一种金属缠绕密封垫数控缠绕机可变内径控制装置的制作方法
- 国知局
- 2024-10-09 14:35:15
本发明属于金属缠绕密封垫数控缠绕机控制装置,特别是一种金属缠绕密封垫数控缠绕机可变内径控制装置。
背景技术:
1、用于输送流体介质大都依靠管线,机泵,而管线与管线,管线与泵阀的连接都要用到密封垫,因为介质的特性,温度,压力的不同所采用的密封垫的材质也不同,管线、泵阀的规格不同,密封垫的规格也不同,密封垫的规格从1mm的直接至60000mm不等,这就给密封垫的加工设备提出了要求,材质不同需要考虑更换材质的便宜性,规格不同,需要考虑加工设备的尺寸可调性,从最初的手动密封垫加工设备,到现在的数控密封垫加工设备,大部分厂家都是按,产业分工明确,配套的产业链完善设计的,但是这对于一些偏远地区,产业链且分工不明确、不完善,大部分产品面向终端客户的制造商,要想占据市场,就需要采购不同规格的加工设备,才能够满足产品本地化的客户要求,目前市场上的密封垫加工设备大都是300mm尺寸范围一个规格,假如需要完成1mm-60000mm的全规格的产品加工,需要采购几十台不同规格的设备,这会给企业造成很大的成本压力,且设备利用率低,虽然说可以通过采购解决问题,但是物流费用,运输过程中的不确定因素,都给产品的成本和使用留下隐患,且部分大直径尺寸的密封垫,运输困难,在运输过程中容易损坏,加工时的尺寸误差等隐患只能够在产品运抵现场后才能够发现,二次加工,虽然成本由供应商承担,但是延误工期,和供应商的损失都是不小的浪费,且不利于偏远地区的经济发展。
技术实现思路
1、本发明的目的在于提供一种金属缠绕密封垫数控缠绕机可变内径控制装置,其结构合理,通过将原汽缸控制内径调节局限于单台设备15mm至300mm尺寸的范围,改为利用弹簧的伸缩特性带动旋转滚轮在滑到自由伸缩可将单台设备内径扩大15mm至2000mm,这样15mm至60000mm尺寸范围内的加工设备只需要三至五台即可满足全规格本地化生产的要求,利用三点圆弧,解决椭圆形垫片的加工短板,可以加工任意尺寸的椭圆垫片,不在需要定位磨具,节省材料和时间,提高工作效率。
2、本发明的目的是这样实现的:一种金属缠绕密封垫数控缠绕机可变内径控制装置,包括动力箱和控制箱,在动力箱正面上设置着电机驱动的缠绕主动轮和具有气动夹紧装置的从动轮,在缠绕主动轮左侧的动力箱上设置着具有自动涨紧轮的扇形通道,在缠绕主动轮右侧的动力箱上设置着具有调节装置的金属带安装轮和填充物密封带安装轮,在呈扇形均布的滑道上分别通过拉簧控制着涨紧轮,涨紧轮分别与钢环的内径相配合,钢环的内径随钢环同步旋转,在金属带安装轮上安装的金属带和在填充物密封带安装轮上安装的填充物密封带通过钢环和从动轮之间的转动夹持间隙均布缠绕在钢环上。
3、本发明在原动力箱气压缸控制气动夹紧装置调节内径尺寸的平行对面,设计为,滑道,依靠拉簧的拉伸性能,自由涨紧钢环的内径,利用缠绕主动轮、从动轮的中心槽控制,钢带及其填充物在同一平面上,同时滑轮的中心设计有轴承,在钢环由缠绕主动轮旋转时,滑轮做被动的同步旋转,滑道设计为扇形结构,依钢环缠绕主动轮为圆心,滑道上的旋转自动涨紧轮作为半径控制的支撑点做辅助的同步旋转,因滑道上安装有拉伸拉簧,拉伸弹簧控制自动涨紧轮依主动传动轮为圆心做平行移动,用于自由调节内径尺寸,并于钢环做被动同步旋转,滑道设计为7个长短不同的滑道,依据实际需要确定几个滑轮能够定位一个钢环的稳定性,并同步旋转,就几个受力,其他的可以限制,因垫片的规格不同,钢环的稳定性所需要的定位点也不同,这样就不用同步更换所有的易损件,使用频率高的受力频繁的容易损坏,就只更换这一部分,这样及降低了生产成本也降低了维修工作量。椭圆垫片的加工也是利用弹簧的自由拉伸性能而实现的,椭圆钢环在旋转时,在短半轴旋转到定位点时,拉簧自动收缩,自动涨紧轮涨紧钢环,在长半轴旋转到定位点时,弹簧自动拉伸,始终保持短半轴两个点受力,长半轴一个点受力,依主动轮为圆心的圆周运动;考虑到滑道的滑轮会出现不同步现象,对缠绕金属带安装轮及辅助填充物密封带安装轮传动进一步做了优化设计,原结构是固定不动的,这样在受力不均匀的情况下,抗拉强度低的原材料容易断裂,现改为,可因受力不同的情况下除了自旋转与抗拉强度高的原材料同步外,旋转控制配件自动跟随位移自动调节拉伸弹簧,以缩短与钢环的距离,缩短距离增加抗拉强度;避免了因抗拉强度不同在钢环与原材料同步旋转进行缠绕时出现因不同步,造成抗拉强度低的原材料出现断裂的隐患;两种不同抗拉强度的原材料同样利用的是弹簧的伸缩性能用于调节原材料旋转轮的受力;在设备启动前打开动力箱,通过数据输入面板,输入相关控制参数,通过气源压力调节器调至合适的压力,然后通过气动控制器,启动气动夹紧装置,夹紧钢环,安装金属带安装轮和填充物密封带安装轮,通过安装座调节杆调整安装座距主从动轮的合适尺寸;所有配件材料安装就位后,通过手动或脚踏板启动按钮,在运行过程中,填充物密封带安装轮会压紧填充物的平整度;加入金属密封材料与填充物在送料过程中出现不同步密封材料涨紧度自动调节弹性元件会自动进行调节,至产品完工;产品完工后通过手动或脚踏板启动按钮进行停机操作,重复上述操作完成产品订单。
4、金属钢带安装在金属带安装轮上,密封填充物安装在填充物密封带安装轮上,钢环由缠绕主动轮和从动轮夹紧并随主动轮旋转而旋转,涨紧轮作为钢环的支撑轮同步旋转,金属带与钢环外圆接触、密封填充物与传动轮接触,两种材质的材料随钢环同步旋转。
5、金属带由v型和w型两种结构,密封填充物为平面型,如果是由内环的密封垫钢环就是密封垫的组成部分,如果是没有内环的密封垫,钢环就是加工金属缠绕垫的磨具,因金属带是v型或w型结构,在旋转过程中金属带的v型或w型结构自然的将密封填充物也同步压制成v型或w型结构,金属密封垫的组合是一层金属带一层密封填充物。
6、本发明通过改为利用弹簧的伸缩特性带动旋转滚轮在滑到自由伸缩可将单台设备内径扩大15mm至2000mm,这样15mm至60000mm尺寸范围内的加工设备只需要三至五台即可满足全规格本地化生产的要求,利用三点圆弧,同时解决了椭圆形垫片的加工短板,之前椭圆形垫片一种规格就需要一种定位模具,设计为弹簧控制内径后,可以加工任意尺寸的椭圆垫片,不在需要定位模具,节省了材料和时间,同时提高了效率。
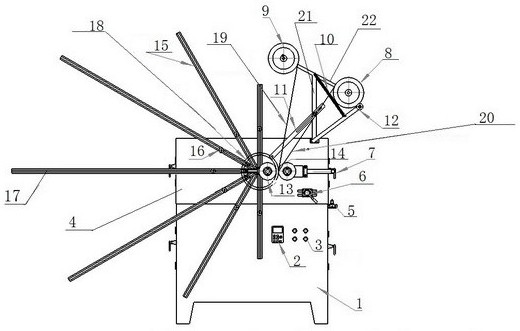
技术特征:1.一种金属缠绕密封垫数控缠绕机可变内径控制装置,包括动力箱(4)和控制箱(1),在动力箱(4)正面上设置着电机驱动的缠绕主动轮(13)和具有气动夹紧装置(7)的从动轮(14),其特征是:在缠绕主动轮(13)左侧的动力箱(4)上设置着具有自动涨紧轮(16)的扇形通道,在缠绕主动轮(13)右侧的动力箱(4)上设置着具有调节装置的金属带安装轮(9)和填充物密封带安装轮(8),在呈扇形均布的滑道(15)上分别通过拉簧(17)控制着自动涨紧轮(16),自动涨紧轮(16)分别与钢环(18)的内径相配合,钢环(18)的内径随钢环(18)同步旋转,在金属带安装轮(9)上安装的金属带(19)和在填充物密封带安装轮(8)上安装的填充物密封带(20)通过钢环(18)和从动轮(14)之间的转动夹持间隙均布缠绕在钢环(18)上。
2.根据权利要求1所述的一种金属缠绕密封垫数控缠绕机可变内径控制装置,其特征是:具有自动涨紧轮(16)的扇形通道的结构为呈扇形均布设置着滑道(15),自动涨紧轮(16)的轮轴固装在与滑道滑槽相配合的滑块上,拉簧(17)的一端连接在滑道滑槽的外端,拉簧(17)的另一端与滑块相连接,缠绕主动轮(13)和从动轮(14)之间夹持安装着钢环(18),呈扇形设置的滑道(15)上拉簧控制的自动涨紧轮(16)分别与钢环(18)的内径相配合。
3.根据权利要求1所述的一种金属缠绕密封垫数控缠绕机可变内径控制装置,其特征是:呈扇形均布设置的滑道(15),滑道(15)的数量为7只。
4.根据权利要求1所述的一种金属缠绕密封垫数控缠绕机可变内径控制装置,其特征是:具有调节装置的金属带安装轮(9)和填充物密封带安装轮(8)的结构为在动力箱(4)的上部铰接着立柱(21),在立柱(21)上端铰接着横梁(22)构成丁字形支架,在位于缠绕主动轮(13)上部的动力箱(4)上铰接的调节杆(11),调节杆(11)上部设置着纵向导槽,在立柱(21)上通过螺栓孔安装的调节螺杆与调节杆(11)的导槽相配合,并且通过紧固螺母使立柱(21)调节定位,在横梁(22)的左端通过轮架安装着金属带安装轮(9),在横梁(22)的右端通过轮架安装着填充物密封带安装轮(8),在立柱(21)下端铰接的支撑杆(12)通过铰接的连杆与横梁(22)右端铰接,在丁字形铰接架铰接点处连接的拉伸弹簧(10),拉伸弹簧(10)另一端连接在支撑杆(12)的上部。
5.根据权利要求1所述的一种金属缠绕密封垫数控缠绕机可变内径控制装置,其特征是:在动力箱(4)的下面设置着控制箱(1),在控制箱(1)的面板上设置着数据输入面板(2)和启动、停止按钮(3)。
6.根据权利要求1所述的一种金属缠绕密封垫数控缠绕机可变内径控制装置,其特征是:在动力箱(4)上设置着气源压力调节器(5)和气动控制器(6)。
技术总结本发明公开了一种金属缠绕密封垫数控缠绕机可变内径控制装置,在缠绕主动轮左侧的动力箱上设置着具有自动涨紧轮的扇形通道,在缠绕主动轮右侧的动力箱上设置着具有调节装置的金属带安装轮和填充物密封带安装轮,在呈扇形均布的滑道上分别通过拉簧控制着涨紧轮。本发明结构合理,通过利用弹簧的伸缩特性带动旋转滚轮在滑到自由伸缩可将单台设备内径扩大15mm至2000mm,这样15mm至60000mm尺寸范围内的加工设备只需要三至五台即可满足全规格本地化生产的要求,利用三点圆弧,解决椭圆形垫片的加工短板,加工任意尺寸的椭圆垫片,不在需要定位磨具,节省材料和时间,提高工作效率。技术研发人员:周华锋,吕星刚,艾热帕提,李文超,王伟,周强强,徐正红,孟先男受保护的技术使用者:新疆乌苏市北方新科有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/305758.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表