玻璃板的制造方法以及玻璃板的制造装置与流程
- 国知局
- 2024-10-09 16:38:41
本发明涉及将在成形的同时被搬运的玻璃带切断而切出玻璃板的切断工序以外另外进行在不进行该切断工序时将该玻璃带切断的其他切断工序的玻璃板的制造方法以及能够在这些切断工序中使用的玻璃板的制造装置。
背景技术:
1、在玻璃板制造的领域中,进行将在成形区成形的同时向下方连续地移动的玻璃带每隔规定长度沿宽度方向切断从而依次切出玻璃板的第一切断工序是公知的。在该情况下,通常是玻璃板制造设备的熔融炉等连续运行,因此即使用于执行第一切断工序的切断装置在维护时等无法使用,玻璃带一般也继续成形。因此,在不进行第一切断工序的情况下,也需要将继续成形的玻璃带切断并回收。
2、为了应对这种要求,例如在专利文献1中公开了在不进行第一切断工序时进行使用结构与该工序中的切断装置不同的切断装置将玻璃带切断的第二切断工序。在该第二切断工序中使用的切断装置具备:保持构件,其保持玻璃带;切入刃(描刻构件),其在玻璃带刻设描刻线;以及按压构件,其对玻璃带的刻设描刻线的区域预先赋予弯曲应力。
3、而且,在该公报中公开了按压构件从按压玻璃带的退避位置起按压玻璃带并前进到前进端位置,从而对由保持构件保持的玻璃带赋予弯曲应力,将切入刃压靠于该弯曲应力的赋予部位而将玻璃带切断。
4、现有技术文献
5、专利文献
6、专利文献1:中国实用新型公告第205473369号说明书
技术实现思路
1、发明要解决的课题
2、另外,在专利文献1公开的切断装置进行切断动作时存在在玻璃带产生翘曲的情况。在该情况下,在该文献公开的切断装置中,在维持在玻璃带产生有翘曲的状态下按压构件从退避位置前进到前进端位置。
3、在这种切断动作中,翘曲成为原因而对玻璃带赋予适当的弯曲应力变得困难,即使将切入刃压靠于玻璃带,也有可能无法将玻璃带可靠地切断。
4、出于以上的观点,本发明的课题在于避免在玻璃带产生的翘曲的影响而能够将玻璃带可靠地切断。
5、用于解决课题的方案
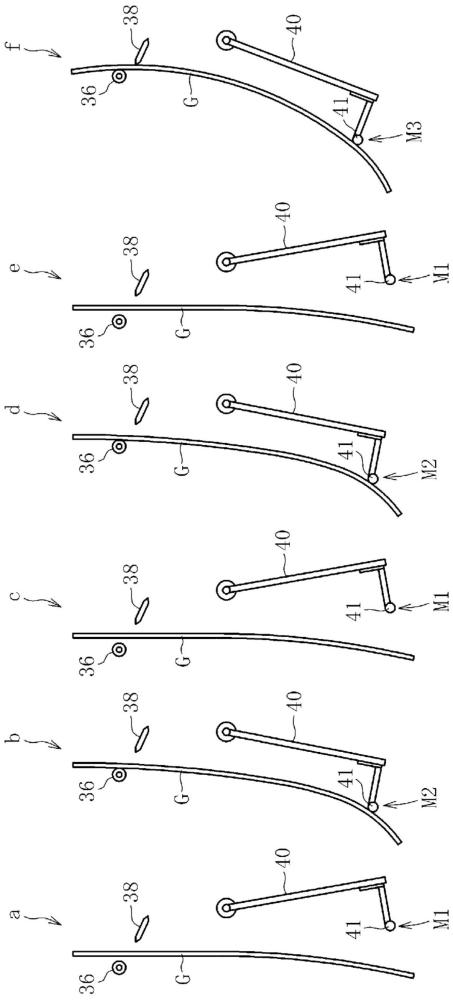
6、(1)为了解决上述课题而做出的本发明的第一方面为一种玻璃板的制造方法,包括:第一切断工序,利用第一切断装置将在成形的同时被搬运的玻璃带沿着宽度方向切断而切出玻璃板;以及第二切断工序,利用第二切断装置在所述第一切断装置的非运行时将所述玻璃带切断,所述第二切断装置具有保持所述玻璃带的保持构件、在比所述保持构件靠搬运方向的下游侧的位置按压所述玻璃带并前进到前进端位置从而赋予所述玻璃带的切断所需的弯曲应力的按压构件以及压靠所述玻璃带的所述弯曲应力的赋予部位的切入刃,所述玻璃板的制造方法的特征在于,所述第二切断工序包括在所述按压构件前进到所述前进端位置且所述切入刃压靠所述玻璃带之前利用翘曲修正机构修正所述玻璃带的翘曲的翘曲修正工序。
7、根据这种结构,在第二切断工序中,在利用翘曲修正机构修正玻璃带的翘曲之后,按压构件前进并到达前进端位置且切入刃压靠玻璃带,从而将玻璃带切断。这里,前进端位置的意思是指能够施加玻璃带的切断所需的弯曲应力的按压构件的位置。能够根据玻璃带的翘曲的状态、特性调整前进端位置。因而,若将切入刃压靠于玻璃带的弯曲应力的赋予部位,则能够将玻璃带可靠地切断。
8、(2)在上述(1)的结构中,也可以是,所述翘曲修正机构为所述按压构件。
9、如此一来,按压构件兼作翘曲修正机构,因此实现设备的简化、设备成本的减少。
10、(3)在上述(1)的结构中,也可以是,所述第二切断装置具备所述按压构件以外的其他翘曲修正要素,所述翘曲修正机构为所述其他翘曲修正要素。
11、这里,作为其他翘曲修正要素,可以举出在按压构件以外为了按压玻璃带而另外配备的构件、空气等的气流等。
12、(4)在上述(1)~(3)中的任一个结构中,也可以是,在所述翘曲修正工序中,在所述翘曲修正机构从处于未按压所述玻璃带的状态的退避位置前进到处于按压所述玻璃带的状态的中间位置并暂时停止之后,所述按压构件前进到所述前进端位置且所述切入刃压靠所述玻璃带。
13、如此一来,即使在翘曲修正机构位于退避位置且未按压玻璃带的状态下在玻璃带产生翘曲,通过翘曲修正机构前进到处于按压玻璃带的状态中间位置并暂时停止,从而玻璃带的翘曲也被修正。并且,之后按压构件前进到前进端位置,从而玻璃带的切断所需的弯曲应力被适当地赋予给该玻璃带。在该状态下,切入刃压靠玻璃带的被赋予有该弯曲应力的部位,从而将玻璃带可靠地切断。
14、(5)在上述(1)~(3)中的任一个结构中,也可以是,在所述翘曲修正工序中,在所述翘曲修正机构进行了一次或者多次从处于未按压所述玻璃带的状态的退避位置到处于按压所述玻璃带的状态的中间位置的前进以及从所述中间位置到所述退避位置的后退之后,所述按压构件从所述退避位置前进到所述前进端位置且所述切入刃压靠所述玻璃带。
15、如此一来,翘曲修正机构进行从退避位置到中间位置的前进以及从中间位置到退避位置的后退,将玻璃带的翘曲修正,之后按压构件从退避位置前进到前进端位置,从而适当地赋予玻璃带的切断所需的弯曲应力。
16、(6)在上述(1)~(3)中的任一个结构中,也可以是,在所述翘曲修正工序中,所述翘曲修正机构进行了一次或者多次从处于未按压所述玻璃带的状态的退避位置到处于按压所述玻璃带的状态的中间位置的前进以及从所述中间位置到所述退避位置的后退之后,从所述退避位置前进到所述中间位置并暂时停止,然后,所述按压构件前进到所述前进端位置且所述切入刃压靠所述玻璃带。
17、如此一来,翘曲修正机构在进行了上述的前进与上述的后退之后,进而从退避位置前进到中间位置并暂时停止,因此玻璃带的翘曲被进一步可靠地修正。
18、(7)在上述(1)~(3)中的任一个结构中,也可以是,在所述翘曲修正工序中,所述翘曲修正机构从处于未按压所述玻璃带的状态的退避位置前进了之后,进行一次或者多次按压所述玻璃带的状态下的前进以及支承着所述玻璃带的状态下的后退,然后,所述按压构件维持按压所述玻璃带的状态并前进到所述前进端位置且所述切入刃压靠所述玻璃带。
19、如此一来,翘曲修正机构一旦从退避位置前进了之后不返回退避位置地进行前进与后退,从而玻璃带的翘曲被修正。由此,实现翘曲的修正所需的时间的缩短以及作业效率的提高。
20、(8)在上述(1)~(3)中的任一个结构中,也可以是,在所述翘曲修正工序中,在所述翘曲修正机构进行了一次或者多次从处于未按压所述玻璃带的状态的退避位置到所述前进端位置的前进以及从所述前进端位置到所述退避位置的后退之后,所述按压构件从所述退避位置前进到所述前进端位置且所述切入刃压靠所述玻璃带。
21、如此一来,翘曲修正机构在退避位置与前进端位置之间进行前进与退避,因此玻璃带的翘曲被更有效地修正。
22、(9)为了解决上述课题而做出的本发明的第二方面为一种玻璃板的制造方法,包括利用切断装置将在成形的同时被搬运的玻璃带切断的切断工序,所述切断装置具备保持所述玻璃带的保持构件、在比所述保持构件靠搬运方向的下游侧的位置按压所述玻璃带并前进到前进端位置从而赋予所述玻璃带的切断所需的弯曲应力的按压构件以及压靠所述玻璃带的所述弯曲应力的赋予部位的切入刃,所述玻璃板的制造方法的特征在于,所述切断工序包括在所述按压构件前进到所述前进端位置且所述切入刃压靠所述玻璃带之前利用翘曲修正机构修正所述玻璃带的翘曲的翘曲修正工序。
23、根据这种结构,仅与上述的制造方法(本发明的第一方面)中的第二切断工序对应的切断工序包括与上述的制造方法相同的构成的翘曲修正工序,因此能够得到与上述的制造方法相同的作用效果。
24、(10)为了解决上述课题而做出的本发明的第三方面为一种玻璃板的制造装置,具备:第一切断装置,其利用第一切断装置将在成形的同时被搬运的玻璃带沿着宽度方向切断而切出玻璃板;以及第二切断装置,其具有保持所述玻璃带的保持构件、在比所述保持构件靠搬运方向的下游侧的位置按压所述玻璃带并前进到前进端位置从而赋予所述玻璃带的切断所需的弯曲应力的按压构件以及压靠所述玻璃带的所述弯曲应力的赋予部位的切入刃,所述第二切断装置在所述第一切断装置的非运行时将所述玻璃带切断,所述玻璃板的制造装置的特征在于,所述第二切断装置构成为在所述按压构件前进到所述前进端位置且所述切入刃压靠所述玻璃带之前利用翘曲修正机构修正所述玻璃带的翘曲。
25、据此,该制造装置的结构与上述的制造方法(本发明的第一方面)的构成实质上相同,因此能够得到与上述的制造方法实质上相同的作用效果。
26、发明效果
27、根据本发明,避免在玻璃带产生的翘曲的影响,将玻璃带可靠地切断。
本文地址:https://www.jishuxx.com/zhuanli/20240929/313639.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
形成涂层的方法与流程
下一篇
返回列表