钛合金车架制造工艺的制作方法
- 国知局
- 2024-10-09 15:26:54
本发明涉及车架制造,尤其涉及一种钛合金车架制造工艺。
背景技术:
1、随着自行车骑行潮流的风靡,骑行环境愈发多变,消费者对自行车产品的外观、强度要求也越来越高。钛合金车架具有出色的减震性能,可在骑行公路、山地、砾石等路面在舒适和性能之间找到完美平衡的理想车架,非常适合在任何地形上进行耐力骑行和短途骑行。钛合金其本身具有不易腐蚀、耐极端高温,其疲劳强度比一般铝合金车架高出5倍,不会因应力而导致金属疲劳,强度高。但也正是因为钛合金塑形性较差,加工难度大,生产效率低;并且市面上在售的钛合金车架管件造型都是圆管件,美观度不足,其外观同铝合金、碳纤维车架相比并无优势,造成消费者购买欲望不足。
2、因此,亟需一种钛合金车架制造工艺,以解决上述技术问题。
技术实现思路
1、本发明的目的在于提出一种钛合金车架制造工艺,能够提高生产效率,改进车架的形状,提高车架的多样性。
2、为达此目的,本发明采用以下技术方案:
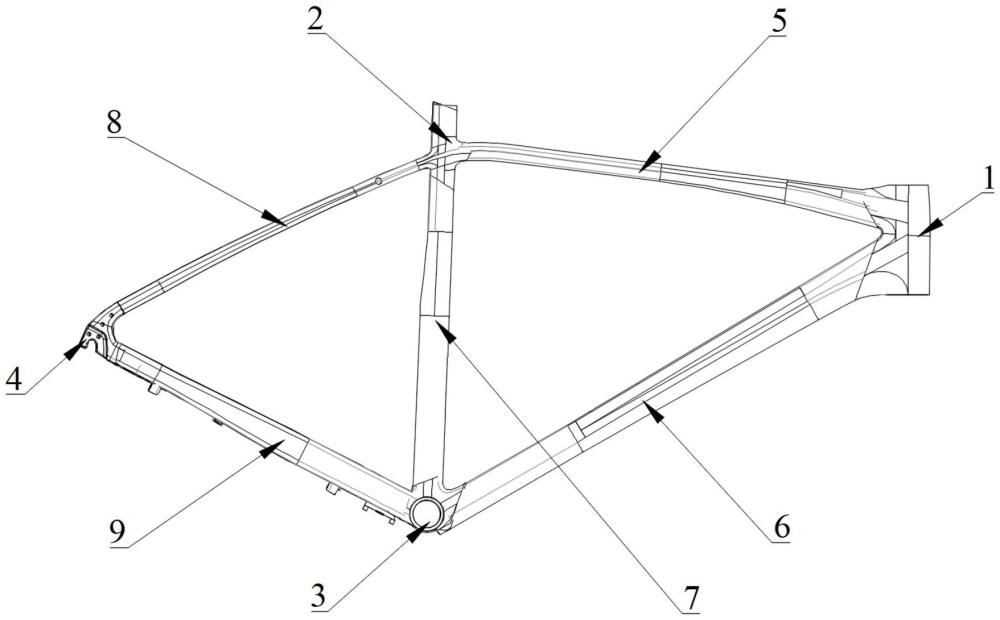
3、一种钛合金车架制造工艺,车架包括车首接头、中管接头、五通接头、勾爪、上管、下管、中管、上叉和下叉,所述车首接头分别与所述上管和所述下管连接,所述中管接头分别与所述上管、所述中管和所述上叉连接,所述五通接头分别于所述中管、所述下管和所述下叉连接,所述勾爪分别于所述上叉和所述下叉连接,包括以下步骤:
4、s1、将管件冲压形成所述上管、所述下管、所述中管、所述上叉和所述下叉;
5、s2、将所述上管、所述下管、所述中管、所述上叉和所述下叉进行3d扫描,并进行建模,得到所述上管、所述下管、所述中管、所述上叉和所述下叉的3d点云数据;
6、s3、采用3d打印技术将所述车首接头、所述中管接头、所述五通接头和所述勾爪打印成型;
7、s5、将所述上管、所述下管、所述中管、所述上叉、所述下叉、所述上管、所述下管、所述中管、所述上叉和所述下叉进行拼接。
8、作为上述钛合金车架制造工艺的一种优选技术方案,s1包括:s11、所述管件表面粗糙化;s12、所述管件皂化;s13、所述管件抽管成型。
9、作为上述钛合金车架制造工艺的一种优选技术方案,在s11中,向所述管件的表面喷砂。
10、作为上述钛合金车架制造工艺的一种优选技术方案,在s5中,将所述上管、所述下管、所述中管、所述上叉、所述下叉、所述上管、所述下管、所述中管、所述上叉和所述下叉胶合形成钛合金车架。
11、作为上述钛合金车架制造工艺的一种优选技术方案,在s5中,将所述钛合金车架使用胶合剂进行胶合,胶合后烘烤,其中,烘烤温度为130℃-160℃,烘烤时间为0.6h-1.2h。
12、作为上述钛合金车架制造工艺的一种优选技术方案,在s5中,将所述上管、所述下管、所述中管、所述上叉、所述下叉、所述上管、所述下管、所述中管、所述上叉和所述下叉焊接形成钛合金车架。
13、作为上述钛合金车架制造工艺的一种优选技术方案,在s5中,焊接速度为70mm/min-120mm/min。
14、作为上述钛合金车架制造工艺的一种优选技术方案,在s5中,将所述上管、所述下管、所述中管、所述上叉、所述下叉、所述上管、所述下管、所述中管、所述上叉和所述下叉高频焊接形成钛合金车架。
15、作为上述钛合金车架制造工艺的一种优选技术方案,在s5中,高频线加热温度为700℃-900℃。
16、作为上述钛合金车架制造工艺的一种优选技术方案,所述钛合金车架制造工艺还包括:s4、镭射切割所述上管、所述下管、所述中管、所述上叉、所述下叉、所述上管、所述下管、所述中管、所述上叉和所述下叉。
17、本发明有益效果:
18、本发明提供了一种钛合金车架制造工艺,车架包括车首接头、中管接头、五通接头、勾爪、上管、下管、中管、上叉和下叉,车首接头分别与上管和下管连接,中管接头分别与上管、中管和上叉连接,五通接头分别于中管、下管和下叉连接,勾爪分别于上叉和下叉连接,包括以下步骤:s1、将管件冲压形成上管、下管、中管、上叉和下叉;s2、将上管、下管、中管、上叉和下叉进行3d扫描,并进行建模,得到上管、下管、中管、上叉和下叉的3d点云数据;s3、采用3d打印技术将车首接头、中管接头、五通接头和勾爪打印成型;s5、将上管、下管、中管、上叉、下叉、上管、下管、中管、上叉和下叉进行拼接。相较于现有技术,该工艺能够将管件冲压成各种形状,并通过3d打印技术将接头制作成与管件相匹配的形状,将管件和接头分开生产,能够提高生产效率,之后将管件与接头进行组合,最终形成一台外观呈一体成型式金属车架,使车架多样化,满足用户的需求。
技术特征:1.钛合金车架制造工艺,车架包括车首接头(1)、中管接头(2)、五通接头(3)、勾爪(4)、上管(5)、下管(6)、中管(7)、上叉(8)和下叉(9),所述车首接头(1)分别与所述上管(5)和所述下管(6)连接,所述中管接头(2)分别与所述上管(5)、所述中管(7)和所述上叉(8)连接,所述五通接头(3)分别于所述中管(7)、所述下管(6)和所述下叉(9)连接,所述勾爪(4)分别于所述上叉(8)和所述下叉(9)连接,其特征在于,所述钛合金车架制造工艺包括以下步骤:
2.根据权利要求1所述的钛合金车架制造工艺,其特征在于,s1包括:s11、所述管件表面粗糙化;s12、所述管件皂化;s13、所述管件抽管成型。
3.根据权利要求2所述的钛合金车架制造工艺,其特征在于,在s11中,向所述管件的表面喷砂。
4.根据权利要求1所述的钛合金车架制造工艺,其特征在于,在s5中,将所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)、所述下叉(9)、所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)和所述下叉(9)胶合形成钛合金车架。
5.根据权利要求4所述的钛合金车架制造工艺,其特征在于,在s5中,将所述钛合金车架使用胶合剂进行胶合,胶合后烘烤,其中,烘烤温度为130℃-160℃,烘烤时间为0.6h-1.2h。
6.根据权利要求1所述的钛合金车架制造工艺,其特征在于,在s5中,将所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)、所述下叉(9)、所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)和所述下叉(9)焊接形成钛合金车架。
7.根据权利要求6所述的钛合金车架制造工艺,其特征在于,在s5中,焊接速度为70mm/min-120mm/min。
8.根据权利要求1所述的钛合金车架制造工艺,其特征在于,在s5中,将所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)、所述下叉(9)、所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)和所述下叉(9)高频焊接形成钛合金车架。
9.根据权利要求8所述的钛合金车架制造工艺,其特征在于,在s5中,高频线加热温度为700℃-900℃。
10.根据权利要求1-8任一项所述的钛合金车架制造工艺,其特征在于,所述钛合金车架制造工艺还包括:s4、镭射切割所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)、所述下叉(9)、所述上管(5)、所述下管(6)、所述中管(7)、所述上叉(8)和所述下叉(9)。
技术总结本发明涉及车架制造技术领域,尤其涉及一种钛合金车架制造工艺。钛合金车架制造工艺,包括以下步骤:S1、将管件冲压形成上管、下管、中管、上叉和下叉;S2、将上管、下管、中管、上叉和下叉进行3D扫描,并进行建模,得到上管、下管、中管、上叉和下叉的3D点云数据;S3、采用3D打印技术将车首接头、中管接头、五通接头和勾爪打印成型;S5、将上管、下管、中管、上叉、下叉、上管、下管、中管、上叉和下叉进行拼接。相较于现有技术,该工艺能够将管件冲压成各种形状,并通过3D打印技术将接头制作成与管件相匹配的形状,将管件和接头分开生产,能够提高生产效率,之后将管件与接头进行组合,能够使车架多样化,满足用户的需求。技术研发人员:易裕清,窦帅,贾洁,薛克建受保护的技术使用者:捷安特(昆山)有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/308783.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表