一种电机的虚焊检测系统及其检测方法与流程
- 国知局
- 2024-10-09 15:00:55
本发明涉及焊接检测,具体为一种电机的虚焊检测系统及其检测方法。
背景技术:
1、虚焊是常见的一种线路故障,指的是焊点处只有少量的锡焊柱,造成接触不良,时通时断;虚焊一般有两种,一种是在生产过程中的,因生产工艺不当引起的,时通时不通的不稳定状态;另外一种是电器经过长期使用,一些发热较严重的零件,其焊脚处的焊点极容易出现老化剥离现象所引起的;虚焊主要是由待焊金属表面的氧化物和污垢造成的,焊点成为有接触电阻的连接状态,导致电路工作不正常,出现时好时坏的不稳定现象,噪声增加而没有规律性,给电路的调试、使用和维护带来重大隐患;此外,也有一部分虚焊点在电路开始工作的一段较长时间内,保持接触尚好,因此不容易发现;但在温度、湿度和振动等环境条件推选用下,接触表面逐步被氧化,接触慢慢地变得不完全起来;虚焊点的接触电阻会引起局部发热,局部温度升高又促使不完全接触的焊点情况进一步恶化,最终甚至使焊点脱落,电路完全不能正常工作。
2、目前,电机虚焊检测通常依赖于超声波检测技术,超声波检测能够通过高频声波的反射和传播特性来发现焊接中的缺陷,然而,超声波检测存在一些不足之处,首先,超声波检测依赖于检测人员的经验和技能,容易出现误判和漏判的情况,其次,复杂的信号处理和分析过程增加了检测的难度和时间,此外,对于微小或隐蔽的虚焊缺陷,超声波检测的灵敏度和精度可能不足,导致检测结果的不可靠性。这些问题限制了现有检测方法在实际应用中的效果和效率。
3、而且,上述现状和不足主要源于以下几个方面:首先,超声波信号的复杂性和多样性,使得传统的信号处理方法难以准确提取和识别信号特征,其次,超声波检测依赖于手工操作和主观判断,容易受到检测人员的经验和技能水平的影响;此外,现有的检测系统缺乏智能化和自动化,无法实现实时和高效的虚焊检测,这些不足导致了电机虚焊检测过程中出现误判和漏判的现象,进一步引发了电机设备运行中的一系列问题,包括因为虚焊导致的电机设备效率下降、运行不稳定甚至导致设备故障和停机,给生产和安全带来了严重的风险和损失。
4、因此,如何对电机的焊接位置进行智能化检测是目前技术人员需要解决的技术问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种电机的虚焊检测系统及其检测方法,解决了背景技术中提到的问题。
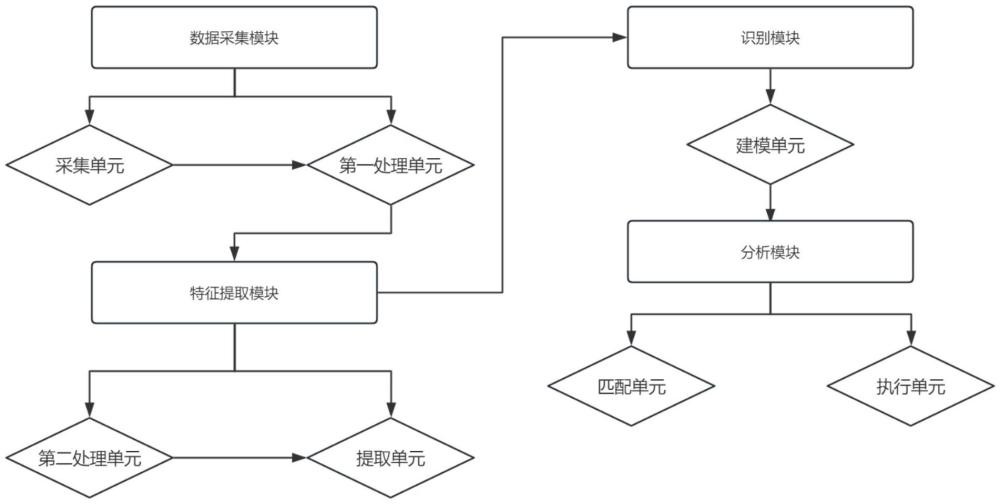
2、为实现以上目的,本发明通过以下技术方案予以实现:一种电机的虚焊检测系统,包括数据采集模块、特征提取模块、识别模块和分析模块;
3、所述数据采集模块通过使用超声波传感器进行电机焊缝信号采集,将超声波信号转换为原始电信号,并对采集的原始电信号进行滤波和降噪处理,去除环境噪声和干扰信号,组成采集数据组;
4、所述特征提取模块对采集数据组进行原始电信号预处理,包括小波变换和傅里叶变换,再进行特征提取,获取特性参数包括反射波幅度特征、频谱特征、波形特征和时域特征,组成特征向量x;
5、所述识别模块通过使用支持向量机对提取的特征向量x进行分类和建立焊缝特征识别模型,通过对焊缝特征识别模型进行训练,获取对电机焊缝的识别指数f(x);
6、所述分析模块对识别指数f(x)进行分析处理,获取焊缝特征检测评估方案,并根据焊缝特征检测评估方案内容进行电机焊缝提示标记,同步对当前电机焊缝的特征向量x和提示标记进行存储。
7、优选地,所述数据采集模块包括采集单元和第一处理单元;
8、所述采集单元通过使用超声波传感器对焊接后的电机焊缝进行扫描,持续获取超声波信号,并对获取的超声波信息进行记录,来采集电机焊缝处的超声波,同步将超声波信号转换为原始电信号;
9、所述第一处理单元对采集的原始电信号进行滤波和降噪处理,包括使用带通滤波器去除低频和高频噪声来过滤信号和使用移动平均滤波计算原始电信号在一定时间窗口内的平均值和平滑信号,进行去除环境噪声和干扰信号,再将预处理后的原始电信号组成采集数据组。
10、优选地,所述特征提取模块包括第二处理单元和提取单元;
11、所述第二处理单元对采集数据组进行原始电信号预处理,包括小波变换和傅里叶变换,其中小波变换处理对原始电信号进行小波变换,用来提取多尺度特征信息;傅里叶变换处理对原始电信号进行傅里叶变换,用来提取频域特征信息,包括幅度、能量和频率成分;
12、所述提取单元对提取多尺度特征信息和提取频域特征信息的原始电信号进行提取反射波幅度特征、频谱特征、波形特征和时域特征,同步构建特征向量,将提取的特征参数组成特征向量x。
13、优选地,反射波幅度特征包括峰值幅度特征apeak和反射系数特征r;频谱特征包括主频成分特征fmain和频谱能量特征e;波形特征包括波形偏度特征s和波形峰度k;时域特征包括信号均值特征μ和信号标准差σ,再进行整合组成特征向量x;
14、所述反射波幅度特征包括峰值幅度特征apeak通过apeak=max(x(t))公式计算获取,式中x(t)表示时域信号;
15、所述反射系数特征r通过公式计算获取,式中areflected表示反射波幅度,aincident表示入射波幅度;
16、所述主频成分特征fmain通过fmain=argmaxf|x(f)公式计算获取,|x(f)表示频谱幅度,式中argmaxf函数表示x(f)频谱幅度取峰值的频率f,具体为一个频谱幅度x(f)在不同频率f处的振幅为|x(f),主频成分特征fmain与频率f相同,使得x(f)达到峰值;
17、所述频谱能量特征e通过df公式计算获取,式中|x(f)表示在整个频率范围内对频谱幅度x(f)的积分;
18、所述波形偏度特征s通过公式计算获取,式中,x(ti)表示第i信号采样点的时域信号,μ表示信号均值特征,σ表示信号标准差,n表示信号采样点总数;
19、所述波形峰度k通过公式计算获取,式中,x(ti)表示第i信号采样点的时域信号,μ表示信号均值特征,σ表示信号标准差,n表示信号采样点总数;
20、所述括信号均值特征μ通过式中x(ti)表示第i信号采样点的时域信号,n表示信号采样点总数;
21、所述信号标准差σ通过式中,式中x(ti)表示第i信号采样点的时域信号,n表示信号采样点总数,μ表示信号均值特征;
22、所述特征向量x具体为x={apeak,r,fmain,e,s,k,μ,σ}。
23、优选地,所述识别模块包括建模单元;
24、所述建模单元将提取的特征向量x作为输入数据集,使用支持向量机算法对特征向量x进行标记分类超平面分类,再建立焊缝特征识别模型,通过对焊缝特征识别模型进行训练,获取对电机焊缝的识别指数f(x)。
25、优选地,所述识别指数f(x)通过以下计算公式获取:
26、
27、式中,f(x)表示识别指数,具体表示焊缝特征识别模型对特征向量x的分类置信度,w表示权重向量,b表示偏置项,表示特征映射函数,具体表示特征向量x在模型特征空间的映射,wt表示权重向量w转置,具体表示通过转置操作将权重向量转换为行向量,用于向量内积运算。
28、优选地,其中使用支持向量机算法对特征向量x进行标记分类超平面分类通过以下公式进行标记分类超平面:
29、
30、式中,w表示权重向量,具体表示了超平面的方向,包括每个元素wj代表的特征向量xj的权重向量,b表示偏置项,具体表示了超平面的截距,wt表示权重向量w转置,具体表示通过转置操作将权重向量转换为行向量,用于向量内积运算,ξq表示松弛变量,具体表示第q个样本的特征向量的误分类表现,包括非负数ξq≥0,c表示正则化参数;
31、约束条件通过以下公式进行约束:
32、
33、式中,yq表示标签,具体第q个样本的特征向量的分类归属标记,包括+1表示正类,-1表示负类,xq表示第q个样本的特征向量,具体包括每个样本由多个特征组成,包括xq={xq,1,xq,2,、、、,xq,j},具体包括每个样本由多个在组成,包括
34、xq,j表示第q个样本的第j个特征,表示,权重向量w和映射后的特征向量的内积;
35、优选地,所述分析模块包括匹配单元和执行单元;
36、所述匹配单元对识别指数f(x)进行分析处理,并与预设的焊接识别评估阈值yz进行匹配,获取焊缝特征检测评估方案;
37、所述焊缝特征检测评估方案通过以下匹配方式获取:
38、识别指数f(x)≥焊接识别评估阈值yz,获取电机焊缝特征检测存在虚焊评估结果;
39、识别指数f(x)<焊接识别评估阈值yz,获取电机焊缝特征检测不存在虚焊评估结果。
40、优选地,所述执行单元根据焊缝特征检测评估方案内容进行电机焊缝提示标记,包括绿色标记电机焊缝合格,红色标记电机焊缝不合格,在展示页面进行提示,同步对当前电机焊缝的特征向量x和提示标记进行存储。
41、一种电机的虚焊检测方法,包括以下步骤
42、步骤一:数据采集模块通过使用超声波传感器进行电机焊缝信号采集,将超声波信号转换为原始电信号,并对采集的原始电信号进行滤波和降噪处理,去除环境噪声和干扰信号,组成采集数据组;
43、步骤二:特征提取模块对采集数据组进行原始电信号预处理,包括小波变换和傅里叶变换,再进行特征提取,获取特性参数包括反射波幅度特征、频谱特征、波形特征和时域特征,组成特征向量x;
44、步骤三:识别模块通过使用支持向量机对提取的特征向量x进行分类和建立焊缝特征识别模型,通过对焊缝特征识别模型进行训练,获取对电机焊缝的识别指数f(x);
45、步骤四:分析模块对识别指数f(x)进行分析处理,获取焊缝特征检测评估方案,并根据焊缝特征检测评估方案内容进行电机焊缝提示标记,同步对当前电机焊缝的特征向量x和提示标记进行存储。
46、本发明提供了一种电机的虚焊检测系统及其检测方法,具备以下有益效果:
47、(1)系统运行时,数据采集模块利用超声波传感器采集电机焊缝信号并进行滤波和降噪处理,有效去除了环境噪声和干扰信号。特征提取模块通过小波变换和傅里叶变换对原始电信号进行预处理,并提取了包括反射波幅度特征、频谱特征、波形特征和时域特征在内的多种特性参数,构成特征向量x。随后,识别模块使用支持向量机对特征向量x进行分类并建立焊缝特征识别模型,通过训练获得识别指数f(x)。最后,分析模块对识别指数f(x)进行分析处理,生成焊缝特征检测评估方案,并进行电机焊缝提示标记和数据存储。通过以上流程,尽可能的解决了现有超声波检测方法中常见的误判率高、噪声干扰大和检测效率低问题,显著提高了电机焊缝虚焊检测的可靠性和效率,同时通过智能化的数据处理和分析,减少了人工干预,提升了整体检测质量和生产效率。
48、(2)通过识别指数f(x)的获取和使用支持向量机算法对特征向量x进行标记分类超平面分类通过以下公式进行标记分类超平面,具体来说,识别指数f(x)作为焊缝特征识别模型对特征向量x的分类置信度,通过权重向量w和偏置项b的优化,保证了特征向量在模型特征空间内的准确映射,支持向量机算法利用标记分类超平面公式和约束条件,精确地将特征向量进行正负类的分类,从而实现对电机焊缝的准确判别,此过程中的权重向量和松弛变量优化,不仅提升了分类的准确性,还有效减少了误分类情况,通过这种方式,大幅提升了电机焊缝检测的可靠性和效率,特别是在处理复杂特征数据和环境噪声时表现出色,实现了更高的检测精度和稳定性。
49、(3)通过对识别指数f(x)的分析处理,并与预设的焊接识别评估阈值yz进行匹配,该系统能够高效、准确地获取焊缝特征检测评估方案。这一过程实现了焊缝合格与否的清晰区分:当识别指数f(x)大于或等于评估阈值yz时,系统标记电机焊缝合格;当识别指数f(x)小于评估阈值时,则标记电机焊缝不合格。通过这一匹配机制,系统能够自动化地为焊缝提供明确的提示标记,如绿色标记表示电机焊缝合格,红色标记则表示电机焊缝不合格,并在展示页面上进行提示。这种自动化的标记和存储方式不仅显著提升了检测过程的效率和准确性,还方便了实时监控和数据追踪。通过同步存储当前电机焊缝的特征向量x和提示标记,系统实现了数据的系统化管理和历史记录的完整保存,确保了生产过程的稳定性和产品质量的可靠性,以及形成不合格焊缝识别模式库,提高后续对焊缝的电机的检测效率和识别精度。
本文地址:https://www.jishuxx.com/zhuanli/20241009/307296.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表