一种印刷优良双面涂布餐盘用原纸的制备方法与流程
- 国知局
- 2024-11-06 14:47:54
本发明属于造纸,尤其涉及一种印刷优良双面涂布餐盘用原纸的制备方法。
背景技术:
1、
2、随着社会的发展及人民日生活水平的日益提高,目前非涂布原纸的性能已不能充分满足消费者的需求。cn108867179a公开了一种环保型涂布装饰原纸及其制备方法,以阔叶木浆、针叶木浆作为浆料,加入二氧化钛进行纸页抄造,再采用改性苯丙乳液和丁苯乳液相结合的涂布方法,先用40%的苯丙乳液,再用60%的丁苯乳液,进行涂布、干燥和压光,所得装饰原纸同时具有优良的吸收性和印刷适性。但其很难满足市场对高白度、低吸水值、高挺度、印刷精美的餐盘用纸的需求。
3、综上所述,提供一种印刷优良、涂布食品级和高挺度的双面涂布餐盘用原纸的制备方法,是本领域技术人员亟需解决的问题。
技术实现思路
1、本发明的目的在于提供一种印刷优良双面涂布餐盘用原纸的制备方法,所得餐盘用原纸印刷后外观更细腻、图案更清晰、更精美大方,且具有高白度、低吸水值、高耐折度、高松厚度、涂布食品级和无荧光等优点。
2、为达到此发明目的,本发明采用以下技术方案:
3、本发明提供了一种印刷优良双面涂布餐盘用原纸的制备方法,所述餐盘用原纸包括原纸层以及分别涂覆于所述原纸层的上表面和下表面的面涂布层和背涂布层;所述面涂布层包括从上至下层叠设置的面涂层、芯涂层和预涂层;
4、所述餐盘用原纸的克重≤270g/m2,例如可以是268g/m2、265g/m2、263g/m2、260g/m2、258g/m2、255g/m2、253g/m2、250g/m2、248g/m2或245g/m2等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用;
5、所述制备方法包括:分别对面层、芯层、底层进行配浆,经流送上浆,然后三层浆料分别经网部成型后复合一起,随后依次经压榨、第一干燥、施胶、涂布、第二干燥、压光、卷取和复卷;
6、所述涂布包括分别独立地进行的正面涂布和背面涂布;
7、所述正面涂布包括依次进行的预涂布、芯涂布和面涂布;
8、所述预涂布的刮刀压力为160-170kpa,例如可以是161kpa、162kpa、163kpa、164kpa、165kpa、166kpa、167kpa、168kpa或169kpa等,所述芯涂布的刮刀压力为158-165kpa,例如可以是159kpa、160kpa、161kpa、162kpa、163kpa或164kpa等,所述面涂布的刮刀压力为240-260kpa,例如可以是242kpa、245kpa、248kpa、250kpa、252kpa、255kpa或258kpa等,所述背面涂布的刮刀压力为150-160kpa,例如可以是151kpa、152kpa、153kpa、154kpa、155kpa、156kpa、157kpa、158kpa或159kpa等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
9、本发明提供的制备方法,通过对餐盘用原纸进行双面轻涂,使得原纸可双面印刷,且印刷后外观更细腻、图案更清晰、更精美大方;另外,通过对原纸层采用正面三道轻涂与背面一道轻涂相结合技术,提高了餐盘用原纸的平整度和白度;最后,通过控制预涂布、芯涂布、面涂布以及背面涂布的刮刀压力范围,有效提高正面涂布层的均匀性、平整度以及餐盘用原纸表面的光泽度。
10、作为本发明优选的技术方案,所述预涂布的角度为30-33°,例如可以是30.5°、31°、31.5°、32°、32.5°或32.8°等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
11、优选地,所述芯涂布的角度为30-33°,例如可以是30.5°、31°、31.5°、32°、32.5°或32.8°等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
12、优选地,所述面涂布的角度为22-26°,例如可以是22.5°、23°、23.5°、24°、24.5°、25°或25.5°等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
13、优选地,所述背面涂布的角度为31-34°,例如可以是31.5°、32°、32.5、33°、33.5°或33.8°等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
14、值得说明的是,通过将正面涂布与背面涂布时的角度控制在特定范围内,可以提高纸张涂布的均匀性、平滑度和光泽度,同时减少涂层缺陷的发生。
15、作为本发明优选的技术方案,所述面层、所述芯层和所述底层进行网部成型时,浆网速差为-5~0m/min,例如可以是-4.5m/min、-4m/min、-3.5m/min、-3m/min、-2.5m/min、-2m/min或-1m/min等,成纸纵横挺度比<2,例如可以是1.8、1.6、1.5、1.4、1.3、1.2或1等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
16、值得说明的是,对面层、芯层和底层进行网部成型过程中,控制浆网速差为-5~0m/min以及成纸纵横挺度比小于2,确保餐盘用原纸的翘曲小于5mm,提高了原纸的平整性和尺寸稳定性。
17、优选地,所述芯层的网部成型采用摇振装置进行。
18、优选地,所述摇振装置的振幅为18-22mm,例如可以是18.5mm、19mm、19.5mm、20mm、20.5mm、21mm或21.5mm等,振频为470-500rpm,例如可以是475rpm、480rpm、485rpm、490rpm、495rpm或498rpm等,振动指数为10000-12000sd,例如可以是10200sd、10500sd、10800sd、11000sd、11200sd、11500sd或11800sd等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
19、值得说明的是,对芯层采用摇振装置进行网部成型,并控制摇振装置的参数范围,不仅可以改善芯层纸面匀度,使得纸面平整性更好,外观更漂亮,还降低了纸张的粗糙度,纸张更具平整细腻的特性,更适用于外观精美印刷。
20、作为本发明优选的技术方案,所述压榨包括依次进行的第一靴式压榨和第二靴式压榨。
21、优选地,所述第一靴式压榨的压力760-800kn/m,例如可以是765kn/m、770kn/m、775kn/m、780kn/m、785kn/m、790kn/m或795kn/m等,脱水量为20-30%,例如可以是21%、22%、23%、24%、25%、26%、27%、28%或29%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
22、优选地,所述第二靴式压榨的压力820-860kn/m,例如可以是825kn/m、830kn/m、835kn/m、840kn/m、845kn/m、850kn/m或855kn/m等,脱水量为2-8%,例如可以是2.5%、3%、3.5%、4%、4.5%、5%、5.5%、6%或7%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
23、优选地,经所述压榨后的原纸干度为45-55%,例如可以是46%、47%、48%、49%、50%、51%、52%、53%或54%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
24、作为本发明优选的技术方案,所述预涂层与所述芯涂层按照重量份数计均包括:98-102份第一碳酸钙,10-15份胶乳,0.3-0.5份抗水剂,0.05-0.12份分散剂。
25、优选地,所述面涂层按照重量份数计包括:78-82份的第二碳酸钙,18-25份的瓷土,14-16份胶乳,0.55-0.65份抗水剂,0.05-0.12份分散剂。
26、优选地,所述背涂布层按照重量份数计包括:98-102份第一碳酸钙,8-12份胶乳,0.3-0.5份抗水剂,0.05-0.12份分散剂。
27、本发明通过调整涂布层的原料配方,采用不同粒径的碳酸钙进行涂布,因面涂层采用第二碳酸钙,其较细腻,有利于涂层表面光滑,平整度高;预涂层、芯涂层和背涂布层采用第一碳酸钙有利于填平纸面凹坑,有利于涂层表面光滑,平整度高,进而使得印刷效果优异;并在面涂层中添加一定量的瓷土,配合第二碳酸钙以改善餐盘用原纸的白度和遮盖性能,并提高的纸张不透明度和油墨吸收性能,使表面印刷图案清晰。
28、作为本发明优选的技术方案,所述第一碳酸钙的级数为60-68级,例如可以是61级、62级、63级、64级、65级、66级或67级等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
29、优选地,所述第二碳酸钙的级数为95-100级,例如可以是96级、97级、98级或99级等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
30、优选地,所述第一碳酸钙和所述第二碳酸钙的白度均≥94%iso,例如可以是94.5%iso、95%iso、95.5%iso、96%iso、96.5%iso、97%iso或98%iso等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
31、本发明中,涂布时采用94%iso白度以上的碳酸钙进行涂布,在不添加任何荧光添加剂的同时,也能够制得高白度、高亮度的纸张。
32、优选地,所述胶乳包括脱气苯丙胶乳。
33、作为本发明优选的技术方案,所述原纸层包括从上至下层叠设置的面层、芯层和底层。
34、优选地,所述面层的浆料按照质量百分比包括:43-47%nbkp浆(漂白硫酸盐针叶木浆),53-57%lbkp浆(漂白硫酸盐阔叶木浆)。
35、本发明中,所述面层的浆料中含有43-47%nbkp浆,例如可以是43.5%、44%、44.5%、45%、45.5%、46%或46.5%等,所述面层的浆料中含有53-57%lbkp浆,例如可以是53.5%、54%、54.5%、55%、55.5%、56%或56.5%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
36、优选地,所述芯层的浆料按照质量百分比包括:5-10%nbkp精磨浆,12-18%lbkp浆,75-80%bctmp浆(漂白针叶木化学热磨机械浆)。
37、本发明中,所述芯层的浆料中含有5-10%nbkp精磨浆,例如可以是5.5%、6%、6.5%、7%、7.5%、8%、8.5%、9%或9.5%等,所述芯层的浆料中含有12-18%lbkp浆,例如可以是12.5%、13%、13.5%、14%、14.5%、15%、15.5%、16%、16.5%、17%或17.5%等,所述芯层的浆料中含有75-80%bctmp浆,例如可以是75.5%、76%、76.5%、77%、78.5%、79%或79.5%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
38、优选地,所述底层的浆料按照质量百分比包括:43-47%nbkp浆,53-57%lbkp浆。
39、本发明中,所述底层的浆料中含有43-47%nbkp浆,例如可以是43.5%、44%、44.5%、45%、45.5%、46%或46.5%等,所述底层的浆料中含有53-57%lbkp浆,例如可以是53.5%、54%、54.5%、55%、55.5%、56%或56.5%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
40、值得说明的是,本发明通过调整原纸层的浆料配方,面层和底层采用高比例的nbkp浆,提高了纸张的整体耐折度,避免餐盘用原纸经压痕、模切、卷边等机械工序产生爆裂问题;另外,芯层通过使用特定的nbkp精磨浆并调控bctmp浆的占比,有效提高了面层与芯层,芯层与芯层以及芯层与底层之间的纤维结合力,避免产生纸张分层质量问题的出现。
41、作为本发明优选的技术方案,所述nbkp精磨浆的游离度为180-200csf,例如可以是182csf、185csf、187csf、190csf、192csf、195csf或198csf等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
42、本发明中,将nbkp精磨浆的游离度控制在180-200csf范围内,确保了芯层浆料的充分分丝帚化,有效增加了芯层细小纤维组分的比例,提高了芯层纤维与纤维之间的结合力,减少了餐盘用原纸在压痕印刷过程中容易发生分层的问题。
43、优选地,所述bctmp浆的松厚度为2.75-2.85cm3/g,例如可以是2.76cm3/g、2.77cm3/g、2.78cm3/g、2.79cm3/g、2.8cm3/g、2.81cm3/g、2.82cm3/g、2.83cm3/g或2.84cm3/g等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
44、优选地,所述bctmp浆的白度为72-76%iso,例如可以是72.5%iso、73%iso、73.5%iso、74%iso、74.5%iso、75%iso或74.5%iso等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
45、本发明中,通过自制高松厚度、高白度的bctmp浆,进而提高了制得的餐盘用原纸松厚度及白度满足要求。
46、作为本发明优选的技术方案,所述面层、所述芯层和所述底层的原料还均包括浆内施胶剂。
47、本发明中,所述浆内施胶剂的加入点为流送处。
48、优选地,所述浆内施胶剂包括松香胶和硫酸铝。
49、优选地,所述面层中,松香胶的用量为12-18kg/t,例如可以是12.5kg/t、13kg/t、13.5kg/t、14kg/t、14.5kg/t、15kg/t、15.5kg/t、16kg/t或17kg/t等,硫酸铝的用量为8-15kg/t,例如可以是8.5kg/t、9kg/t、9.5kg/t、10kg/t、11kg/t、12kg/t、13kg/t或14kg/t等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
50、优选地,所述芯层中,松香胶的用量为18-22kg/t,例如可以是18.5kg/t、19kg/t、19.5kg/t、20kg/t、20.5kg/t、21kg/t或21.5kg/t等,硫酸铝的用量为10-20kg/t,例如可以是11kg/t、12kg/t、14kg/t、15kg/t、16kg/t、17kg/t、18kg/t或19kg/t等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
51、优选地,所述底层中,松香胶的用量为12-18kg/t,例如可以是12.5kg/t、13kg/t、13.5kg/t、14kg/t、14.5kg/t、15kg/t、15.5kg/t、16kg/t或17kg/t等,硫酸铝的用量为8-15kg/t,例如可以是8.5kg/t、9kg/t、9.5kg/t、10kg/t、11kg/t、12kg/t、13kg/t或14kg/t等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
52、值得说明的是,通过在流送处加入浆内施胶剂,并调控各层松香胶及硫酸铝的加入量,确保纸张的低吸水值达到防油抗渗水性能。
53、作为本发明优选的技术方案,以270g/m2含量的餐盘用原纸计,所述面层的含量为32-36g/m2,所述芯层的含量为165-175g/m2,所述底层的含量为32-37g/m2,所述面涂布层的涂布量为24-29g/m2,所述背涂布层的涂布量为6-10g/m2。
54、本发明中,所述面涂布层的涂布量为24-29g/m2,例如可以是24.5g/m2、25g/m2、25.5g/m2、26g/m2、26.5g/m2、27g/m2、27.5g/m2、28g/m2或28.5g/m2等,所述背涂布层的涂布量为6-10g/m2,例如可以是6.5g/m2、7g/m2、7.5g/m2、8g/m2、8.5g/m2、9g/m2或9.5g/m2等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
55、值得说明的是,本发明将纸张正面的涂布量控制在24-29g/m2范围内,相比于常规涂布原纸的涂布量更低,进而提高了餐盘用原纸的松厚度和白度。
56、优选地,所述预涂层的涂布量为7-12g/m2,所述芯涂层的涂布量为6-9g/m2,所述面涂层的涂布量为7-12g/m2。
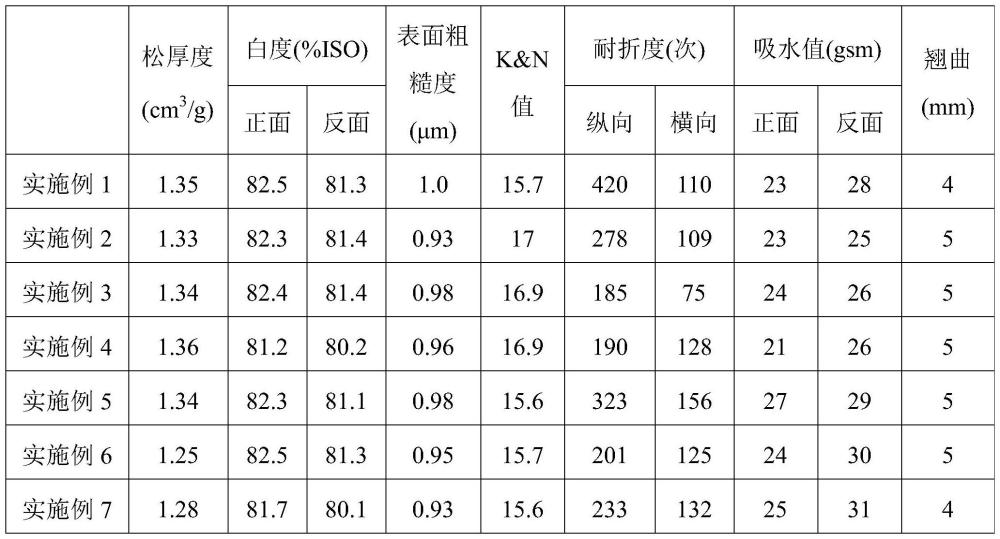
57、值得说明的是,本发明所得印刷优良双面涂布餐盘用原纸的正面白度≥82%iso,反面白度≥81%iso,粗糙度为0.8-1.0μm,原纸油墨的k&n值为12-17,横向耐折度cd≥60次,纵向耐折度md≥180次,原纸边渗透≤5mm,正面吸水值≤30gsm,反面吸水值≤30gsm,翘曲≤5mm且纸面检测无荧光点,所述印刷优良双面涂布餐盘用原纸具有印刷优良、高白度、低吸水值、高耐折度、高松厚度、涂布食品级、无荧光等优点,符合国家食品包装纸卫生标准。
58、相对于现有技术,本发明具有以下有益效果:
59、(1)本发明提供的制备方法,通过对餐盘用原纸进行双面轻涂,使得原纸可双面印刷,且印刷后外观更细腻、图案更清晰、更精美大方;并通过对原纸层采用正面三道轻涂与背面一道轻涂相结合技术,提高了餐盘用原纸的平整度和白度;最后,通过控制预涂布、芯涂布、面涂布以及背面涂布的刮刀压力、角度参数的数值范围,有效提高正面涂布层的均匀性、平整度以及餐盘用原纸表面的光泽度,同时减少涂层缺陷的发生;
60、(2)本发明提供的制备方法,芯层网部成型采用摇振技术,结合控制摇振工艺的参数以及面芯底层网部成型工艺的参数,改善了芯层纸面匀度,降低了餐盘用原纸的翘曲值,进而提高了纸张的尺寸稳定性和平整性,降低了纸张的表面粗糙度;
61、(3)本发明提供的制备方法,通过调整涂布层的原料配方,采用不同粒径的碳酸钙进行涂布,有利于涂层表面光滑,平整度高,进而使得印刷效果优异,并在面涂层中添加一定量的瓷土,配合第二碳酸钙以改善餐盘用原纸的白度和遮盖性能,并提高的纸张不透明度和油墨吸收性能,使表面印刷图案清晰;另外,结合调整原纸层的浆料配方,提高了纸张的整体耐折度和纸张各层间的结合力。
本文地址:https://www.jishuxx.com/zhuanli/20241106/324174.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表