一种冒口加压装置及其加压方法与流程
- 国知局
- 2024-10-15 09:50:56
本发明属于旅游指标牌,尤其涉及一种冒口加压装置及其加压方法。
背景技术:
1、重力浇铸是铸造领域中最为常用的铸造方式,目前都是利用金属液在浇口与冒口中的静压力对产品进行补缩的,其补缩的效果都依赖浇口与冒口中金属液所浇注的高度所产生的重力(静压力),因此就必须注入过量的金属液,致使浇口与冒口中会产生较多补缩后残留的浇口头与冒口头,降低了工艺出品率,费料又费能,生产成本高;
2、公告号为cn111702133b的中国专利提出了一种冒口用加压设备,包括浇筑机体和液压缸,所述浇筑机体的上方设置有顶板,所述顶板的下表面两侧均固定设置有支撑杆,两个所述支撑杆的下端均与对应的所述浇筑机体的上表面两侧固定连接,所述液压缸固定设置于顶板的下表面,所述浇筑机体的上表面固定设置有下模,所述液压缸的活塞杆末端固定设置有上模,所述下模与上模的内部均开设有型腔,所述上模的上表面两端分别设置有浇口和冒口且所述浇口和冒口均与对应的所述型腔连通设置,所述下模的两侧均通过滚动轴承转动设置有转杆,该冒口用加压设备,能够对冒口进行便捷的加压,有效提高产品的工艺出品率;
3、虽然上述专利提出的技术方案能够对冒口进行便捷加压,但型腔内的压力会随着铸造件的温度降低而减小,而维持成型腔体内的压力稳定有助于铸造件的成型,同时上述专利对铸造件的温降速度控制不佳,而合适的温降速度有助于保证铸造件的成型质量。
技术实现思路
1、针对现有技术的不足,本发明提供了一种冒口加压装置及其加压方法,解决了上述问题。
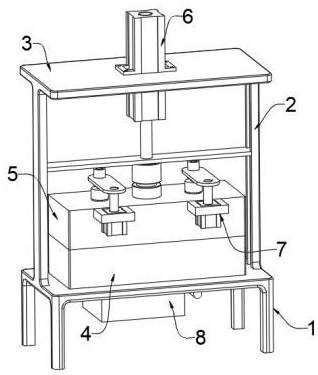
2、为实现以上目的,本发明通过以下技术方案予以实现:一种冒口加压装置及其加压方法,包括承载架、侧板以及顶板,所述侧板两端与承载架以及顶板对应固定连接,还包括:
3、上模,与安装在顶板上的推动机构连接;
4、下模,安装在承载架上,与下模构成成型腔体;
5、推动机构,安装在顶板上,用于推动上模进行线性运动;
6、加压机构,安装在上模上,用于对型腔进行加压处理;
7、温控机构,安装在承载架上,用于对下模以及上模进行冷却处理;
8、检测机构,用于对上模位移距离、下模与上模之间的压力、成型腔体内压力、成型腔体内温度进行检测;
9、其中,所述温控机构包括油箱、第一管道、第二管道、第三管道以及泵体,所述油箱固定连接在承载架下端部,所述第一管道一端延伸至油箱内且另一端贯穿下模,所述第一管道贯穿下模的一端与嵌入安装在上模内的第二管道的端部插拔连接,所述第三管道一端延伸至油箱内且另一端贯穿下模,所述第三管道贯穿下模的一端与嵌入安装在上模内的第二管道的另一端插拔连接,所述第一管道延伸至油箱内的一端与固定安装在油箱内的泵体的输出端固定连接,所述油箱内设置有用于对位于油箱内的油液进行冷却的冷却装置以及进行加热的加热机构。
10、在上述技术方案的基础上,本发明还提供以下可选技术方案:
11、进一步的技术方案:所述推动机构包括第一线性运动件、第一接头、第二接头以及第一压力传感器,所述第一线性运动件可拆卸连接在顶板上,所述第一接头套设在第一线性运动件的输出轴上且与第一线性运动件固定连接,所述第二接头与固定连接在上模上的第一压力传感器转动连接,所述第二接头与第一接头螺纹连接。
12、进一步的技术方案:所述加压机构包括柱塞头,两个柱塞头与开设在上模上的浇口以及冒口对应滑动连接,还包括:
13、推动组件,安装在上模上,用于推动柱塞头进行竖直方向上的线性运动。
14、进一步的技术方案:所述推动组件包括安装板、电机、承载板以及第二线性运动件,所述安装板固定连接在上模上,所述电机可拆卸连接在安装板上,所述承载板与安装板的输出轴固定连接,所述第二线性运动件可拆卸连接在承载板上,所述第二线性运动件的输出轴与柱塞头固定连接。
15、进一步的技术方案:所述检测机构包括用于对上模与下模之间的压力进行检测的第一压力传感器,还包括:
16、位移传感器,安装在上模上,用于对上模的位移距离进行检测;
17、温度传感器,安装在下模底部,用于对成型型腔内的温度进行检测,以获取铸造件温降速度;
18、压力传感器,嵌入安装在柱塞头底端,用于对成型腔体内的压力进行检测。
19、进一步的技术方案:所述第一线性运动件的输出轴上转动连接有稳定板,所述稳定板与开设在侧板上的限位滑槽滑动配合。
20、一种冒口加压装置对冒口的加压方法,包括以下步骤:
21、s1、利用第一线性运动件推动第一接头带动第二接头进行竖直方向上的线性运动,第二接头推动第一压力传感器带动上模进行竖直方向上的线性运动,促使上模抵压下模的同时促使第一管道以及第三管道对应插入第二管道的两端使得下模以及上模贴合,构成成型型腔;
22、s2、利用位移传感器获取上模的位移信息、利用第一压力传感器获取下模与上模之间的抵压压力信息,当位移信息以及抵压压力信息位于相应的位移阈值以及抵压压力阈值之内时,说明上模初步到达预设位置,此时持续推动上模并将获取的位移信息以及抵压压力信息经过无量纲化处理后导入型腔条件模型中,获取型腔条件系数,若获取的型腔条件系数位于型腔系数阈值之内,则说明上模到达指定位置,若型腔条件系数未在型腔条件系数阈值之内,则持续启动第一线性运动件推动上模抵压下模,直至型腔条件系数位于系数阈值之内;
23、s3、将铸造液体从冒口内导入成型腔体内,待导入完成后启动电机带动承载板推动柱塞头进行水平方向上的转动,促使两个柱塞头分别位于浇口以及冒口正上方,此时启动两个第二线性运动件对应推动与之连接的两个柱塞头进行竖直方向上的线性运动,促使两个柱塞头对应插入浇口以及冒口内,对位于成型腔体内的铸造液进行加压处理,同时启动泵体将经过冷却装置/加热装置冷却/加热的油液导入第一管道内并经过第二管道流入第三管道内,最终经过第三管道流入油箱内,对下模以及上模进行温控处理,促使成型腔体内的铸造件的温降速度保持在温降速度阈值之内,直至铸造件达到室温;
24、s4、利用温度传感器获取铸造件的温降速度、利用压力传感器获取成型型腔内的压力信息,并将二者与预设的温降速度阈值以及压力阈值进行对应对比,若温降速度不在相应阈值之内,则启动温控机构对温降速度进行控制,若压力信息不在压力阈值之内,则启动第二线性运动件推动柱塞头以改变压力信息,促使压力信息位于压力阈值之内,当温降速度信息以及压力信息均在相对应的温降速度阈值以及压力阈值之内时,将温降速度信息以及压力信息进行无量纲化处理后导入加压成型模型中,导出加压成型系数,将获取的加压成型系数与预设的加压成型系数阈值进行对应对比,若加压成型系数不在加压成型系数阈值之内,则启动加压机构以及温控机构对温降速度信息以及压力信息进行调节,直至加压成型系数位于加压成型系数阈值之内;
25、s5、将位于加压成型系数阈值之内的加压成型系数以及型腔条件系数导入成型评估模型中,获得成型评估指数,将获取的成型评估指数与预设的指数阈值进行对比,若成型评估指数未在指数阈值之内,则在加压成型系数在加压成型系数阈值之内的条件下,对加压成型系数进行调节,促使成型评估指数在指数阈值之内,直至铸造件成型。
26、进一步的技术方案:所述型腔条件模型的表达式为:
27、;
28、表示型腔条件系数,表示位移信息,表示抵压压力信息,表示位移影响因子、表示抵压压力影响因子,,,。
29、进一步的技术方案:所述加压成型模型的表达式为:
30、;
31、其中,为加压成型系数,表示成型型腔体积,表示压力信息,表示温降速度信息,表示压力阈值上限以及下限的均值,表示温降速度阈值上限以及下限的均值,表示成型质量影响因子,表示压力阈值的下限值,表示温降速度阈值的下限值。
32、进一步的技术方案:所述成型评估模型的表达式为:
33、;
34、其中,表示成型评估指数,表示型腔条件系数,表示加压成型条件系数,表示型腔条件系数影响因子,表示加压成型条件系数影响因子,,。
35、有益效果
36、本发明提供了一种冒口加压装置及其加压方法,与现有技术相比具备以下有益效果:
37、利用第一线性运动件推动第一接头带动第二接头进行竖直方向上的线性运动,第二接头推动第一压力传感器带动上模进行竖直方向上的线性运动,促使上模抵压下模的同时促使第一管道以及第三管道对应插入第二管道的两端使得下模以及上模贴合,二者构成成型型腔,将铸造液体从冒口内导入成型腔体内,待导入完成后启动电机带动承载板推动柱塞头进行水平方向上的转动,促使两个柱塞头分别位于浇口以及冒口正上方,此时启动两个第二线性运动件对应推动与之连接的两个柱塞头进行竖直方向上的线性运动,促使两个柱塞头对应插入浇口以及冒口内,对位于成型腔体内的铸造液进行加压处理,以实现对铸造液体的加压补缩处理,同时利用温度传感器对成型腔体内的温度进行实时检测,获取铸造件的温降速度,若铸造件的温降速度不在温降速度阈值之内,则启动泵体将经过冷却装置/加热装置冷却/加热的油液导入第一管道内并经过第二管道流入第三管道内,最终经过第三管道流入油箱内,对下模以及上模进行温控处理,促使成型腔体内的铸造件的温降速度保持在温降速度阈值之内,直至铸造件达到室温;
38、本发明中的第一管道、第二管道以及第三管道的配合除了促使油液进行循环流动,还能对上模以及下模进行定位处理。
本文地址:https://www.jishuxx.com/zhuanli/20241015/315590.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表