一种提高薄规格带钢轧制稳定性的方法与流程
- 国知局
- 2024-11-06 14:33:52
本发明涉及带钢生产方法领域,具体是一种提高薄规格带钢轧制稳定性的方法。
背景技术:
1、当前从热轧带钢的市场需求和生产现状看,高强轻量、以热代冷已经成为市场生产的总体趋势,此类钢种由于厚度薄、强度高,故轧制难度高,中废比例大,尤其是在精轧机穿带,秒流量建立的过程更易出现轧制中废情况。
2、此时如果轧制秒流量计算不准确会使得活套角度距设定角度出现偏差,实际活套起高套或者不起套,活套驱动力无法及时建立,机架间活套未顶住带钢出现轧破,辊印或轧制中废情况,会造成产线故障停机等情况。如果由于辊印等缺陷更换精轧机工作辊,还会对后续开轧造成脱单或板形返修影响。
3、热轧高强薄规格轧制包括带钢穿带过程、轧制过程中、抛尾过程。其中穿带过程是带钢秒流量建立过程,此过程是轧制稳定的重要一环。轧制过程中秒流量计算准确,活套起套后及时张紧带钢,轧制稳定。
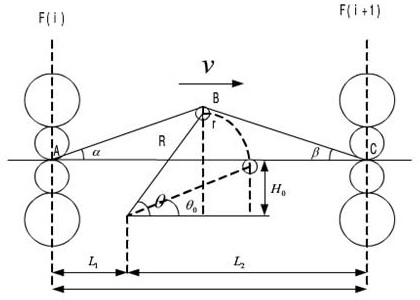
4、以涟钢2250常规热连轧机的配套l2模型为例,由于没有足够的高强薄规格过渡材或高强薄规格带钢轧制数据少,在轧制时经常出现秒流量计算不准确的情况,lp5,lp6会在穿带时起套角度超过35°。由于起套角度高,活套驱动力无法快速建立,在轧制速度较快的情况下就会出现跑偏轧破,造成轧制中废或者辊印降等等问题,降低了轧制效率,造成成本损失。
5、因此,在确保不影响热轧生产的情况下,控制薄规格(厚度小于2.0mm)的头部穿带稳定是满足薄规格高强钢稳定高效生产的必须解决的难题。
技术实现思路
1、本发明要解决的技术问题是由于活套驱动力无法及时建立导致的高强度头部轧破或中废情况。
2、为解决上述问题,本发明采取的技术方案包括如下步骤:
3、步骤一,控制机架间活套起套角度的关键在于机架间秒流量计算的准确性,在起套时,如果机架间秒流量设定准确,那么活套会迅速达到预设活套角度,在活套张力环和角度环的共同作用下迅速调整活套,进入稳态升速阶段;
4、步骤二,轧制规格较少的高强薄规格会出现轧制力计算不准确从而起套角度异常,活套驱动力无法及时建立,带钢出现跑偏轧破,此时通过减少机架间秒流量,降低活套穿带建张的活套角度,使得活套起低套,利用活套的自调节将活套角度缓慢提升至正常轧制角度,进入稳态控制阶段,避免穿带过程活套角度高,活套驱动力不足造成的精轧出口跑偏轧破。
5、步骤三,通过调整降低精轧f4-f7单机架速度,减少机架间秒流量,控制起套角度。
6、进一步地,通过活套自适应调整活套角度,在张力环和角度环的作用下保证活套角度稳定,并进入稳态轧制。
7、采用上述结构本发明取得的有益效果如下:本发明利用现有2250常规热连轧机的工艺设备特点,通过提前调整机架间秒流量,保证穿带过程活套的驱动力,保证活套计算张力达到预设值,有效减少精轧机架间跑偏,减少机架间的跑偏轧破情况,保证了高强薄规格的高效稳定生产,提高了公司的效益和市场占有率。
技术特征:1.一种提高薄规格带钢轧制稳定性的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种提高薄规格带钢轧制稳定性的方法,其特征在于:通过活套自适应调整活套角度,在张力环和角度环的作用下保证活套角度稳定,并进入稳态轧制。
技术总结本发明公开了一种提高薄规格带钢轧制稳定性的方法,包括如下步骤,步骤一,控制机架间活套起套角度的关键在于机架间秒流量计算的准确性,在起套时,如果机架间秒流量设定准确,那么活套会迅速达到预设活套角度,在活套张力环和角度环的共同作用下迅速调整活套,进入稳态升速阶段。本发明涉及带钢生产方法领域,具体是指一种提高薄规格带钢轧制稳定性的方法。技术研发人员:马志伟,梁亮,郭德福,王学强,肖书伟,黄瑞坤,朱林康,王凯,刘玉坤,张世福,齐玉岭,易文受保护的技术使用者:湖南华菱涟源钢铁有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/322858.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表