一种电极板自动上料焊接设备的制作方法
- 国知局
- 2024-11-06 14:31:22
本发明涉及一种焊接设备,具体地说是一种电极板自动上料焊接设备。
背景技术:
1、氢能源的发展在一步一步完善中,到目前为止,大规模生产氢的方式还是传统的电解质水,电极板电极板是必不可少的部件,电极板由外极框,乳突板组成。市面上对于电极板的焊接主要是以人工焊接为主,上料方式自然也是人工,条件好的会使用吊臂上料;由于电极板比较大,重量也大,人工上料效率低,不安全,并且定位精度差;吊臂上料相比较人工上料,效率提高不少,但是缺点也很明显:在吊装过程中,电极板会晃动,也是有安全隐患,定位精度也差。对于吊臂上料的进一步优化是在吊臂上面装上手动磁铁,这样上料的时候就比较稳定,但是却不好控制磁力,当几个产品重叠在一起的时候,磁力大会将下面的产品吸附在一起,磁力小一点,就可能在上料的过程中掉落,同样是存在安全隐患。
技术实现思路
1、为了解决上述的技术问题,本发明提供了一种电极板自动上料焊接设备。
2、为了解决上述技术问题,本发明采取以下技术方案:
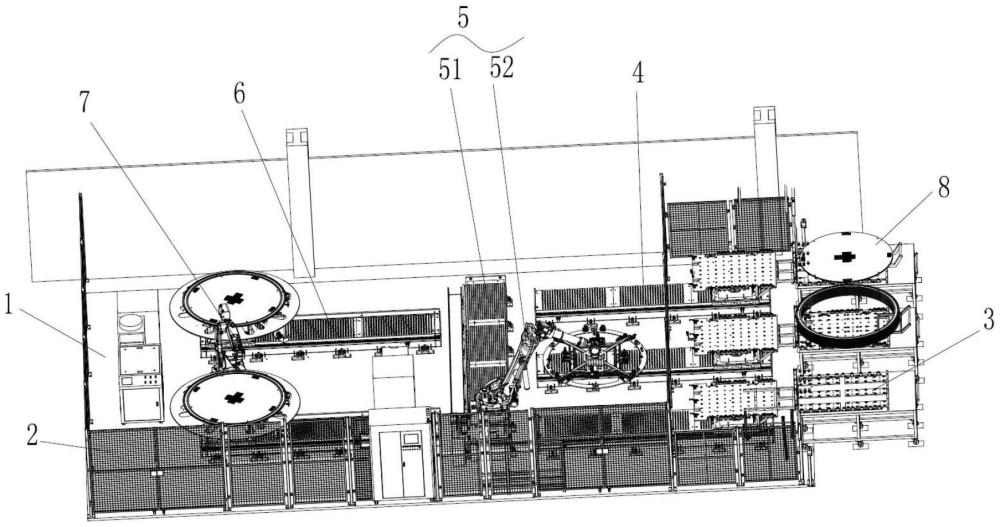
3、一种电极板自动上料焊接设备,包括加工室,所述加工室内依次按序设置有上料装置、送料装置、搬运装置、转移装置和焊接装置,电极板放置在上料装置后,推送到送料装置,经送料装置输送到搬运装置区域,搬动装置从送料装置上将电极板夹取并转移放置到转移装置上,转移装置将电极板输送到焊接装置区域,通过焊接装置对电极板进行焊接。
4、作为进一步地,所述上料装置包括车架、对接板和导向架,对接板通过转轴铰接安装在车架一侧,导向架与车架连接且位于对接板一侧,车架底面设有车轮,车架上表面设有万向球,车架上表面的两侧设有侧边滚轮,车架上放置有用于承载电极板的载具,所述载具包括载板,载板上设有承放架,该承放架用于放置电极板。
5、作为进一步地,所述导向架包括水平直杆,该水平直杆一端与车架连接,水平直杆底面装有斜杆,斜杆通过竖直杆与水平直杆连接,斜杆、水平直杆和竖直杆之间形成三角形结构。
6、作为进一步地,所述送料装置包括送料支撑台、送料地轨、送料电机和送料滑台,送料滑台上设有载具夹装组件,送料地轨装在送料支撑台上,送料地轨上活动装有滑块,送料滑台底面与滑块连接,滑块连接有安装板,送料电机装在安装板上,送料支撑台一侧设有齿轮带,送料电机的驱动轴上安装有主齿轮,主齿轮与齿轮带啮合连接,安装板上设有来料感应器。
7、作为进一步地,所述载具夹装组件包括夹装板,夹装板的侧边设有定位滚轮和拉扣,夹装板的表面装设有万向滚轮,拉扣具有转动扣杆,用于扣合载具。
8、作为进一步地,所述搬运装置包括搬运基座和搬运机械手,搬运基座上设有移动模组,搬运机械手装在移动模组上,搬运基座与送料装置垂直方向排布,搬动机械手上装设有用于夹取电极板的夹取机构。
9、作为进一步地,所述夹取机构包括夹取外框架和夹取内框架,夹取外框架和夹取内框架通过连接杆连接,夹取内框架上设有电永磁铁气缸,电永磁铁气缸的驱动杆装接有固定块,固定块上设有电永磁铁,夹取外框架上设有定位气缸、抓取气缸、上料感应器和外磁铁,定位气缸从上往下伸出,外磁铁向下伸至夹取外框架下方,抓取气缸的驱动杆装设有抓取块,抓取气缸水平设置,抓取气缸带动抓取块水平伸出和缩回。
10、作为进一步地,所述转移装置包括转移支撑座、转移电机、转移地轨和转移台,转移地轨装在转移支撑座上,转移地轨上设有转移滑块,转移台底面装在转移滑块上,转移滑块连接有转移板,转移电机装在转移板上,转移支撑座一侧设有转移齿轮带,转移电机的驱动轴上装有转移齿轮,转移齿轮与转移齿轮带啮合连接。
11、作为进一步地,所述转移台内设有旋转电机旋转电机的驱动轴连接有支撑板,支撑板上设有顶升气缸,顶升气缸的驱动杆上设有承载块,承载块上设有仿形定位板。
12、作为进一步地,所述工作室的外围设有护栏。
13、与现有技术相比,本发明具有以下有益技术效果:
14、1.使用了全自动的操作流程,使用了目前机械领域的先进技术。地轨,变位机,搬运机械手工位,电永磁铁,自动上料,减少了人工,提高了生产效率。
15、2.搬运机械手上面的电永磁铁,抓取气缸保证在断电的时候,能够保持一段时间的磁力以及抓取力,防止产品掉落,砸坏机械以及伤害操作人员。
16、3.使用若干的万向球以及滚轮,减少摩擦力,又有着导向作用,对电极板起到保护作用。
技术特征:1.一种电极板自动上料焊接设备,包括加工室,其特征在于,所述加工室内依次按序设置有上料装置、送料装置、搬运装置、转移装置和焊接装置,电极板放置在上料装置后,推送到送料装置,经送料装置输送到搬运装置区域,搬动装置从送料装置上将电极板夹取并转移放置到转移装置上,转移装置将电极板输送到焊接装置区域,通过焊接装置对电极板进行焊接。
2.根据权利要求1所述的电极板自动上料焊接设备,其特征在于,所述上料装置包括车架、对接板和导向架,对接板通过转轴铰接安装在车架一侧,导向架与车架连接且位于对接板一侧,车架底面设有车轮,车架上表面设有万向球,车架上表面的两侧设有侧边滚轮,车架上放置有用于承载电极板的载具,所述载具包括载板,载板上设有承放架,该承放架用于放置电极板。
3.根据权利要求2所述的电极板自动上料焊接设备,其特征在于,所述导向架包括水平直杆,该水平直杆一端与车架连接,水平直杆底面装有斜杆,斜杆通过竖直杆与水平直杆连接,斜杆、水平直杆和竖直杆之间形成三角形结构。
4.根据权利要求2所述的电极板自动上料焊接设备,其特征在于,所述送料装置包括送料支撑台、送料地轨、送料电机和送料滑台,送料滑台上设有载具夹装组件,送料地轨装在送料支撑台上,送料地轨上活动装有滑块,送料滑台底面与滑块连接,滑块连接有安装板,送料电机装在安装板上,送料支撑台一侧设有齿轮带,送料电机的驱动轴上安装有主齿轮,主齿轮与齿轮带啮合连接,安装板上设有来料感应器。
5.根据权利要求4所述的电极板自动上料焊接设备,其特征在于,所述载具夹装组件包括夹装板,夹装板的侧边设有定位滚轮和拉扣,夹装板的表面装设有万向滚轮,拉扣具有转动扣杆,用于扣合载具。
6.根据权利要求1所述的电极板自动上料焊接设备,其特征在于,所述搬运装置包括搬运基座和搬运机械手,搬运基座上设有移动模组,搬运机械手装在移动模组上,搬运基座与送料装置垂直方向排布,搬动机械手上装设有用于夹取电极板的夹取机构。
7.根据权利要求6所述的电极板自动上料焊接设备,其特征在于,所述夹取机构包括夹取外框架和夹取内框架,夹取外框架和夹取内框架通过连接杆连接,夹取内框架上设有电永磁铁气缸,电永磁铁气缸的驱动杆装接有固定块,固定块上设有电永磁铁,夹取外框架上设有定位气缸、抓取气缸、上料感应器和外磁铁,定位气缸从上往下伸出,外磁铁向下伸至夹取外框架下方,抓取气缸的驱动杆装设有抓取块,抓取气缸水平设置,抓取气缸带动抓取块水平伸出和缩回。
8.根据权利要求1所述的电极板自动上料焊接设备,其特征在于,所述转移装置包括转移支撑座、转移电机、转移地轨和转移台,转移地轨装在转移支撑座上,转移地轨上设有转移滑块,转移台底面装在转移滑块上,转移滑块连接有转移板,转移电机装在转移板上,转移支撑座一侧设有转移齿轮带,转移电机的驱动轴上装有转移齿轮,转移齿轮与转移齿轮带啮合连接。
9.根据权利要求8所述的电极板自动上料焊接设备,其特征在于,所述转移台内设有旋转电机旋转电机的驱动轴连接有支撑板,支撑板上设有顶升气缸,顶升气缸的驱动杆上设有承载块,承载块上设有仿形定位板。
10.根据权利要求1所述的电极板自动上料焊接设备,其特征在于,所述工作室的外围设有护栏。
技术总结本发明公开了一种电极板自动上料焊接设备,包括加工室,所述加工室内依次按序设置有上料装置、送料装置、搬运装置、转移装置和焊接装置,电极板放置在上料装置后,推送到送料装置,经送料装置输送到搬运装置区域,搬动装置从送料装置上将电极板夹取并转移放置到转移装置上,转移装置将电极板输送到焊接装置区域,通过焊接装置对电极板进行焊接。本发明自动化上料和焊接,减少了人工,提高了生产效率。技术研发人员:朱俊杰,陈勇,黄燕,卢志航受保护的技术使用者:铭镭激光智能装备(河源)有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/322599.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表