一种具有高效阻隔涂层的纸塑产品及其制造方法与流程
- 国知局
- 2024-10-09 16:33:51
本发明涉及纸浆模塑生产,特别涉及一种具有高效阻隔涂层的纸塑产品及其制造方法。
背景技术:
1、纸浆模塑产品是以废纸,竹浆,甘蔗浆,木浆纤维作为原料,经过散浆、磨浆、配浆、真空吸滤成型,制成湿胚,再经过热压定型制成的纸塑成品。该纸浆模塑产品生产过程中不需要添加任何胶黏剂,仅仅依靠纤维自身的相互作用力和模具本身的结构定形而成;可以制造各种形状和结构比较复杂,且尺寸精度要求较高的纸塑制品,该纸塑制品具有优异的可生物降解的特性,对环境友好,并且具有可回收再利用的效果。
2、但是,纸浆模塑产品由于主体原料为各种纤维产品,在制造成型过程中,是通过纤维之间的相互交织形成一个三维的网络空间结构,纤维之间存在大量的空隙,使空气和液体可以自由的在内外之间流通,适合用做电子产品等没有阻隔要求的产品的包装。对于容易氧化变质和有保质周期要求的产品和流体来说,该纸浆模塑产品由于其自身的制造成型工艺和原料的限制,无法作为合适的包装载体用于承载这些产品和流体。为了扩大纸浆模塑产品的使用范围,尤其是将纸浆模塑产品应用到流体、药物、化妆品等对于包装容器的密封性和阻隔性要求比较高的产品的包装上,急需研发一款具有高效阻隔作用的纸浆模塑产品;同时为了契合环保的迫切要求,还需要该纸浆模塑产品具有优异的生物可降解性,对环境友好等特点,使该纸浆模塑产品能够作为一个全新的选择,代替塑料制品,广泛应用于流体、药物、化妆品等产品包装上。为了切合上述要求,就需要对现在的纸浆模塑产品的制造方法和制程进行优化升级,以便于制造得到的纸塑产品可以满足上述新的需求。
3、天然纤维作为一种天然的可再生资源,由于其表面具有大量的羟基,并且这些羟基非常容易与水分子相互结合形成大量的氢键,使纤维表面极其容易吸附水分,具有良好的吸湿性;同时纤维与纤维之间是通过氢键相互的交织成的一个三维的网络整体空间结构,导致纤维和纤维之间留有大量的空隙,具有优异的透气性。纸浆模塑产品本身是由长链纤维素分子的纤维通过网络交织构成的多孔结构,一方面由于纤维素基本单元中具有大量的羟基,使得纤维素本身具有亲水性,另外一方面由于纤维交织构成的三维网络的多孔性,使得纤维之间具有许多空隙,由于浓度梯度的作用,气体可由空隙中透过,进而导致纸塑产品透气、透湿性很高,从而限制了纸塑产品对于湿气、氧气的阻隔性能。
4、为了改善纸浆模塑产品的上述不良问题,本发明提出了一种具有高效阻隔涂层的纸塑产品及其制造方法,以解决现有技术中存在的纸浆模塑产品对于湿气、氧气的阻隔性能差,导致纸浆模塑产品使用范围受限的问题。
技术实现思路
1、本发明目的是:提供一种具有高效阻隔涂层的纸塑产品及其制造方法,以解决现有技术中存在的纸浆模塑产品对于湿气、氧气的阻隔性能差,导致纸浆模塑产品使用范围受限的问题。
2、本发明的技术方案是:一种具有高效阻隔涂层的纸塑产品的制造方法,制造步骤包括:
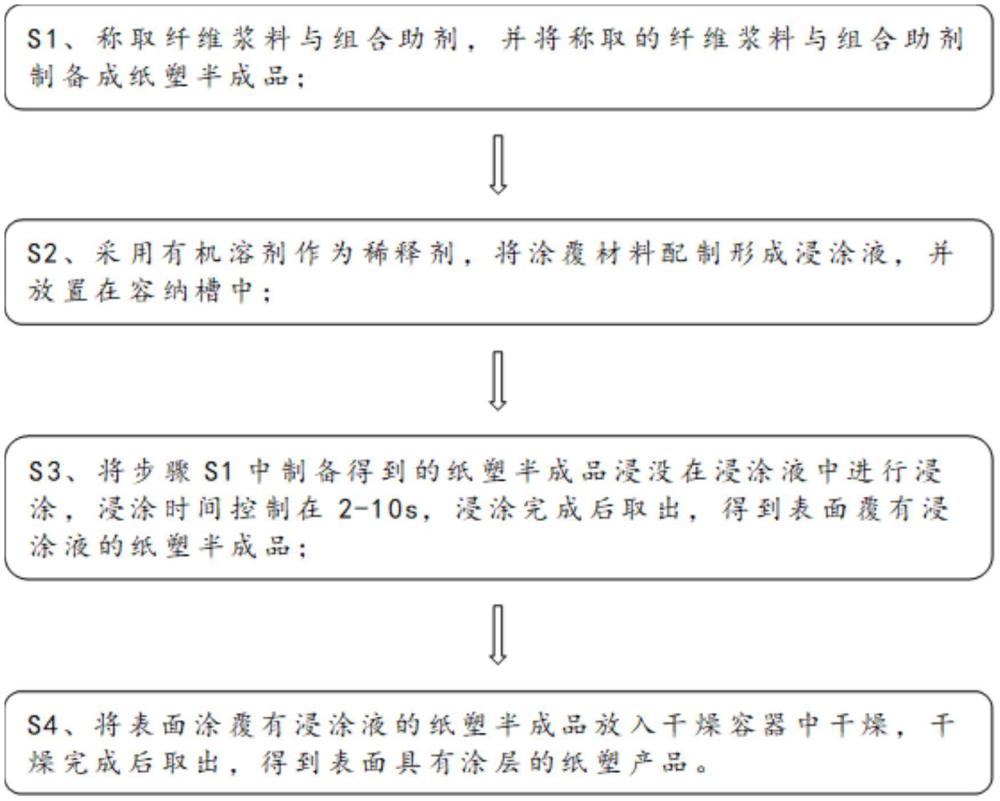
3、s1、称取纤维浆料与组合助剂,并将称取的纤维浆料与组合助剂制备成纸塑半成品;所述纤维浆料至少包括木浆、甘蔗浆、竹浆中的一种;所述纤维浆料中木浆、甘蔗浆、竹浆的质量比为(0-10):(0-3.5):(0-6.5);所述组合助剂包括湿强剂、浆内施胶剂;所述湿强剂为热固性的阳离子湿强剂,且所述湿强剂占所述纤维浆料的质量百分比不小于3%;所述浆内施胶剂为阳离子型浆内施胶剂,且占所述纤维浆料的质量百分比不小于3%;
4、s2、采用有机溶剂作为稀释剂,将涂覆材料配制形成浸涂液,并放置在容纳槽中;所述涂覆材料为有机硅涂料、高温聚酯涂料、热塑性粉末涂料中的一种;
5、s3、将步骤s1中制备得到的纸塑半成品浸没在浸涂液中进行浸涂,浸涂时间控制在2-10s,浸涂完成后取出,得到表面覆有浸涂液的纸塑半成品;
6、s4、将表面涂覆有浸涂液的纸塑半成品放入干燥容器中干燥,干燥完成后取出,得到表面具有涂层的纸塑产品。
7、优选的,
8、所述有机硅涂料为有机硅树脂涂料、改性有机硅树脂涂料中的一种;
9、所述高温聚酯涂料为环氧树脂、酚醛树脂、聚亚胺树脂中的一种;
10、所述热塑性粉末涂料为丙烯酸聚合物、过氯乙烯漆、聚乙烯、聚酰胺涂料中的一种。
11、优选的,所述有机溶剂为醋酸丁酯、乙基溶纤剂、甲醇、乙醇、异丙醇、丁醇中的一种;
12、所述浸涂液中涂覆材料的浓度为20%-65%。
13、优选的,所述浸涂液涂覆材料的浓度为25%-45%。
14、优选的,所述s2中,所述容纳槽为几何多边形结构;
15、所述几何多边形包括三角形、梯形、五边形、六边形;
16、所述容纳槽水平放置或倾斜放置;
17、所述s3中,浸涂时,所述纸塑半成品与所述容纳槽相对运动;
18、所述s4中,所述干燥,干燥温度为60-110℃,干燥时间为1-5min。
19、优选的,所述浸涂时间为3-5s;所述干燥温度为80-100℃;所述干燥时间为2-3min。
20、优选的,所述组合助剂还包括杀菌剂、硬挺剂;
21、所述杀菌剂为小分子的化合物;
22、所述硬挺剂优选为呈阳电荷的硬挺剂;
23、按所述纤维浆料的质量百分比计算,所述湿强剂的添加比例为3.5-7%,所述杀菌剂的添加比例为0.1-0.3%,所述硬挺剂的添加比例为0.2-1%,所述浆内施胶剂的添加比例为3-6%。
24、优选的,所述纤维浆料为木浆、甘蔗浆、竹浆的组合;
25、所述纤维浆料中木浆、甘蔗浆、竹浆的质量比为(0-6):(2-3.5):(2-6.5)。
26、优选的,所述纤维浆料为木浆;
27、所述木浆为针叶木浆;按所述纤维浆料的质量百分比计算,所述湿强剂的添加比例为5.5%,所述杀菌剂的添加比例为0.16%,所述硬挺剂的添加比例为8%,所述浆内施胶剂的添加比例为5.5%。
28、优选的,所述纸塑半成品的制备步骤包括:
29、a、将杀菌剂加入到盛有造纸白水的散浆机中,搅拌,混合均匀之后,再加入纤维浆料进行散浆,得到第一溶液;
30、b、将硬挺剂加入到第一溶液中,混合均匀之后进行磨浆工序,得到第二溶液;
31、c、将湿强剂加入到第二溶液中,混合均匀之后,再加入浆内施胶剂,混合均匀,得到纸塑浆料;
32、d、将纸塑浆料经稀释、供浆、成型机台湿胚成型、热压定型、干燥得到纸塑半成品。
33、优选的,所述杀菌剂在添加前需用清水稀释30-50倍;所述硬挺剂在添加前需用清水稀释50-80倍;所述湿强剂在添加前需用清水稀释10-20倍;所述浆内施胶剂在添加前需用清水稀释30-50倍。
34、本发明还提供了一种具有高效阻隔涂层的纸塑产品,该纸塑产品经上述制造方法制备得到。
35、与现有技术相比,本发明的优点是:
36、(1)本发明提供了一种具有高效阻隔涂层的纸塑产品及其制造方法,通过对于现有纸浆模塑产品的制造工艺的优化,引入表面涂层,用于填充纤维之间的空隙;以纤维为骨架结构,以涂覆材料作为空隙填充助剂,在纤维表面包覆一层涂覆材料,既起到填充间隙降低透气性,提高产品的密封和阻隔性,同时提高纸塑产品的物理强度和表面性能。使纸塑产品不仅具有高的整体强度,同时具有优异的阻隔性,扩大纸塑产品使用范围,解决现有技术中存在的纸浆模塑产品对于湿气、氧气的阻隔性能差,导致纸浆模塑产品使用范围受限的问题。
37、(2)本发明提供了一种具有高效阻隔涂层的纸塑产品及其制造方法,在制造纸塑半成品的过程中,通过对纤维浆料的选择和优化,以及引入组合助剂,并且通过调节组合助剂的添加比例、控制组合助剂的添加顺序,可以充分利用每种助剂的特性以及组合助剂效果的叠加作用,使得组合助剂在纸塑半成品制造工艺过程中的作用效果最大化。浆内施胶剂、湿强剂、硬挺剂叠加使用,以及增加湿强剂和浆内施胶剂的添加比例,可以使纸塑半成品具有良好的抗水性,将纸塑半成品放入浸涂液中浸涂时,可以有效地避免浸涂液渗入纸塑半成品内部,使浸涂液仅能停留在纸塑半成品表面;同时,纸塑半成品具有良好的抗水性还可以有效地避免纸塑半成品在浸涂时,吸水润张或变形,降低次品率;另外组合助剂的叠加使用还提高了纸塑产品的表面硬度指标以及整体强度性能,进而扩展纸塑产品的使用范围,降低了产品在使用过程中的限制条件。
38、(3)本发明提供了一种具有高效阻隔涂层的纸塑产品及其制造方法,在将纸塑半成品通过浸涂、干燥等制造工艺制造得到具有高效阻隔涂层的纸塑产品的过程中,可以通过调控浸涂时间、干燥温度以及干燥时间,来调整纸塑产品表面每平方米的涂层克重,从而降低纸塑产品的透氧率以及透水汽率,提高纸塑产品的阻隔性能。
39、(4)本发明提供了一种具有高效阻隔涂层的纸塑产品及其制造方法,其中采用的容纳槽为几何多边形结构,且容纳槽水平放置或倾斜放置,使其不仅能够应用于浸涂不同结构或形状的纸塑半成品,而且还能够使纸塑半成品的每一个表面都能够浸涂到浸涂液;另外,纸塑半成品浸没在浸涂液中时能够与容纳槽相对运动,使纸塑半成品表面的浸涂液分布更加均匀;进而使制造得到的具有高效阻隔涂层的纸塑产品,其表面的涂层具有优异的均匀性和平整性。
本文地址:https://www.jishuxx.com/zhuanli/20240929/313376.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表