一种低压高压线圈自动化恒张力绕线设备及使用方法
- 国知局
- 2024-10-21 14:49:43
本发明涉及变压器线圈绕线设备,具体为一种低压高压线圈自动化恒张力绕线设备及使用方法。
背景技术:
1、目前变压器生产厂家基本采用的加工方法都是采用低压线圈和高压线圈分开绕制的方式;这种方式占用厂房面积大,低压线圈绕好后需要缓存,以及至高压绕线设备之间的流转。低压线圈与高压线圈均需要模具,生产效率低,且低压线圈绕完后存在回弹变形现象,影响高压线圈绕制。
2、绕制过程为人工主导的绕制,生产过程一致性差;由于线圈的外形不规则,有方形、腰圆形、椭圆等多种形状,导致铜箔的送料速度不匹配,绕制的张力不可控,导致最终的产品质量稳定;
3、由于变压器线圈的使用量非常大,因此有必要大幅度地提高线圈的生产效率,提高产品标准化程度,满足生产发展的需要。
4、现有的绕线设备存在的缺陷是:
5、1、现有技术中的线圈卷绕设备无法同时兼顾低压线圈和高压线圈的自动化绕制;
6、2、申请文件cn116387013a提出了一种变压器线圈绕线设备,但是该申请文件的线圈卷绕设备无法实现导线绝缘纸及铜箔绕制的全过程恒张力控制;
7、3、现有技术中的变压器线圈卷绕设备对线圈卷绕的生产方式的生产效率低,占地面积大;
8、4、专利文件cn209607587u提出了一种变压器线圈绕线设备,但是该专利文件的线圈卷绕设备对线圈进行卷绕的生产方式对人员需求高,自动化程度低。
技术实现思路
1、本发明的目的在于提供一种低压高压线圈自动化恒张力绕线设备及使用方法,以解决上述背景技术中提出的问题。
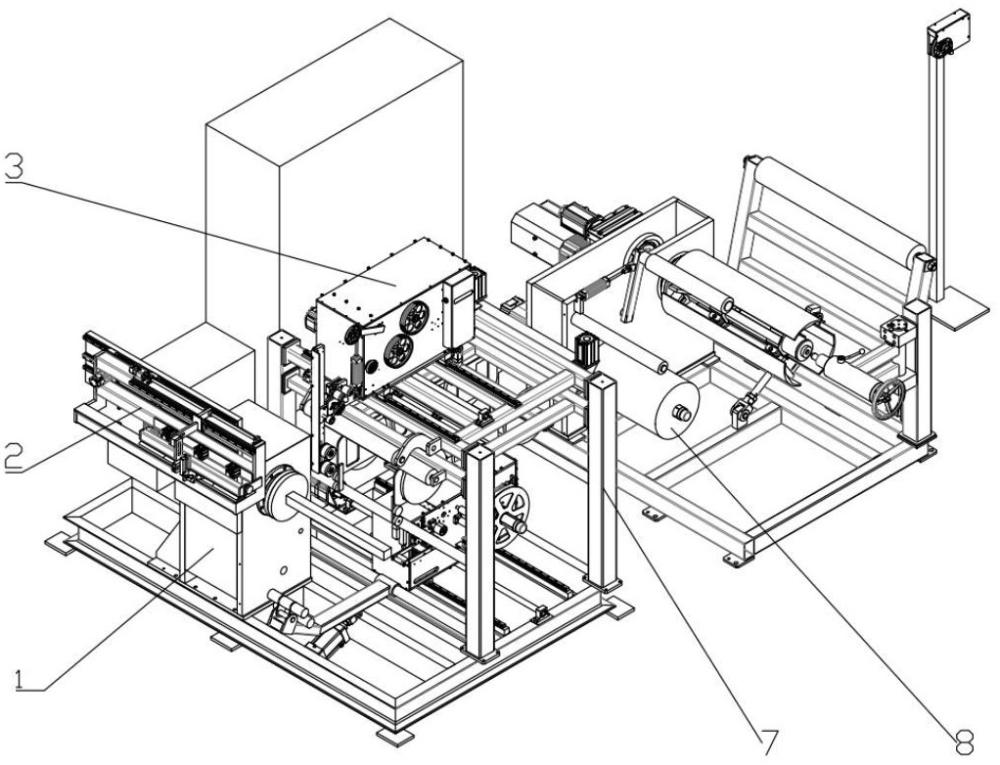
2、为实现上述目的,本发明提供如下技术方案:一种低压高压线圈自动化恒张力绕线设备及使用方法,包括主绕卷机构、铜牌焊接机构、排线机构、铜箔送料机构、端圈送料机构、排纸机构、主体框架、张力放卷机构和放线张紧机构,所述主体框架的顶部左侧安装有主绕卷机构,且主绕卷机构用于对低压线圈和高压线圈进行卷绕;
3、所述主绕卷机构包括主轴箱体,所述主轴箱体的内壁活动安装有绕制法兰轴,所述主轴箱体的一侧外壁安装有减速机,且减速机与绕制法兰轴连接,所述减速机的一侧外壁安装有主轴电机,所述绕制法兰轴的一侧外壁安装有绕制主轴;
4、所述主轴箱体的一侧外壁安装有铜牌焊接机构,所述主体框架的横梁顶部设置有排线机构,所述排线机构用于将导线送至主绕卷机构,所述主体框架的顶部右侧设置有张力放卷机构,所述张力放卷机构用于控制卷制线圈的张力,所述主体框架的右侧设置有放线张紧机构,且放线张紧机构用于对导线进行张紧,所述主体框架的内部横梁设置有铜箔送料机构、端圈送料机构、排纸机构,所述铜箔送料机构用于输送铜箔,所述端圈送料机构用于输送端圈,所述排纸机构用于将绝缘纸输送至主绕卷机构。
5、优选的,所述铜牌焊接机构包括焊接墙板,主轴箱体的一侧外壁安装有焊接墙板,焊接墙板的一侧壁面安装有线性导轨,焊接墙板的一侧壁面通过线性导轨滑动安装有焊接框架,焊接墙板和焊接框架之间设置有齿轮齿条,焊接框架的内壁安装有驱动电机,且驱动电机的输出端贯穿焊接框架与齿轮的中心连接,焊接框架的内壁安装有转板,焊接框架的内侧通过转板安装有压紧横梁,焊接框架的内壁安装有第一压紧气缸,且第一压紧气缸位于转板的上方,第一压紧气缸的输出端与压紧横梁连接,焊接框架的内壁顶端安装有第一直线导轨,焊接框架的顶部设置有焊枪移动电机和焊枪丝杆,且焊枪移动电机的输出端与焊枪丝杆连接,第一直线导轨的内部滑动安装有滑块连接板,且滑块连接板的内部与焊枪丝杆活动连接,滑块连接板的一侧外壁安装有横向调节板,横向调节板的内部滑动连接有纵向调节板,纵向调节板的内部滑动连接有横向微调板,横向微调板的内部贯穿设置有螺杆,横向微调板的正面通过螺杆连接有纵向微调板,纵向微调板的内部贯穿设置有螺杆,纵向微调板的正面通过螺杆连接有焊枪夹板,螺杆的一端连接有调节旋钮,且调节旋钮位于横向微调板和纵向微调板的外部,焊枪夹板能够调节角度,焊枪夹板的内部安装有焊接枪。
6、优选的,所述排线机构包括排线箱,所述主体框架的顶部右侧设置有排线箱,右侧主体框架的顶部安装有排线移动丝杆和排线移动导轨,且排线移动丝杆位于排线移动导轨的一侧,排线移动丝杆通过排线移动电机驱动,主体框架的顶部通过排线移动丝杆和排线移动导轨安装有排线箱,排线箱的正面设置有过线组件,过线组件包括主过线轮和过线轮组,过线轮组包括主过线轮、过线轮一、过线轮二和过线轮四。
7、优选的,所述排线箱的正面内壁安装有微调放线电机,微调放线电机的输出端贯穿排线箱的正面安装有主过线轮,排线箱的正面左侧安装有夹线安装板,夹线安装板的正面安装有气缸连接块,气缸连接块的正面连接有导线张力气缸,排线箱的背面安装有第二比例阀,且第二比例阀与导线张力气缸连接,导线张力气缸的输出端安装有绕线摆杆,绕线摆杆的一端安装有过线轮二;
8、排线箱的右侧设置有导线压扁机构,且导线压扁机构用于将经过的导线压扁。
9、优选的,所述铜箔送料机构包括固定送箔棍,铜箔送料机构位于端圈送料机构的上方,主体框架的内侧设置有铜箔送料电机,且铜箔送料电机的输出端与固定送箔棍连接,主体框架的顶部对称贯穿安装有铜箔第二压紧气缸,铜箔第二压紧气缸的输出端安装有动棍连接块,动棍连接块的内侧活动连接有动送箔棍;
10、主体框架的顶杆底部安装有切断压紧气缸,且切断压紧气缸位于第二直线导轨的上方,切断压紧气缸的输出端安装有压紧块;
11、主体框架的内侧安装有切箔组件,且切箔组件用于切断铜箔,切箔组件包括切箔丝杆、切箔电机和切箔刀,主体框架的竖杆内侧设置有切箔丝杆,主体框架的外表面设置有切箔电机,且切箔电机的输出端与切箔丝杆连接,切箔丝杆的外侧安装有切箔刀;
12、主体框架的侧横梁架的一侧外表面对称设置有转动安装板,两组转动安装板的内侧壁面安装有转动板,两组转动板的内侧活动安装有铜箔压辊,其中一组转动板的靠外侧壁面安装有铜箔压紧电机,且铜箔压紧电机的输出端与铜箔压辊连接;
13、主体框架的侧横梁的一侧外表面对称安装有定轴安装板,且定轴安装板位于转动安装板的下方,定轴安装板的内侧壁面活动安装有铜箔出料定棍。
14、优选的,所述主体框架的侧横梁的外表面活动安装有线圈压滚机构,且线圈压滚机构位于定轴安装板的下方,主体框架的底端侧横梁的壁面安装有线圈压紧气缸,且线圈压紧气缸的输出端与线圈压滚机构连接,主体框架的两侧横梁设置有第一过纸棍和第二过纸棍。
15、优选的,所述端圈送料机构包括第二直线导轨、端圈移动板、绝缘纸盘和通线轮,端圈送料机构位于主绕卷机构的右前方,主体框架的顶部安装有第二直线导轨,第二直线导轨的导轨内滑动安装有端圈移动板,端圈移动板的内部对称设置有绝缘纸盘,端圈移动板的底部一端安装有通线轮。
16、优选的,所述夹线安装板的正面安装有夹线定轮,且夹线定轮位于气缸连接块的上左侧,夹线安装板的背面安装有夹线气缸,夹线气缸的输出端安装有夹线动轮,夹线安装板的左侧连接有摆动过线板,摆动过线板的背面安装有第二把手,摆动过线板的正面安装有压块。
17、优选的,所述排纸机构包括排纸移动丝杆、排纸移动导轨和排纸移动电机,主体框架的底端横梁内侧设置有排纸移动丝杆和排纸移动导轨,且排纸移动导轨位于排纸移动丝杆的一侧,主体框架的底端横梁的顶部设置有排纸移动电机,且排纸移动电机的输出端与排纸移动丝杆连接;
18、排纸移动丝杆的外表面和排纸移动导轨的内部滑动连接有排纸箱,排纸箱的正面设置有过纸组件,过纸组件包括过纸动滚和定滚组,定滚组包括过纸定滚一、过纸定滚二、过纸定滚三和过纸定滚四,过纸组件用于对绝缘纸进行传递;
19、排纸箱的正面右侧设置有手动张紧轴,手动张紧轴的外表面设置有绝缘纸托盘,排纸箱的正面内壁安装有放纸电机,且放纸电机的输出端与手动张紧轴连接,排纸箱的正面安装有绝缘纸张力气缸,且绝缘纸张力气缸位于绝缘纸托盘的后上方,排纸箱的正面安装有摆动杆,且摆动杆位于绝缘纸托盘的左侧,绝缘纸张力气缸的输出端与摆动杆的一端连接,摆动杆的外表面安装有过纸动滚,排纸箱的正面安装有测距传感器,且测距传感器位于摆动杆的左侧;
20、排纸箱的正面内壁安装有第一比例阀和气罐,且第一比例阀和气罐位于放纸电机的一侧,第一比例阀和气罐与绝缘纸张力气缸连接;
21、排纸箱的正面左侧顶端设置有送纸升降机构,排纸箱的正面左侧顶端对称设置有升降直线导轨,且升降直线导轨位于升降丝杆的外侧,排纸箱的正面内壁安装有送纸升降电机,送纸升降电机的输出端连接有升降丝杆,升降直线导轨的内部和升降丝杆的外侧滑动安装有送纸升降机构,送纸升降机构的正面安装有压纸气缸;
22、排线箱的正面安装有绕线轮安装板,绕线轮安装板的正面安装有第一把手,绕线轮安装板的正面底端安装有过线轮三。
23、优选的,一种低压高压线圈自动化恒张力绕线设备的使用方法,包括如下步骤:
24、s1、主绕卷机构通过驱动绕制主轴旋转带动铜箔及绝缘纸绕卷及端圈,实现低压线圈绕制;
25、s2、铜箔送料机构辅助铜箔送料,铜箔压辊和铜箔出料定棍将铜箔压紧,铜箔送料电机可向前送料,切断压紧气缸下压将铜箔压紧后,切箔电机可驱动切箔刀,切断铜箔;
26、s3、手动推动端圈移动板可以调节端圈卷绕位置,经过过线轮组后同步绕制端圈;
27、s4、绝缘纸从张力放卷机构送出后经过排纸箱送至绕卷主轴,整张绝缘纸与端圈及铜箔同步绕制;
28、s5、铜牌焊接机构可在气缸压紧铜牌后,通过丝杆控制焊接枪,自动焊接低压线圈的铜牌;
29、s6、通过主绕卷机构转动可带动导线及窄绝缘绕制,从而在已绕好的低压线圈上继续绕制高压线圈。
30、与现有技术相比,本发明的有益效果是:
31、1、本发明可以实现在一台设备上对低压线圈和高压线圈的自动化绕制,该低压高压线圈自动化恒张力绕线设备的绕卷方式是整张绝缘纸与端圈及铜箔同步绕制,从而实现低压线圈绕制;绕制高压线圈时,通过主绕卷机构转动可带动导线及窄绝缘绕制,从而能够在已绕好的低压线圈上继续绕制高压线圈。
32、2、本发明采用伺服控制铜箔放卷机构和导线放线的过程,在导线的放线过程中,通过将导线张力气缸的位置反馈至微调放线电机来进行pid控制,从而实现放线电机的放线线速度与主轴绕卷线速度同步,使得绕线摆杆趋于稳定,实现导线放线的恒张力绕制;在绝缘纸的放纸过程中,通过绝缘纸张力气缸的位置反馈微调放纸电机进行pid控制,实现放纸电机的放纸速度与主轴绕卷速度同步,使得摆动杆趋于稳定,实现恒张力绕制。
33、3、本发明通过将铜箔放卷机构及绝缘纸放卷机构集成到一起,将排纸机构和排线机构集成到一起,使得该绕线设备的结构紧凑,占地面积小。
34、4、本发明的低压高压线圈自动化恒张力绕线设备采用全伺服数控闭环控制,操作简单,自动化程度高,同时具备更高的绕制速度,上下料方便,无需低压线圈至高压绕线机的转运,大幅度提高了生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20241021/319448.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。