一种超低温焊缝用不锈钢焊丝及应用
- 国知局
- 2024-10-09 15:00:44
本发明涉及金属材料(焊材),具体涉及一种可获得超低温下高强高塑高韧焊缝的奥氏体不锈钢焊丝,该焊丝适合应用于在超低温环境下使用的聚变堆线圈盒锻件的焊接。
背景技术:
1、托卡马克(tokamak)是最有希望代替裂变堆的新一代核能装置,也一直是受控核聚变研究的重点与热点。随着超导技术的发展,使用超导线代替铜导线绕制超导线圈,建造更为先进的超导托卡马克装置,使得磁约束聚变进入新的时代。中国核聚变工程实验堆(cfetr)是在吸收国际核聚变实验堆(iter)建造经验的基础上,由中国自主设计和研制的重大科学工程,其目的在于建造可控的“人造太阳”,建设商业聚变示范堆,实现清洁能源的持续产出,以彻底解决能源危机。为了实现连续稳态运行的目标,cfetr将采用全超导磁体,同时采用大厚度奥氏体不锈钢锻件拼焊成线圈盒,来保护磁体系统中的超导线圈,并且焊接完成后焊缝直接以焊态(不进行焊后冷作变形、焊后热处理等)服役,线圈盒服役环境严苛,因此对其拼焊焊接接头也提出了超低温下高强、高韧性的要求,而目前国内外均无能够满足该服役环境下的商用焊材,给我国商业聚变示范堆的设计带来限制。
技术实现思路
1、本发明的目的在于提供一种可获得超低温下高强高塑高韧焊缝的奥氏体不锈钢焊丝,该焊丝适用于聚变堆线圈盒不锈钢锻件的焊接。
2、为实现上述目的,本发明所采用的技术方案如下:
3、一种可获得超低温下高强高塑高韧焊缝的奥氏体不锈钢焊丝,按重量百分比计,该焊丝的化学成分如下:
4、c:<0.03%,si:0.7-1.9%,v:0.1-0.3%,cr:20-25%,mn:6-12%,ni:14-19%,mo:1.0-3.5%,n:0.25-0.50%,余量为fe及不可避免的杂质元素。该焊丝化学成分中:p<0.01%(质量分数),s<0.01%(质量分数)。
5、该焊丝可采用真空感应炉冶炼生产,亦可采用电炉加炉外精炼方法冶炼生产,焊丝最终的化学成分能满足以上范围的要求即可。
6、该焊丝应用于聚变堆线圈盒锻件的熔化焊焊接,焊接过程为:取规格为φ1.2mm焊丝,采用钨极氩弧焊(tig),接头形式为对接,焊接参数为:焊接电流120-160a,电流种类/极性直流正接,焊接速度0.07-0.12m/min,电弧保护采用纯度≥99.995%的高纯度氩气,气体流量12-18l/min。
7、本发明有以下优点:
8、1.经实验验证,本发明焊丝可用于聚变堆线圈盒锻件奥氏体不锈钢的焊接,焊接工艺简单且可行性强,采用常用的钨极氩弧焊方法即可进行焊接,焊接电流120-160a,电流种类/极性直流正接,焊接速度0.07-0.12m/min,电弧保护采用纯度≥99.995%的高纯度氩气,气体流量12-18l/min。
9、2.利用本发明中的可获得超低温下高强高塑高韧焊缝的奥氏体不锈钢焊丝焊接时,焊接过程稳定,缺陷少,工艺性能好。
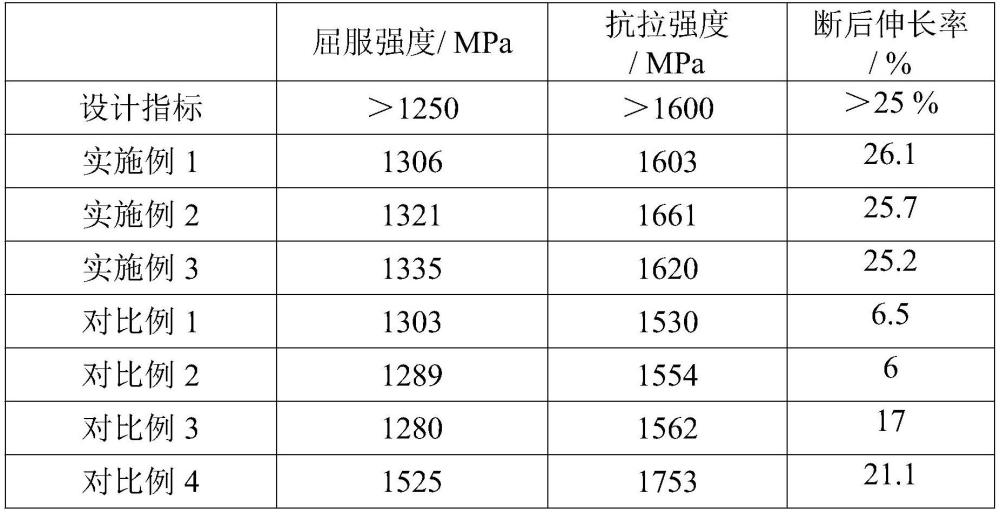
10、3.通过本发明中的可获得超低温下高强高塑高韧焊缝的奥氏体不锈钢焊丝能够得到符合要求性能的焊缝,特别是焊缝在焊态下的超低温(-268.8℃)强塑韧性优异。
11、4.通过本发明超低温用高强高韧奥氏体不锈钢焊丝焊接得到的焊缝,-268.8℃拉伸:屈服强度>1250mpa,抗拉强度>1600mpa,断后伸长率>25%,断裂韧性>170mpa·m1/2。
12、本发明主要思路和机理如下:
13、超低温用不锈钢焊缝需要在-268.8℃环境下具有优异的强塑韧性,为了满足指标要求,应避免不锈钢中常见的第二相强化思路,这是因为第二相会降低焊缝的断裂韧性,因此本发明焊丝中具有很低的c、nb含量,防止碳化物、碳氮化物等析出。进一步,为了弥补低c含量所造成的强度不足,添加mo固溶强化,采用适量n代c强化,并添加mn来固n来避免熔炼和焊接等加工工艺过程中n的逸出损失而在材料内部形成气孔缺陷。此外,本发明适量添加si来提高强度并降低层错能,来改善焊缝强塑性。
技术特征:1.一种超低温焊缝用不锈钢焊丝,其特征在于:按重量百分比计,该焊丝的化学成分如下:
2.根据权利要求1所述的奥氏体不锈钢焊丝,其特征在于:按重量百分比计,该焊丝的化学成分优选如下:c:<0.025%,si:0.8-1.7%,v:0.15-0.25%,cr:20-22.5%,mn:6.5-9.5%,ni:15-18%,mo:1.0-2.5%,n:0.25-0.35%,余量为fe及不可避免的杂质元素。
3.根据权利要求1或2所述的奥氏体不锈钢焊丝,其特征在于:该焊丝化学成分中:p<0.01%(质量分数),s<0.01%(质量分数)。
4.一种权利要求1-3任一所述焊丝的应用,其特征在于:该焊丝应用于聚变堆线圈盒奥氏体不锈钢锻件的熔化焊焊接或用于超低温用高强高韧奥氏体不锈钢锻件的焊接。
5.根据权利要求4所述的应用,其特征在于:该焊丝焊接过程为:取规格为φ1.2mm或者φ0.9mm,采用钨极氩弧焊(tig),接头形式为对接,焊接参数为:焊接电流120-160a,电流种类为直流正接,焊接速度0.07-0.12m/min,电弧保护气氛为氩气,纯度≥99.995%,焊接时保护气流量为12-18l/min。
6.根据权利要求4或5所述的应用,其特征在于:
技术总结本发明公开了一种超低温焊缝用不锈钢焊丝及应用,属于金属材料(焊材)技术领域。该焊丝化学成分为(wt.%):C:<0.03%,Si:0.7‑1.9%,V:0.1‑0.3%,Cr:20‑25%,Mn:6‑12%,Ni:14‑19%,Mo:1.0‑3.5%,N:0.25‑0.50%,余量为Fe及不可避免的杂质元素。通过本发明焊丝焊接所得到的焊接接头在超低温(‑268.8℃)下具有优异的强度、塑性和韧性,适用于超低温用高强高韧奥氏体不锈钢锻件的焊接,保证超低温构件服役安全性。技术研发人员:陆善平,吴栋,魏世同,周新磊,李殿中受保护的技术使用者:中国科学院金属研究所技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/307281.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表