一种铰接部件冲孔装置的制作方法
- 国知局
- 2024-10-21 15:23:00
本发明涉及冲孔装置,具体的说是一种铰接部件冲孔装置。
背景技术:
1、在家电设备等许多产品中,常采用铰接部件实现不同机构间的铰接。一些铰接部件通常由安装板和固定在安装板一侧上端的两个挂耳组成,为了将铰接部件安装在某个机构上,常需在安装板上加工设置出多个安装孔以及一个开口较大的安装口,且在安装板下端设置有安装槽。目前的加工方式,一般是采用钻机在安装板上一个一个的钻出安装孔,然后在安装板上切割出安装口。这种加工方式的生产效率较低,且由于挂耳的阻碍,很难快速找准安装孔和安装口的的加工位置,易导致安装孔和安装口的成型精度较差,较难满足实际的生产需求。
技术实现思路
1、本发明的目的在于提供一种铰接部件冲孔装置,该铰接部件冲孔装置的安装板紧密嵌入定位槽内,可快速、准确地将铰接部件安装到待冲孔的工位上,且按压板下端设置有让位槽,在按压板按压安装板上端时不会挤压挂耳,可在液压机的一个冲程内通过冲口刀和冲孔刀在安装板上分别冲出安装口和安装孔,且按压板便于将冲口刀和冲孔刀在安装口和安装孔内拔出,生产效率高,成型精度高,使用效果好。
2、为实现上述目的,本发明采用以下技术方案:
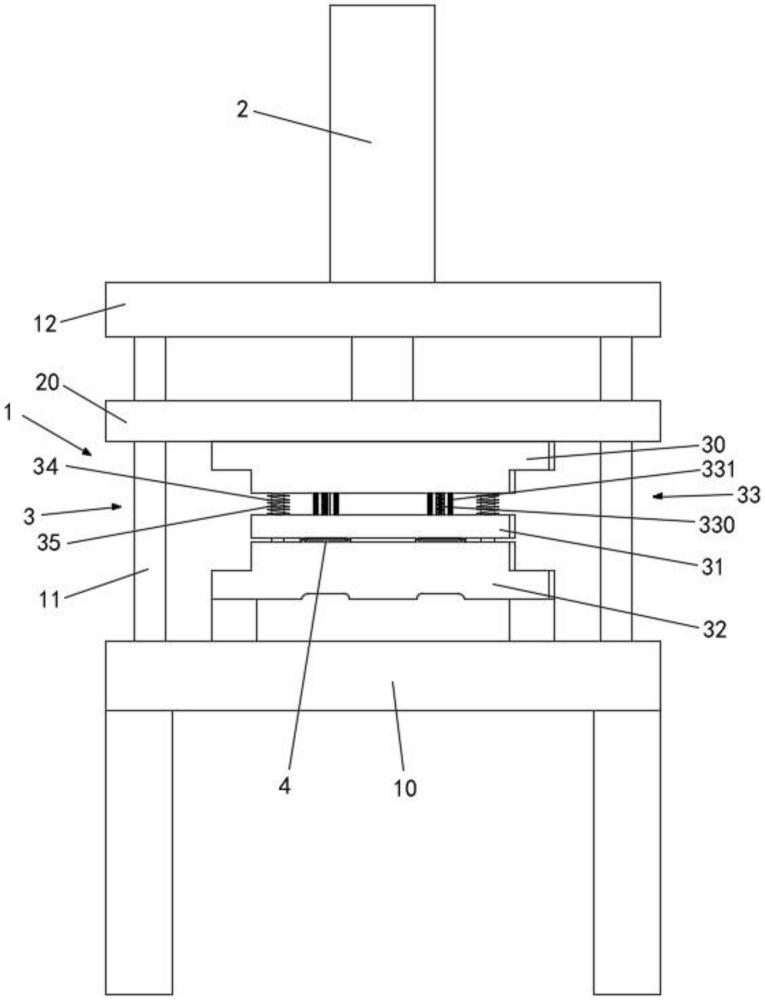
3、一种铰接部件冲孔装置,包括机架、液压机和模具组;所述机架包括工作台、多个支撑杆和支撑板;所述支撑板位于工作台上方,支撑杆下端与工作台固定连接,支撑杆上端与支撑板固定连接;所述液压机上端与支撑板固定连接,液压机的伸缩杆上固定有升降板;所述模具组包括冲压板、按压板、底座板和若干个冲刀组;所述冲压板上端与升降板固定连接;所述按压板上端固定有多个按压弹簧,按压弹簧上端与冲压板固定连接;所述底座板两端分别通过支撑块固定于工作台上端;所述底座板上端设置有定位槽,铰接部件的安装板紧密嵌入定位槽内;所述按压板下端与铰接部件的挂耳对应的地方设置有让位槽;所述冲刀组包括冲口刀和多个冲孔刀;所述冲口刀和冲孔刀上端分别与冲压板固定连接;所述冲口刀和冲孔刀对应的按压板上设置有让位孔,冲口刀和冲孔刀对应的底座板上设置有排渣孔,通过液压机驱动冲口刀和冲孔刀下降在安装板上分别冲出安装口和安装孔。
4、进一步的,所述冲口刀的下端高度小于冲孔刀的下端高度,且冲口刀的下端与冲孔刀的下端的高度差大于安装板的厚度。
5、进一步的,所述定位槽内的底座板上固定有定位块;所述定位块从下到上紧密嵌入安装板下端的安装槽内。
6、进一步的,所述升降板滑动套设于支撑杆外。
7、进一步的,所述冲压板下端固定有多个导向杆;所述按压板上设置有上导向孔,底座板上设置有下导向孔;所述导向杆下端穿设于上导向孔和下导向孔。
8、进一步的,所述冲刀组的数量为两个,两个冲刀组分别设置于冲压板两侧。
9、进一步的,所述安装口的数量为一个,安装孔的数量为六个;所述安装孔分别设置于安装口两侧,同一侧的三个安装孔呈三角形分布。
10、采用上述技术方案后,本发明具有如下有益效果:
11、1、本发明一种铰接部件冲孔装置,安装板紧密嵌入定位槽内,可快速、准确地将铰接部件安装到待冲孔的工位上,且按压板下端设置有让位槽,在按压板按压安装板上端时不会挤压挂耳,可在液压机的一个冲程内通过冲口刀和冲孔刀在安装板上分别冲出安装口和安装孔,且按压板便于将冲口刀和冲孔刀在安装口和安装孔内拔出,生产效率高,成型精度高,使用效果好。
12、2、本发明一种铰接部件冲孔装置,冲口刀的下端高度小于冲孔刀的下端高度,且冲口刀的下端与冲孔刀的下端的高度差大于安装板的厚度,可在冲口刀完成对安装口的成型后,再通过冲孔刀完成对安装孔的成型,实现分步、有序的冲孔成型操作,可有效减小液压机的负荷。
13、3、本发明一种铰接部件冲孔装置,定位块从下到上紧密嵌入安装板下端的安装槽内,不仅可通过定位块将安装板准确快速的安装在底座板上,还可通过定位块提高对安装板的支撑效果,防止安装槽边沿的安装板被压溃。
14、4、本发明一种铰接部件冲孔装置,升降板滑动套设于支撑杆外,可通过支撑杆对升降板的升降过程起到导向作用;冲压板下端固定有多个导向杆,且导向杆下端穿设于上导向孔和下导向孔,可通过导向杆对按压板的升降过程起到导向作用,能够有效提高安装口和安装孔的成型精度。
技术特征:1.一种铰接部件冲孔装置,其特征在于:包括机架(1)、液压机(2)和模具组(3);所述机架(1)包括工作台(10)、多个支撑杆(11)和支撑板(12);所述支撑板(12)位于工作台(10)上方,支撑杆(11)下端与工作台(10)固定连接,支撑杆(11)上端与支撑板(12)固定连接;所述液压机(2)上端与支撑板(12)固定连接,液压机(2)的伸缩杆上固定有升降板(20);所述模具组(3)包括冲压板(30)、按压板(31)、底座板(32)和若干个冲刀组(33);所述冲压板(30)上端与升降板(20)固定连接;所述按压板(31)上端固定有多个按压弹簧(34),按压弹簧(34)上端与冲压板(30)固定连接;所述底座板(32)两端分别通过支撑块固定于工作台(10)上端;所述底座板(32)上端设置有定位槽(320),铰接部件(4)的安装板(40)紧密嵌入定位槽(320)内;所述按压板(31)下端与铰接部件(4)的挂耳(41)对应的地方设置有让位槽(310);所述冲刀组(33)包括冲口刀(330)和多个冲孔刀(331);所述冲口刀(330)和冲孔刀(331)上端分别与冲压板(30)固定连接;所述冲口刀(330)和冲孔刀(331)对应的按压板(31)上设置有让位孔(311),冲口刀(330)和冲孔刀(331)对应的底座板(32)上设置有排渣孔(321),通过液压机(2)驱动冲口刀(330)和冲孔刀(331)下降在安装板(40)上分别冲出安装口(42)和安装孔(43)。
2.如权利要求1所述的一种铰接部件冲孔装置,其特征在于:所述冲口刀(330)的下端高度小于冲孔刀(331)的下端高度,且冲口刀(330)的下端与冲孔刀(331)的下端的高度差大于安装板(40)的厚度。
3.如权利要求1所述的一种铰接部件冲孔装置,其特征在于:所述定位槽(320)内的底座板(32)上固定有定位块(322);所述定位块(322)从下到上紧密嵌入安装板(40)下端的安装槽(44)内。
4.如权利要求1所述的一种铰接部件冲孔装置,其特征在于:所述升降板(20)滑动套设于支撑杆(11)外。
5.如权利要求1所述的一种铰接部件冲孔装置,其特征在于:所述冲压板(30)下端固定有多个导向杆(35);所述按压板(31)上设置有上导向孔(312),底座板(32)上设置有下导向孔(323);所述导向杆(35)下端穿设于上导向孔(312)和下导向孔(323)。
6.如权利要求1所述的一种铰接部件冲孔装置,其特征在于:所述冲刀组(33)的数量为两个,两个冲刀组(33)分别设置于冲压板(30)两侧。
7.如权利要求1所述的一种铰接部件冲孔装置,其特征在于:所述安装口(42)的数量为一个,安装孔(43)的数量为六个;所述安装孔(43)分别设置于安装口(42)两侧,同一侧的三个安装孔(43)呈三角形分布。
技术总结本发明公开了一种铰接部件冲孔装置,包括机架、液压机和模具组;所述机架包括工作台、支撑杆和支撑板;所述支撑杆下端与工作台固定连接,支撑杆上端与支撑板固定连接;所述液压机上端与支撑板固定连接,液压机的伸缩杆上固定有升降板;所述模具组包括冲压板、按压板、底座板和冲刀组;所述冲压板上端与升降板固定连接;所述按压板上端固定有按压弹簧,按压弹簧上端与冲压板固定连接;所述底座板固定于工作台上端;所述底座板上端设置有定位槽,铰接部件的安装板嵌入定位槽内;所述按压板下端设置有让位槽;所述冲刀组包括冲口刀和冲孔刀;所述冲口刀和冲孔刀上端分别与冲压板固定连接;所述按压板上设置有让位孔,底座板上设置有排渣孔。技术研发人员:欧志兵,龚国辉,补鸿飞,叶荣华受保护的技术使用者:福建鸿源集团物资再生利用有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/321377.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表