一种汽车悬架弹簧高温加热制备工艺的制作方法
- 国知局
- 2024-10-15 09:27:53
本发明涉及悬架弹簧加工,具体为一种汽车悬架弹簧高温加热制备工艺。
背景技术:
1、目前汽车零部件对弹簧产品质量的要求日趋严格,尤其下游用户逐步更换采用自动化程度较高的生产设备和工艺技术之后。对原材料表面质量、脱碳性能以及组织合格率等指标要求更严格,制约下游用户的生产效率和产品质量。弹簧钢表面脱碳将严重损害弹簧的疲劳性能,特别线材弹簧钢表面出现铁素体的全脱碳时,弹簧的疲劳极限寿命可降低50%,55sicr弹簧钢用户已由原来的热卷簧逐步更新为冷卷簧生产,原有线材脱碳质量已不能满足新工艺的质量要求。
2、在弹簧钢生产过程中,以低温、快速加热工艺为主流工艺,因为设备能力不同各生产厂在生产弹簧钢时,开轧温度多数在850~1000℃之间。低温加热工艺可以较为有效地控制弹簧钢的脱碳层厚度,但是这类加热工艺在实际生产中仍然存在着以下局限性。
3、55sicr含硅的弹簧钢很容易产生表面全脱碳。当加热温度≥980℃时,含硅钢就开始产生局部全脱碳,同时连铸坯表面往往自身也存在着局部全脱碳。如果采用低温加热工艺,硅系弹簧钢一般要采取830~870℃的超低温开轧温度,结合坯料表面全剥皮处理手段才能解决表面全脱碳问题。这即对粗轧设备的能力提出了过高的要求,也增加了加工成本。低温加热工艺,加热温度低、时间短,所以在加热工序无法对坯料的偏析形成改善,不利于成品疲劳寿命的提升。低温加热工艺对生产顺行情况要求较高,在生产中产生工艺故障的几率较高,很容易引起加热超时掏炉事故。在排产的时候,也容易因为和其他钢种的加热温度相差过大,而不得不加热炉布料时采取空炉布料,降低了生产效率。
4、线材弹簧钢产品55sicr用于制作汽车悬架弹簧,对影响疲劳寿命脱碳层(不允许有全脱碳)要求较高,传统一般采用低温快烧控制全脱碳,但工艺窗口较窄,控制不当,易出现加热不均,中心温度过低,导致轧件中心致密性不好。客户使用中出现断裂。
技术实现思路
1、本发明的目的在于提供一种汽车悬架弹簧高温加热制备工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种汽车悬架弹簧高温加热制备工艺,所述制备工艺包括以下步骤:
3、将55sicr汽车悬架弹簧用钢坯料放入步进式加热炉中,加热炉分为预热段、加热一段、加热二段和均热段;
4、在预热段对钢坯料进行初步加热,去除表面水分和油污;
5、在加热一段,将温度逐渐升至850~1000℃温度范围,进行预热;
6、在加热二段和均热段,将钢坯料加热至高温范围1220℃至1260℃,并保持一定时间;
7、在1220℃至1260℃高温范围内,控制炉内气氛为氧化性气氛,提高钢坯料表面的氧化烧损速度,进而降低脱碳层厚度;
8、在高温段的加热时间控制在27min至60min,确保消除坯料原始脱碳层和加热低温段产生的脱碳层;
9、加热完成后,对钢坯料进行后续轧制和冷却处理,最终得到汽车悬架弹簧产品。
10、优选的,还包括分析影响脱碳的因素,包括分析碳势对脱碳的影响以及分析加热时间对脱碳的影响;
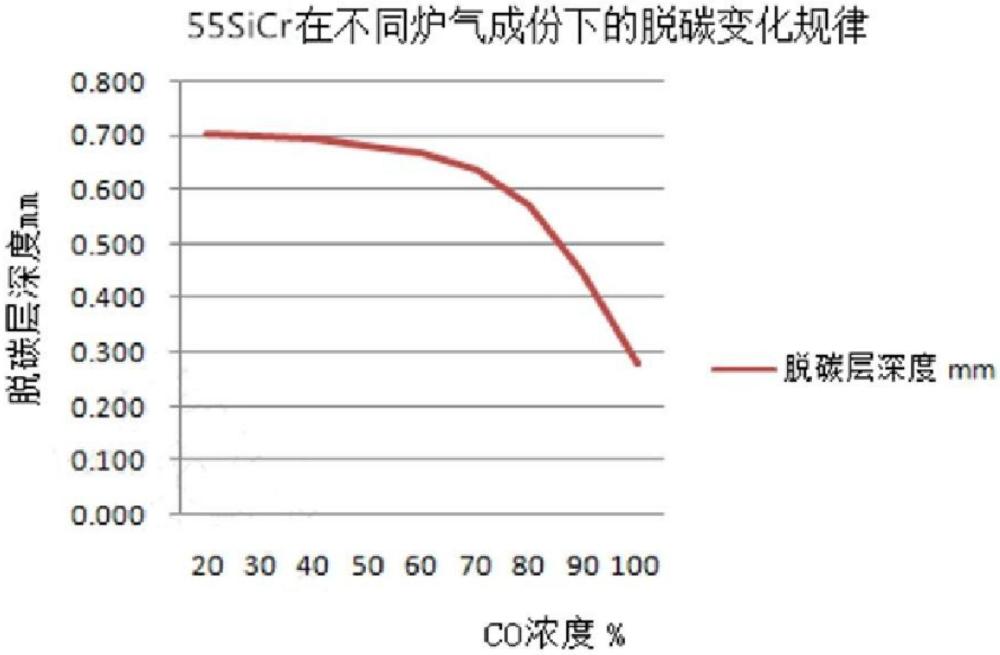
11、分析碳势对脱碳的影响,包括分析炉气氛围对碳势差的影响,采用高焦混合煤气作为加热炉燃料,高炉煤气和焦炉煤气的配比为0.47:0.53,燃气的成份为:h2:32.85~33.55%、ch4:13.45~14.85%、co:15.21~18.0%、c2h2:1.0~2.1%,o2:0.21~0.43%、co2:0.75~1.65、n2:23.2~29.15%,还原性气氛的空燃比控制在1.8~2.0,氧化性气氛的空燃比控制在2.8~3.0。
12、优选的,分析碳势对脱碳的影响,还包括分析加热温度对碳势差的影响,将加热温度控制在≤1050℃和1220~1260℃两个温度段,在采用≤1050℃温度段加热时,加热炉的炉气氛围控制为还原性气氛,利于降低脱碳层厚度;采用1220~1260℃温度段加热时,炉气碳活度的变化趋近于零,炉气氛围对钢的脱碳趋势影响变化很小,氧化性的炉气氛围更有利于提高坯料表面的氧化烧损速度,此时氧化烧损速度大于脱碳层的增加速度,总体上更有利于降低脱碳层的厚度,炉气氛围应控制为氧化性气氛。
13、优选的,分析加热时间对脱碳的影响,加热时间的平方根与加热过程中产生的脱碳层厚度成正比,相同加热时间内脱碳速度增加的拐点在1000℃,在采用≤1050℃温度段加热时,弹簧钢的加热工艺要控制≥1000℃高温段的加热时间,≤1050℃温度段加热时控制在30~34min;
14、而采用1220~1260℃温度段加热时,成品的最终脱碳层厚度是表面脱碳和氧化烧损两个因素的综合性结果,在氧化性气氛下烧损速度要大于脱碳形成的速度,对1220~1260℃加热时长控制在27~31min。
15、与现有技术相比,本发明的有益效果是:
16、本发明提出的汽车悬架弹簧高温加热制备工艺,在步进式加热炉内实现,步进式加热炉共分为预热段、加热一段、加热二段、均热段;本高温加热工艺在加二段和均热段高温温度1220-1260℃保温实现,高温加热时钢坯表面氧化速度大于碳的扩散速度,因此,可实现全脱碳为零;
17、通过优化加热工艺参数,采用高温烧损法控制汽车悬架弹簧用钢;解决低温加热工艺所存在的问题,降低脱碳层厚度和避免全脱碳层的产生;在1220~1260℃温度段对汽车悬架弹簧产品表面脱碳层厚度的抑制效果,在1220~1260℃条件下,采用氧化性的炉内气氛,可以有效地将180mm×240mm断面坯料表面的脱碳层通过烧损的形势去除掉,更有利于降低脱碳层厚度和避免全脱碳层的产生。高温氧化性加热工艺对弹簧钢坯料在高温段的停留时间并不敏感,适当的延长高温段的停留时间更有利于降低脱碳层的厚度。本发明专利提供一种新的高温加热工艺首次应用于汽车悬架弹簧产品55sicr新技术,并成功应用批量生产,全部满足客户使用要求。
技术特征:1.一种汽车悬架弹簧高温加热制备工艺,其特征在于:所述制备工艺包括以下步骤:
2.根据权利要求1所述的一种汽车悬架弹簧高温加热制备工艺,其特征在于:还包括分析影响脱碳的因素,包括分析碳势对脱碳的影响以及分析加热时间对脱碳的影响;
3.根据权利要求2所述的一种汽车悬架弹簧高温加热制备工艺,其特征在于:分析碳势对脱碳的影响,还包括分析加热温度对碳势差的影响,将加热温度控制在≤1050℃和1220~1260℃两个温度段,在采用≤1050℃温度段加热时,加热炉的炉气氛围控制为还原性气氛,利于降低脱碳层厚度;采用1220~1260℃温度段加热时,炉气碳活度的变化趋近于零,炉气氛围对钢的脱碳趋势影响变化很小,氧化性的炉气氛围更有利于提高坯料表面的氧化烧损速度,此时氧化烧损速度大于脱碳层的增加速度,总体上更有利于降低脱碳层的厚度,炉气氛围应控制为氧化性气氛。
4.根据权利要求1所述的一种汽车悬架弹簧高温加热制备工艺,其特征在于:分析加热时间对脱碳的影响,加热时间的平方根与加热过程中产生的脱碳层厚度成正比,相同加热时间内脱碳速度增加的拐点在1000℃,在采用≤1050℃温度段加热时,弹簧钢的加热工艺要控制≥1000℃高温段的加热时间,≤1050℃温度段加热时控制在30~34min;
技术总结本发明涉及悬架弹簧加工技术领域,具体为一种汽车悬架弹簧高温加热制备工艺,包括以下步骤:将55SiCr汽车悬架弹簧用钢坯料放入步进式加热炉中,加热炉分为预热段、加热一段、加热二段和均热段;在预热段对钢坯料进行初步加热,去除表面水分和油污;在加热一段,将温度逐渐升至850~1000℃温度范围,进行预热;在加热二段和均热段,将钢坯料加热至高温范围1220℃至1260℃,并保持一定时间;有益效果为:本发明提出的汽车悬架弹簧高温加热制备工艺,在步进式加热炉内实现,步进式加热炉共分为预热段、加热一段、加热二段、均热段;本高温加热工艺在加二段和均热段高温温度1220‑1260℃保温实现,高温加热时钢坯表面氧化速度大于碳的扩散速度,因此,可实现全脱碳为零。技术研发人员:郝文权,钟浩,曹长发,朱帅,何波,颜昊,张杰受保护的技术使用者:青岛特殊钢铁有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/314209.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表