一种真空热压制备SiC纤维增强铜合金基复合材料的方法
- 国知局
- 2024-11-06 14:47:58
本发明属于金属基复合材料,具体涉及一种利用真空热压制备sic纤维增强铜合金复合材料的方法。
背景技术:
1、铜合金材料由于具有优异的导电导热性、延展性、耐蚀性和价格低廉等优点被广泛应用于电子电力、航空航天、交通运输等领域。但随着科学技术的快速发展,现代工业要求铜合金材料在原有性能的基础上,拥有较好的力学性能,以满足各个高新技术领域的要求。
2、在铜合金中引入增强相形成铜合金基复合材料是提高铜合金性能的有效方法。目前,采用的增强相主要有sic颗粒、碳纳米管、sio2颗粒等。其中sic纤维是一种高性能陶瓷纤维,具有强度、刚度和模量高、密度低、热膨胀系数小、耐蚀性好等优点,已经成功应用于铝基、镍基、钛基等金属基复合材料中,能够显著增强材料的综合性能。但是到目前为止,sic纤维作为一种性能优异的增强相却很少应用于铜合金基复合材料中。主要原因有以下几个方面:铜合金与sic纤维的热膨胀系数不匹配,铜合金的热膨胀系数较大,而sic纤维的热膨胀系数较小,两者的热膨胀系数不匹配,可能会导致在高温下复合材料发生裂开等问题;铜合金与sic纤维间的化学反应,铜在高温环境下容易氧化,而sic纤维在硝酸等强氧化剂作用下会形成氧化sic颗粒,两者之间可能会发生不适当的化学反应;sic纤维与铜合金的界面黏结强度较低。sic纤维与铜合金之间界面间的黏结强度较低,容易在接口处出现裂开等问题。因此,sic纤维在铜合金基复合材料中的应用面临着一些技术难题。
技术实现思路
1、本发明的目的在于克服现有技术存在的缺陷,提供一种利用真空热压技术制备sic纤维增强铜合金复合材料的方法,通过真空热压法将sic纤维与铜合金结合,制备出sic纤维增强铜合金基复合材料,成功提高材料的力学性能,具有非常重要的理论意义和广阔的应用前景。
2、为了实现以上目的,本发明的技术方案之一为:一种利用真空热压技术制备sic纤维增强铜合金复合材料的方法,包括以下步骤:
3、(1)制备铸态铜合金,将铸态铜合金热轧成片状铜合金材料,再按需切割成数片片状铜合金材料;
4、(2)将数片片状铜合金材料中堆叠,相邻的两片片状铜合金材料之间平铺一层sic纤维,得到包含有sic纤维的多层片状铜合金材料;
5、(3)将步骤(2)中制得的包含有sic纤维的多层片状铜合金材料进行真空热压,得到sic纤维增强铜合金复合材料;
6、(4)将步骤(3)中的sic纤维增强铜合金复合材料进行退火热处理。
7、本发明的一个优选实施方案中,所述步骤(1)中的铸态铜合金按照重量百分比计其组分包括:铜57-73wt%,锌20-32wt%,铝4-8wt%,铁2-4wt%。
8、本发明的一个优选实施方案中,所述步骤(1)中热轧温度为850-950℃。
9、本发明的一个优选实施方案中,所述步骤(1)中热轧后片状铜合金材料厚度为0.5-1mm,切割的片数为2-5片。
10、本发明的一个优选实施方案中,所述步骤(2)中多层片状铜合金材料的层数为2-5层。
11、本发明的一个优选实施方案中,所述步骤(2)中sic纤维占多层片状铜合金材料重量的1-5wt%。
12、本发明的一个优选实施方案中,所述步骤(3)中真空热压温度为850-950℃,热压压力为20-60mpa,热压时间为1-6h,升温速率为5-10℃/min。
13、本发明的一个优选实施方案中,所述步骤(4)中退火热处理温度为850-950℃,退火热处理时间为24-48h。
14、为了实现以上目的,本发明的技术方案之二为:一种上述利用真空热压技术制备sic纤维增强铜合金复合材料的方法制得的sic纤维增强铜合金复合材料。
15、与现有技术相比,本发明具有如下有益效果:
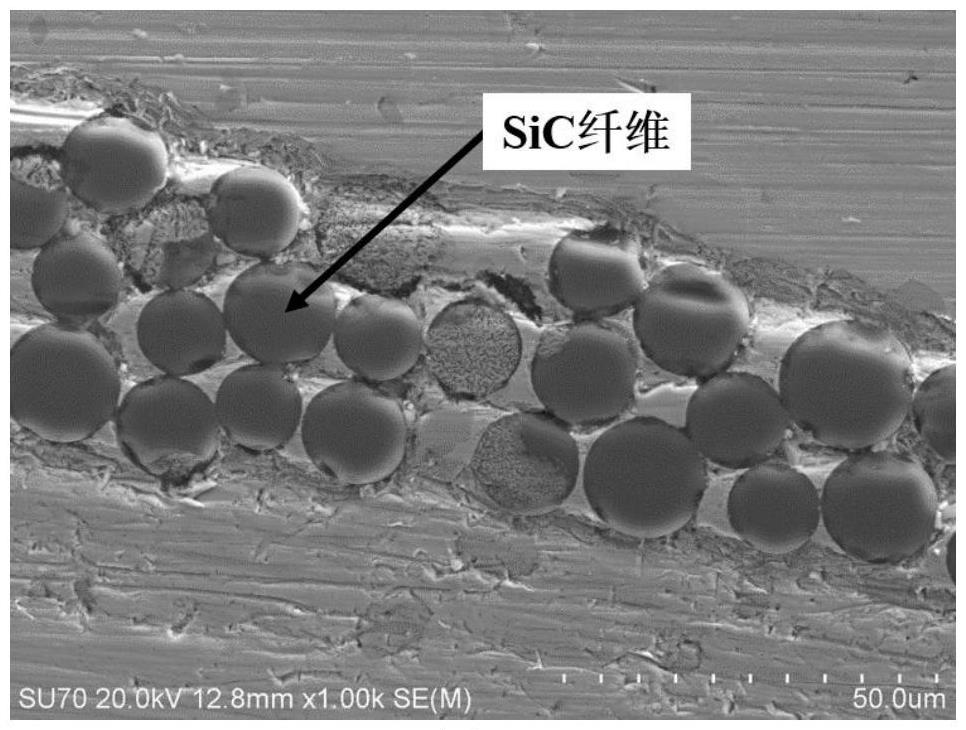
16、1、本发明成功将综合性能优良的sic纤维作为增强相引入铜合金材料中,sic纤维和铜合金基体结合良好;
17、2、本发明制得的sic纤维增强铜合金复合材料力学性能良好,并且工艺简单、成本低,具有广阔的应用前景。
技术特征:1.一种利用真空热压技术制备sic纤维增强铜合金复合材料的方法,其特征在于,包括以下步骤:
2.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,其特征在于,所述步骤(1)中的铸态铜合金按照重量百分比计其组分包括:铜57-73wt%,锌20-32wt%,铝4-8wt%,铁2-4wt%。
3.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(1)中热轧温度为850-950℃。
4.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(1)中热轧后片状铜合金材料厚度为0.5-1mm。
5.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(1)中切割的片数为2-5片。
6.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(2)中sic纤维占多层片状铜合金材料重量的1-5wt%。
7.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(2)中多层片状铜合金材料的层数为2-5层。
8.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(3)中真空热压温度为850-950℃,热压压力为20-60mpa,热压时间为1-6h,升温速率为5-10℃/min。
9.如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法,所述步骤(4)中退火热处理温度为850-950℃,退火热处理时间为24-48h。
10.一种如权利要求1所述的利用真空热压技术制备sic纤维增强铜合金复合材料的方法制得的sic纤维增强铜合金复合材料。
技术总结本发明属于金属基复合材料技术领域,具体公开了一种利用真空热压制备SiC纤维增强铜合金复合材料的方法,包括以下步骤:(1)制备铸态铜合金,将铸态铜合金热轧成片状铜合金材料,再按需切割成数片;(2)将数片片状铜合金材料中堆叠,相邻的两片片状铜合金材料之间平铺一层SiC纤维,得到包含有SiC纤维的多层片状铜合金材料;(3)将制得的包含有SiC纤维的多层片状铜合金材料进行真空热压,得到SiC纤维增强铜合金复合材料;(4)将SiC纤维增强铜合金复合材料进行退火热处理。本发明将综合性能优的SiC纤维作为增强相引入铜合金材料中,SiC纤维和铜合金基体结合良好;SiC纤维增强铜合金复合材料力学性能良好,并且工艺简单、成本低,具有广阔的应用前景。技术研发人员:杨水源,庄哲,陈耀锋,张锦彬,黄艺雄,王翠萍受保护的技术使用者:厦门大学技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/324182.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。