一种550MPa级工程结构用钢的生产方法与流程
- 国知局
- 2024-09-19 14:24:14
本发明涉及中厚板生产,尤其涉及一种厚度规格10~40mm、强度级别为550mpa级的工程结构用钢的生产方法。
背景技术:
1、近年来,随着水电、工程机械、风电建设的迅猛发展,低合金高强度结构钢的需求日趋增加。550mpa级中厚板品种是中厚板的主要品种,这类钢主要以碳锰钢为基础,同时在钢中添加微合金元素nb、v、ti、cr等碳、氮化物形成元素,通过固溶强化、沉淀强化以及细晶强化提高钢板强韧性。据统计,我国每年该强度级别中厚板占中厚板总产量的20%~30%。因此,开发此类钢板的低成本制造技术具有重大意义。
2、目前,对于厚度40mm以下高强钢板的在线淬火工艺研究逐渐增多,在线tmcp工艺是钢板在主轧线直接淬火,不仅节能而且可以缩短成品钢板的交货周期,是一种短流程、减量化生产调质钢的绿色工艺。随着轧后水冷装备以及板形控制技术的不断进步,如超快冷、预矫直机、温矫直机等设备的投入使用,为该工艺的推广提供了硬件支撑。各大中厚板生产厂家依托新装备陆续开展了新工艺,解决了性能一致性等问题,但是产品的冲击韧性、板形要求仍然明显低于离线淬火的生产工艺,这也是行业共同面临的问题之一。诸多钢厂采用提高回火温度的方法提高产品韧性以及通过离线矫直保证板形,但是效果不明显,而且也增加了生产成本。
3、由于tmcp工艺能够在不添加过多合金元素、也不需要复杂的后续热处理的条件下生产出高强度高韧性的钢材,被认为是一项节约合金和能源、有利于环保的工艺,已经成为生产低合金钢板不可或缺的技术。随着市场对tmcp钢的要求不断提高,tmcp工艺本身也在应用中不断发展。从近几年的研究来看,重点是放在控制冷却尤其是加速冷却方面。通过加快轧制后的冷却速度,不仅可以抑制晶粒的长大,而且可以获得高强度高韧性所需的超细铁素体组织或者贝氏体组织,甚至获得马氏体组织。550mpa级别钢板在合金成本降低及炼钢工艺优化后需采用tmcp工艺生产,但是随着合金含量的降低,轧制及控冷工艺窗口越来越窄,目前一般采用奥氏体未结晶区直接冷却工艺。采用此工艺所生产的钢板强度偏高而冲击韧性较低,原因是轧制后钢板的奥氏体晶粒主要呈现扁平状,这种形态的奥氏体在随后的直接冷却过程中容易形成贯穿原始奥氏体晶粒的马氏体板条,并且取向较为一致,不利于阻止裂纹的拓展,所以韧性较低,达不到离线淬火的水平;另外钢板的组织内应力较大,板形无法保证,由此限制了厚度10~40mm的550mpa级工程结构用钢的推广应用。
4、迄今为止,国内外对厚度规格为10~40mm的550mpa级工程结构用钢的高效低成本生产方法研究甚少。期刊论文“低合金高强钢q550d延伸不合格原因分析”(《山西冶金》2010.1)主要通过提高钢水纯净度、夹杂物改性处理、优化轧制和控冷工艺以及采用回火热处理等手段,增强钢板韧性,但由于其采用离线回火热处理,导致其生产周期和成本大幅增加。
技术实现思路
1、本发明提供了一种550mpa级工程结构用钢的生产方法,是一种针对550mpa级别、厚度规格为10~40mm钢板的高效低成本生产方法,采用优化的炼钢、加热、轧制、控冷及矫直工艺,解决了在级别规格钢板在线冷却后韧性低及板形平直度超差等问题。
2、为了达到上述目的,本发明采用以下技术方案实现:
3、一种550mpa级工程结构用钢的生产方法,钢板化学成分按重量百分比计包括:c0.10%~0.17%,si 0.3%~0.45%,mn 1.05%~1.55%,p≤0.02%,s≤0.015%,nb 0.01%~0.03%,ti 0.015%~0.025%,als 0.015%~0.045%,v 0.01%~0.02%,b 0.0004%~0.0006%,n 0.01%~0.02%,ca 0.005%~0.010%,cev 0.34%~0.43%,cev=c+mn/6+ (cr+mo+v)/5 +(ni+cu)/15;余量为fe和不可避免的杂质元素,且杂质元素总量低于0.05%;钢板生产工艺过程包括钢水冶炼、炉外精炼+rh真空脱气、微ti处理、b合金化、连铸、铸坯进坑加热缓冷、铸坯再加热、控轧控冷及热矫直。
4、进一步的,所述生产工艺过程具体如下:
5、1)钢水冶炼至铸坯进坑加热缓冷;
6、铁水预处理时控制s含量≤0.015%,转炉冶炼中控制p含量≤0.02%,转炉冶炼终点控制c含量在0.10%~0.17%,转炉出钢时吹氩气25~35min;lf精炼过程中,喂si-ca线进行炉外精炼处理;rh真空脱气保持20min以上;脱气处理结束后加入al,然后加入ti-fe进行微钛处理,加入b-fe合金进行b合金化处理;
7、板坯连铸时控制过热度为15~25℃,拉坯速率为1.0~1.3m/min,二冷区电磁搅拌电流强度为100~150a,二次冷却比水量为1.5~2.1l/kg;在水平扇形段即凝固末端投入重压下,铸坯压下量为30~45mm;
8、铸坯下线后进坑缓冷,进坑温度不低于600℃,缓冷温度为600~650℃,缓冷时间为24~48h,在坑内降温到200℃以下后出坑;
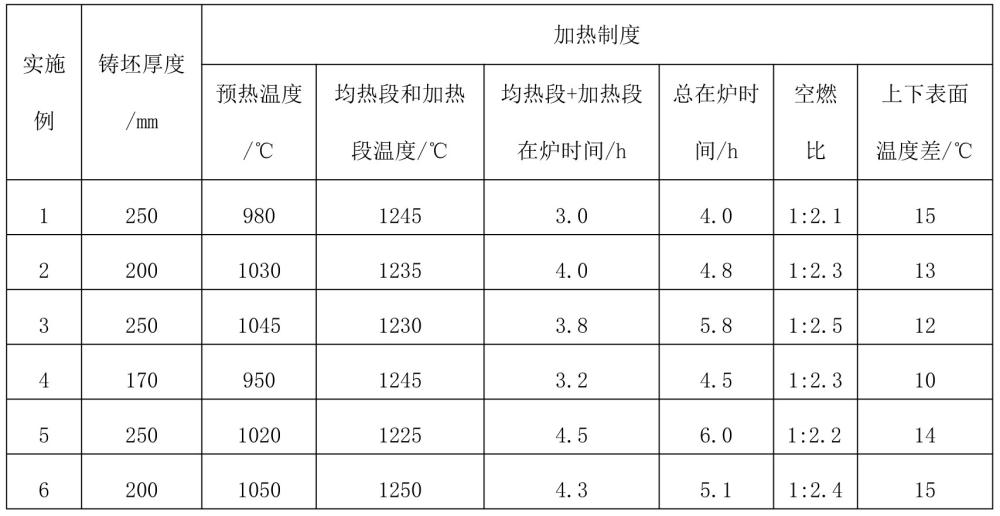
9、2)铸坯再加热;预热段温度为950~1050℃,均热段和加热段的加热温度为1225~1250℃,均热段和加热段的总加热时间为3~4.5h,总在炉时间为4~6h;控制空燃比为1:2.1~1:2.5,铸坯上下表面温度差控制在15℃以内;
10、3)控轧控冷;分两阶段轧制;粗轧开轧温度≥1120℃,粗轧终轧温度为1040~1055℃,粗轧不多于6道次,至少前2个道次的压下率在15%以上;中间坯待温过程中至少喷2道次除鳞水,每道次除鳞时间1~2min,除鳞水压力15~20mpa;精轧开轧温度为950~990℃,精轧终轧温度为890~920℃,精轧不多于8道次,至少前2个道次的压下率在20%以上;
11、进行在线温控淬火,开冷温度为830~860℃,终冷温度为450~480℃,冷却速度为15~30℃/s,头尾遮蔽投入,上集管开启修正值为-500~-900mm,下集管开启修正值为-1100~-1500mm:集管开启水量为230~260m3/h,集管开3~6组水,辊速为2.0~3m/s,加速度为0.005m/s2,上下集管水比为1.8~2.4;
12、4)热矫直;矫直温度为380~430℃,矫直力为3000~4500kn,弯辊量设置为1.2~1.8mm,倾动值设定为3.5~5.5mm。
13、进一步的,成品钢板的厚度为10~40mm。
14、进一步的,所述铸坯的厚度为250mm以下;中间坯的厚度为成品钢板厚度的2.5~3.5倍。
15、进一步的,成品钢板的性能为:横向拉伸的屈服强度≥550mpa,抗拉强度为670~820mpa,延伸率≥18%,-20℃横向夏比冲击功≥150j,平直度≤5mm/2m。
16、与现有技术相比,本发明的有益效果是:
17、1)通过连铸前吹氩镇静能够促进钢水中夹杂物的去除,提高钢水成分均匀性;炉外精炼过程中喂si-ca线进行炉外精炼处理,能够有效降低钢液中的氧、硫含量,使硫化物、氧化物夹杂变为含钙的球状夹杂,同时减少夹杂物数量,从而达到净化钢液、提高钢材质量的目的,减少轧制钢板的局部内应力;通过控制连铸过热度、拉坯速率,可以有效减少铸坯心部和角部质量缺陷;通过优化二冷区电磁搅拌电流强度以及二次冷却比水量,可降低碳偏析平均指数,抑制偏析;通过对二次冷却强度进行限定,抑制铸坯中心裂纹恶化的趋势;投入重压下有助于减小钢坯偏析,细化奥氏体晶粒,减少内部组织缺陷;钢坯进冷缓坑缓冷,有助于减少铸坯中心偏析,有效降低铸坯内部h含量。
18、2)通过控制预热温度,保证ti、nb、v的碳化物或氮化物快速充分固溶于基体中,并进行充分扩散;通过采用高的加热温度,并限定均热段和加热段的在炉时间,即保证高温段在炉时间及总在炉时间,有效促进c、mn、h等元素充分扩散,保证轧态钢板组织均匀性;通过调节加热炉上、下烧嘴开口度,控制空燃比,以及采用高的加热温度,并保证均热段和加热段在炉时间,缩短连铸坯表面与心部的温度差异,提高钢板表面横向、纵向金属流动均匀性。
19、3)采用两阶段控制轧制工艺,通过控制粗轧阶段终轧温度,保证中间坯待温过程始终处于奥氏体再结晶温度区间,保证组织均匀性;对两阶段轧制压下率、中间坯厚度进行限制,保证了轧后钢板厚度方向组织均匀性;通过中间坯待温过程中喷除鳞水,抑制奥氏体晶粒长大,同时也在钢坯内外表面产生温度梯度,促进轧制变形向厚度中心的渗透,细化厚度1/2处晶粒,有利于改善厚规格钢板的心部组织,降低组织不均匀产生的组织应力。
20、4)通过优化成分设计,保证材料的再结晶区温度范围尽量大,有利于实际生产过程中提高钢材的变形温度,保证钢板在再结晶区域反复形变-再结晶;同时保证再结晶的晶粒不能长大,以利于轧制后形成较小等轴状的奥氏体晶粒;通过在轧制阶段调控奥氏体,使其达到与离线淬火时相似的形态与尺寸(包含类似离线淬火组织的等轴状晶粒及晶粒内部板条取向多样化的特征),同时利用在线温控淬火工艺前的轧制变形储能,提高后续相变过程中的相变形核率,促进了晶粒内部板条细化特征的形成,可以达到良好的强韧性匹配。
21、5)冷却过程中,通过控制冷速、返红温度及控冷钢板头尾遮蔽,有效调控了钢板头部、中部、尾部不同位置的贝氏体、马氏体相形成,以及心部组织贝氏体相数量,保证钢板韧性,有利于钢板板形的控制,提高钢板性能均匀性,减少扣头、扣尾等板形问题的发生几率,同时优化矫直工艺,促进内应力充分释放。
本文地址:https://www.jishuxx.com/zhuanli/20240919/297873.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表