的轨头区域设置对准钢轨表面的多排并列喷嘴和对准轨距角45度的单排喷嘴,并调整喷嘴的直径与喷嘴距钢轨表面的距离相适应,钢轨轨头两侧、下颚及轨腰、轨底气流分布较多并且减少气流溢出,有利于实现冷却介质在钢轨轨头的气流场分布均匀,提高了钢轨内部冷却效果。向喷嘴内通入冷却介质,控制钢轨的再结晶温度范围、轧制道次变形量、初始冷却温度之间相适应,进一步提高钢轨内部的冷却效果,使钢轨内部晶粒组织更加细密,增加钢轨内部强韧性,得到强韧性增强的钢轨。
技术特征:1.一种提高重载钢轨内部强韧性的方法,其特征在于,包括:
2.根据权利要求1所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤a包括:
3.根据权利要求1所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤b包括:
4.根据权利要求3所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤b包括:
5.根据权利要求1所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤c包括:
6.根据权利要求5所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤c1包括:
7.根据权利要求5所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤c2包括:
8.根据权利要求5所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤c3包括:
9.根据权利要求5所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤c3还包括:
10.根据权利要求5所述的提高重载钢轨内部强韧性的方法,其特征在于,所述步骤c3还包括:
技术总结本发明涉及钢轨制备技术领域,公开一种提高重载钢轨内部强韧性的方法,包括:在钢轨的轨头区域设置对准钢轨表面的多排并列喷嘴和对准轨距角45度的单排喷嘴;设置喷嘴的直径与喷嘴距钢轨表面的距离相适应;向喷嘴内通入冷却介质,控制钢轨的再结晶温度范围、轧制道次变形量、初始冷却温度范围相适应,控制控冷工艺相匹配,得到强韧性增强的钢轨。本发明的方案有利于实现冷却介质在钢轨轨头的气流场分布均匀,提高了钢轨内部冷却效果,使钢轨内部晶粒组织更加细密,增加钢轨内部强韧性。技术研发人员:杨大巍,邓勇,李若曦,朱宁芳受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/297458.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表