一种柱体动力电池焊接组合用排序定位设备的制作方法
- 国知局
- 2024-10-09 15:39:58
本发明涉及柱体动力电池焊接,尤其涉及一种柱体动力电池焊接组合用排序定位设备。
背景技术:
1、在柱体动力电池生产过程中,由于单个柱体动力电池的容量和电压有限,所以在实际生产过程中,会通过焊接的方式对多个柱体动力电池进行连接,组成电池组,在焊接之前,需要对柱体动力电池进行排序,使柱体动力电池更加整齐,以便后续焊接。
2、在对柱体动力电池进行排序时,一般是用一块带有磁铁的板子吸取多个柱体动力电池,然后手动将吸取到的柱体动力电池压入固定夹具中,进行排序,组成电池组,排序完成之后,通过电焊机对排序完成的柱体动力电池进行焊接,在吸取柱体动力电池时,由于柱体动力电池是堆放在桌面上,较为杂乱,导致部分柱体动力电池难以被磁铁吸到,需要手动将柱体动力电池放到磁铁上,从而降低工作效率。
技术实现思路
1、为了克服部分柱体动力电池难以被磁铁吸到,需要手动将柱体动力电池放到磁铁上,从而降低工作效率的缺点,本发明提供一种柱体动力电池焊接组合用排序定位设备。
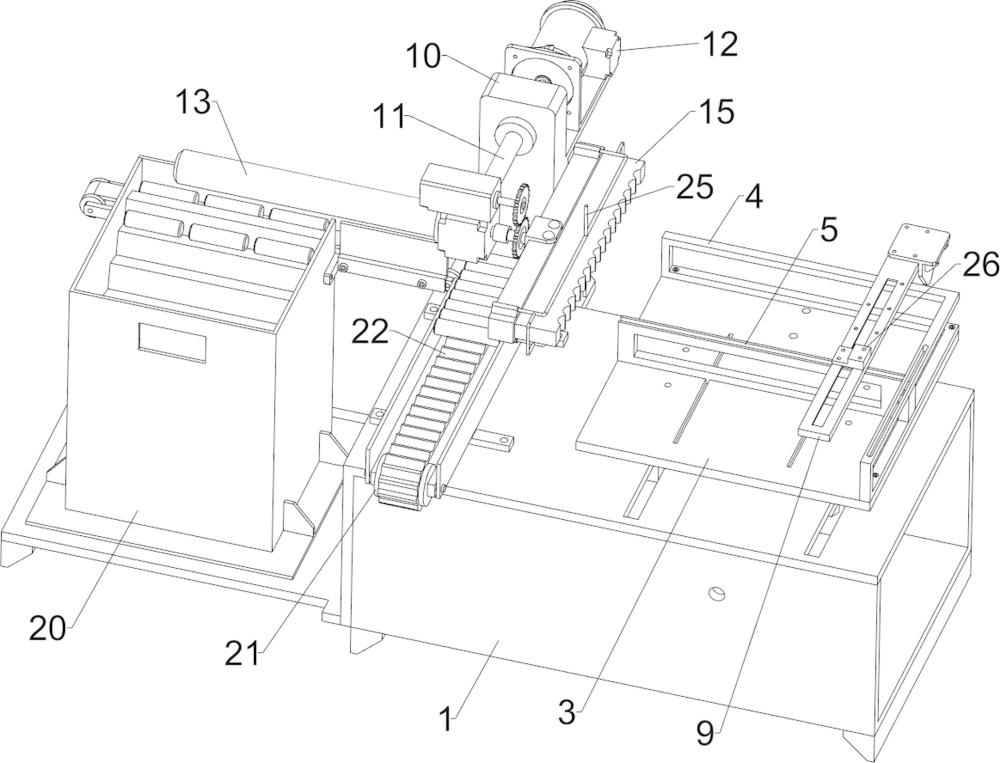
2、本发明的技术方案为:一种柱体动力电池焊接组合用排序定位设备,包括有安装箱、滑动架、放料板、围栏、定位板、紧固螺丝、连接板、电动推杆、移动杆、排序板和送料机构,安装箱顶部滑动连接有滑动架,滑动架顶部连接有用于摆放柱体动力电池的放料板,放料板顶部连接有用于将柱体动力电池挡住的围栏,放料板顶部滑动连接有用于对柱体动力电池进行定位的定位板,定位板上通过螺纹连接有紧固螺丝,围栏顶部开有条形开口,紧固螺丝位于条形开口内,拧紧紧固螺丝,能够将定位板固定,放料板上连接有连接板,连接板上连接有电动推杆,电动推杆的伸缩杆上连接有移动杆,移动杆上连接有用于对柱体动力电池进行排序的排序板,围栏、定位板和排序板之间形成一个排序空间,柱体动力电池在排序空间内进行排序,送料机构用于将柱体动力电池送到放料板上。
3、进一步地,送料机构包括有安装架、转轴一、步进电机、气缸、连接轴、阻尼套、安装框、滑块、弹簧、磁吸杆、旋转电机、输送组件和卸料组件,安装箱上连接有安装架,安装架上转动连接有转轴一,安装架上连接有步进电机,步进电机的输出轴和转轴一连接,转轴一上连接有气缸,气缸的伸缩杆上转动连接有连接轴,气缸的伸缩杆上连接有阻尼套,连接轴位于阻尼套内,且连接轴和阻尼套内壁接触,连接轴上连接有安装框,安装框的侧面均匀间隔开有装料槽,安装框内底部均匀间隔开有滑块,滑块和安装框之间连接有弹簧,滑块上均连接有用于将柱体动力电池吸入装料槽内的磁吸杆,磁吸杆滑动贯穿安装框,气缸上连接有旋转电机,旋转电机的输出轴和连接轴通过齿轮传动,输送组件用于将柱体动力电池输送至安装框下方,卸料组件用于将装料槽内的柱体动力电池卸下,使柱体动力电池落到放料板上。
4、进一步地,输送组件包括有三推板上料机和输送机,安装箱上连接有三推板上料机,安装箱上连接有输送机,输送机上均匀间隔开有输送槽,三推板上料机用于将柱体动力电池输送至输送机上的输送槽内,输送机将柱体动力电池输送至安装框下方。
5、进一步地,卸料组件包括有竖杆、滑杆、连接杆、接触杆和接触块,滑块底部均连接有竖杆,竖杆滑动贯穿安装框,安装框上下两侧均滑动连接有滑杆,两根滑杆通过连接杆连接,滑杆上均连接有接触杆,排序板上连接有接触块,接触杆在向右移动的过程中会与接触块接触,在接触块的作用下,接触杆停止向右移动,磁吸杆也停止向右移动,磁吸杆和柱体动力电池脱离,柱体动力电池落到放料板上。
6、进一步地,还包括有调整机构,调整机构包括有挡块和卡钩,安装框底部均匀间隔连接有挡块,竖杆上均转动连接有卡钩,卡钩向左移动勾在挡块上,能够使磁吸杆完全移动至安装框内。
7、进一步地,还包括有收料机构,收料机构包括有弧形导料框、安装盘、转轴二、伺服电机、旋转架和拨动杆,输送机和三推板上料机上共同连接有弧形导料框,弧形导料框上连接有安装盘,安装盘上转动连接有转轴二,安装盘上连接有伺服电机,伺服电机的输出轴和转轴二连接,转轴二上连接有旋转架,旋转架上连接有四根拨动杆,弧形导料框上设有供拨动杆穿过的缺口一和缺口二,输送机上的柱体动力电池会落入弧形导料框内,拨动杆将弧形导料框内的柱体动力电池拨动至三推板上料机内。
8、进一步地,还包括有移动机构,移动机构包括有连接架和丝杆电机,安装箱上连接有连接架,连接架上安装有丝杆电机,丝杆电机的丝杆和安装箱转动连接,丝杆电机的丝杆和滑动架通过螺纹连接。
9、进一步地,还包括有挡板,排序板底部连接有用于将柱体动力电池挡住的挡板,挡板滑动贯穿定位板。
10、本发明的有益效果是:1、本发明通过磁吸杆可以将柱体动力电池吸入装料槽内,控制气缸的伸缩杆伸长可以带动柱体动力电池向右移动,将柱体动力电池送到放料板上,控制电动推杆的伸缩杆带动排序板向右移动,自动对柱体动力电池进行排序,工作效率更高。
11、2、通过将卡钩勾在挡块上,可以使磁吸杆完全移动至安装框内,使得磁吸杆无法吸取到柱体动力电池,从而能够减少磁吸杆吸取的柱体动力电池的数量,可以根据电池组的宽度调节磁吸杆吸取的柱体动力电池的数量,以便适应不同宽度的电池组。
12、3、伺服电机的输出轴可以带动拨动杆转动,拨动杆可以将弧形导料框内的柱体动力电池拨动至三推板上料机内,对输送机上的柱体动力电池进行回收,避免输送机上的柱体动力电池落到地上。
技术特征:1.一种柱体动力电池焊接组合用排序定位设备,包括有安装箱(1)、滑动架(2)、放料板(3)、围栏(4)、定位板(5)和紧固螺丝(51),安装箱(1)顶部滑动连接有滑动架(2),滑动架(2)顶部连接有用于摆放柱体动力电池的放料板(3),放料板(3)顶部连接有用于将柱体动力电池挡住的围栏(4),放料板(3)顶部滑动连接有用于对柱体动力电池进行定位的定位板(5),定位板(5)上通过螺纹连接有紧固螺丝(51),围栏(4)顶部开有条形开口(52),紧固螺丝(51)位于条形开口(52)内,拧紧紧固螺丝(51),能够将定位板(5)固定,其特征在于:还包括有连接板(6)、电动推杆(7)、移动杆(8)、排序板(9)和送料机构,放料板(3)上连接有连接板(6),连接板(6)上连接有电动推杆(7),电动推杆(7)的伸缩杆上连接有移动杆(8),移动杆(8)上连接有用于对柱体动力电池进行排序的排序板(9),围栏(4)、定位板(5)和排序板(9)之间形成一个排序空间,柱体动力电池在排序空间内进行排序,送料机构用于将柱体动力电池送到放料板(3)上。
2.如权利要求1所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:送料机构包括有安装架(10)、转轴一(11)、步进电机(12)、气缸(13)、连接轴(14)、阻尼套(141)、安装框(15)、滑块(17)、弹簧(18)、磁吸杆(19)、旋转电机(191)、输送组件和卸料组件,安装箱(1)上连接有安装架(10),安装架(10)上转动连接有转轴一(11),安装架(10)上连接有步进电机(12),步进电机(12)的输出轴和转轴一(11)连接,转轴一(11)上连接有气缸(13),气缸(13)的伸缩杆上转动连接有连接轴(14),气缸(13)的伸缩杆上连接有阻尼套(141),连接轴(14)位于阻尼套(141)内,且连接轴(14)和阻尼套(141)内壁接触,连接轴(14)上连接有安装框(15),安装框(15)的侧面均匀间隔开有装料槽(16),安装框(15)内底部均匀间隔开有滑块(17),滑块(17)和安装框(15)之间连接有弹簧(18),滑块(17)上均连接有用于将柱体动力电池吸入装料槽(16)内的磁吸杆(19),磁吸杆(19)滑动贯穿安装框(15),气缸(13)上连接有旋转电机(191),旋转电机(191)的输出轴和连接轴(14)通过齿轮传动,输送组件用于将柱体动力电池输送至安装框(15)下方,卸料组件用于将装料槽(16)内的柱体动力电池卸下,使柱体动力电池落到放料板(3)上。
3.如权利要求2所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:输送组件包括有三推板上料机(20)和输送机(21),安装箱(1)上连接有三推板上料机(20),安装箱(1)上连接有输送机(21),输送机(21)上均匀间隔开有输送槽(22),三推板上料机(20)用于将柱体动力电池输送至输送机(21)上的输送槽(22)内,输送机(21)将柱体动力电池输送至安装框(15)下方。
4.如权利要求3所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:卸料组件包括有竖杆(23)、滑杆(24)、连接杆(241)、接触杆(25)和接触块(26),滑块(17)底部均连接有竖杆(23),竖杆(23)滑动贯穿安装框(15),安装框(15)上下两侧均滑动连接有滑杆(24),两根滑杆(24)通过连接杆(241)连接,滑杆(24)上均连接有接触杆(25),排序板(9)上连接有接触块(26),接触杆(25)在向右移动的过程中会与接触块(26)接触,在接触块(26)的作用下,接触杆(25)停止向右移动,磁吸杆(19)也停止向右移动,磁吸杆(19)和柱体动力电池脱离,柱体动力电池落到放料板(3)上。
5.如权利要求2所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:还包括有调整机构,调整机构包括有挡块(27)和卡钩(28),安装框(15)底部均匀间隔连接有挡块(27),竖杆(23)上均转动连接有卡钩(28),卡钩(28)向左移动勾在挡块(27)上,能够使磁吸杆(19)完全移动至安装框(15)内。
6.如权利要求3所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:还包括有收料机构,收料机构包括有弧形导料框(29)、安装盘(30)、转轴二(31)、伺服电机(32)、旋转架(33)和拨动杆(34),输送机(21)和三推板上料机(20)上共同连接有弧形导料框(29),弧形导料框(29)上连接有安装盘(30),安装盘(30)上转动连接有转轴二(31),安装盘(30)上连接有伺服电机(32),伺服电机(32)的输出轴和转轴二(31)连接,转轴二(31)上连接有旋转架(33),旋转架(33)上连接有四根拨动杆(34),弧形导料框(29)上设有供拨动杆(34)穿过的缺口一(291)和缺口二(292),输送机(21)上的柱体动力电池会落入弧形导料框(29)内,拨动杆(34)将弧形导料框(29)内的柱体动力电池拨动至三推板上料机(20)内。
7.如权利要求1所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:还包括有移动机构,移动机构包括有连接架(35)和丝杆电机(36),安装箱(1)上连接有连接架(35),连接架(35)上安装有丝杆电机(36),丝杆电机(36)的丝杆和安装箱(1)转动连接,丝杆电机(36)的丝杆和滑动架(2)通过螺纹连接。
8.如权利要求1所述的一种柱体动力电池焊接组合用排序定位设备,其特征在于:还包括有挡板(37),排序板(9)底部连接有用于将柱体动力电池挡住的挡板(37),挡板(37)滑动贯穿定位板(5)。
技术总结本发明涉及柱体动力电池焊接技术领域,尤其涉及一种柱体动力电池焊接组合用排序定位设备,包括有安装箱、滑动架、放料板、围栏和定位板等,安装箱顶部滑动连接有滑动架,滑动架顶部连接有用于摆放柱体动力电池的放料板,放料板顶部连接有用于将柱体动力电池挡住的围栏,放料板顶部滑动连接有用于对柱体动力电池进行定位的定位板。本发明通过磁吸杆可以将柱体动力电池吸入装料槽内,控制气缸的伸缩杆伸长可以带动柱体动力电池向右移动,将柱体动力电池送到放料板上,控制电动推杆的伸缩杆带动排序板向右移动,自动对柱体动力电池进行排序,工作效率更高。技术研发人员:叶炜彬,卢忠武,董洪斌,李双勇,李盛特,陈伯乐,植思文受保护的技术使用者:广东东博智能装备股份有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/309535.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。