一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法与流程
- 国知局
- 2024-10-15 09:47:19
本发明涉及埋弧焊,尤其涉及一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法。
背景技术:
1、在锅炉、压力容器筒体纵缝焊接制造中,特别是中厚板纵缝焊接(30mm~80mm)时,一般都采用正面埋弧焊+背面清根打磨+背面埋弧焊的生产工艺。背面清根方式一般采用碳弧气刨,但采用碳弧气刨会带来高污染、高噪声和职业安全问题,打磨不充分会使焊缝渗碳,产生渗碳层,清根后还需打磨,如果打磨不彻底,就会直接影响焊缝质量。单面焊双面成型技术在焊接手法上要求高,背面成型很难保证,极易出现咬边、未焊透等焊接缺陷,现主要应用在手工氩弧焊,而在手工电弧焊和埋弧焊焊接方法上应用很少。如果埋弧焊单面焊双面成型技术能够突破,将彻底减免埋弧焊焊后背面清根这一工序,有利于车间制造环境的提升和生产效率的提高。
技术实现思路
1、为解决上述技术问题,本发明设计了一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法。
2、本发明采用如下技术方案:
3、一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,所述焊接方法步骤为:
4、s1、对待焊接的筒体纵缝加工坡口,清理坡口周围杂污;
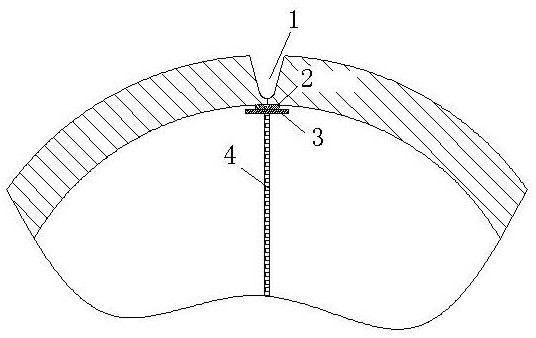
5、s2、装配筒体板形成纵向坡口,在坡口钝边底部装配陶瓷衬垫,并用支撑扁钢和支撑工装进行固定压实;
6、s3、采用埋弧焊对筒体纵向坡口进行焊接;
7、s4、焊接完成去除背面陶瓷衬垫、支撑扁钢和工装,打磨背面焊缝;
8、s5、焊缝进行100%rt+100%mt探伤。
9、作为优选,所述陶瓷衬垫为带凹槽的陶瓷衬环带,由多片陶瓷衬环片组成,每片陶瓷衬环片宽度为27mm,长度为32mm。
10、作为优选,所述陶瓷衬环带采用高温锡箔纸贴在焊缝背面,并用支撑扁钢紧衬于陶瓷衬环垫底部。
11、作为优选,所述支撑扁钢的宽度≥60mm。
12、作为优选,所述步骤s3中,埋弧焊从正面进行焊接,打底前两层的焊接参数如下:采用直径4mm焊丝,焊接电流为500~520a,焊接电压30~32v,焊接速度50~52cm/min;第三层至满焊接参数如下:焊接电流为550±50a,焊接电压30±2v,焊接速度50±5cm/min,控制每道焊缝厚度在4mm~5mm。
13、作为优选,埋弧焊施焊过程中控制焊道温度在250~300℃。
14、作为优选,埋弧焊施焊过程中纵缝的起弧、收弧位置需增加引弧板,引弧板规格150mm×150mm,厚度以及坡口形式与产品焊缝相同。
15、作为优选,所述纵向坡口的角度α为6°,钝边h长度为4~5mm,装配后坡口根部间隙l为0~1mm,错边量为0~0.5mm。
16、本发明的有益效果是:(1)、可实现埋弧焊单面焊双面成型,背面无需进行挑根;(2)、背面陶瓷衬垫去除简单,装配方式简易;(3)、陶瓷衬垫价格低,便于采购。
技术特征:1.一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,所述焊接方法步骤为:
2.根据权利要求1所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,所述陶瓷衬垫为带凹槽的陶瓷衬环带,由多片陶瓷衬环片组成,每片陶瓷衬环片宽度为27mm,长度为32mm。
3.根据权利要求2所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,所述陶瓷衬环带采用高温锡箔纸贴在焊缝背面,并用支撑扁钢紧衬于陶瓷衬环垫底部。
4.根据权利要求3所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,所述支撑扁钢的宽度≥60mm。
5.根据权利要求1所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,所述步骤s3中,埋弧焊从正面进行焊接,打底前两层的焊接参数如下:采用直径4mm焊丝,焊接电流为500~520a,焊接电压30~32v,焊接速度50~52cm/min;第三层至满焊接参数如下:焊接电流为550±50a,焊接电压30±2v,焊接速度50±5cm/min,控制每道焊缝厚度在4mm~5mm。
6.根据权利要求5所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,埋弧焊施焊过程中控制焊道温度在250~300℃。
7.根据权利要求5所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,埋弧焊施焊过程中纵缝的起弧、收弧位置需增加引弧板,引弧板规格150mm×150mm,厚度以及坡口形式与产品焊缝相同。
8.根据权利要求1所述的一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,其特征是,所述纵向坡口的角度α为6°,钝边h长度为4~5mm,装配后坡口根部间隙l为0~1mm,错边量为0~0.5mm。
技术总结本发明公开了一种带陶瓷衬垫的埋弧焊单面焊双面成型的焊接方法,所述焊接方法步骤为:对待焊接的筒体纵缝加工坡口,清理坡口周围杂污;装配筒体板形成纵向坡口,在坡口钝边底部装配陶瓷衬垫,并用支撑扁钢和支撑工装进行固定压实;采用埋弧焊对筒体纵向坡口进行焊接;焊接完成去除背面陶瓷衬垫、支撑扁钢和工装,打磨背面焊缝;焊缝进行100%RT+100%MT探伤。本发明可实现埋弧焊单面焊双面成型,背面无需进行挑根;且背面陶瓷衬垫去除简单,装配方式简易;陶瓷衬垫价格低,便于采购。技术研发人员:姜龙,於惠民,许贝受保护的技术使用者:西子清洁能源装备制造股份有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/315348.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表