一种ASA合成材料挤压缓冲成型装置的制作方法
- 国知局
- 2024-11-12 13:44:08
本技术涉及asa合成材料加工,特别涉及一种asa合成材料挤压缓冲成型装置。
背景技术:
1、在asa合成材料加工中,需要将asa接枝聚合物与san树脂进行掺混,然后通过挤出机挤出成所需形状的型材。
2、为了便于对asa合成材料的储存和运输,一般将材料制备成颗粒状,制备所用的设备为挤压缓冲成型设备;现有的设备在使用中,由于asa合成材料颗粒挤出时的温度较高,颗粒状的材料之间若不进行及时降温,材料之间容易出现粘连,影响成型质量;现有的降温方式大多采用水冷,将循环水管与成型板连通,对成型板降温,以实现对颗粒状材料的降温,此种降温方式虽然可以快速的使材料降温,但降温后的材料硬度增加,又不便切刀对材料的切割。
3、因此,本申请提供了一种asa合成材料挤压缓冲成型装置来满足需求。
技术实现思路
1、本申请的目的在于提供一种asa合成材料挤压缓冲成型装置,旨在解决asa合成材料在挤压成型时,不便降温切割、收集的问题。
2、为实现上述目的,本申请提供如下技术方案:一种asa合成材料挤压缓冲成型装置,包括底箱和输送筒,所述底箱顶部通过支架连接有所述输送筒,所述输送筒为左侧通透的壳体,且所述输送筒内转动连接有绞龙,所述绞龙由输送电机驱动,所述输送筒上还套设有加热套;
3、所述输送筒右侧设有与内部连通的进料口,所述输送筒的左侧连接有用于挤压缓冲成型的成型板;所述支架上设有与所述成型板位置相对应的切刀,所述切刀用于对从所述成型板处挤出的合成材料切割造粒;通过在支架上设置切料电机,通过切料电机带动切刀转动,对成型板处挤出的合成材料进行切割,使材料切割成颗粒状,提高加工效率;
4、所述底箱的左侧还设有对合成材料的冷却组件和收集组件。
5、优选地,所述支架上安装有切料电机,所述切料电机与所述成型板位置相对应,所述切料电机的输出端与所述切刀连接,在底箱内设置风机,并配合收集组件,对颗粒状材料降温的同时,并对其进行收集,在伺服电机和凸轮的作用下,带动引导板转动,并使引导板与收集框碰撞,产生颠簸,将粘连在一起的颗粒状材料振散,便于对颗粒状材料的收集储存。
6、优选地,所述收集组件包括引导板和收集框,所述底箱为左侧通透的壳体,所述底箱的左侧还连接有延伸板,所述延伸板与所述引导板的左侧连接,所述引导板倾斜设置,且所述引导板的右侧位于所述底箱内部,所述底箱上还滑动连接有所述收集框,所述收集框的左侧与所述引导板位置相对应。
7、优选地,所述引导板的左侧与所述延伸板铰接,且二者之间设有扭簧,所述延伸板上通过电机座连接有伺服电机,所述伺服电机的输出端上连接有凸轮,在所述凸轮的作用下,驱动所述引导板围绕与所述延伸板铰接处转动。
8、优选地,所述冷却组件包括风机,所述风机安装在所述底箱的内部,且与所述引导板位置相对应。
9、综上,本实用新型的技术效果和优点:
10、本实用新型中,通过在支架上设置切料电机,通过切料电机带动切刀转动,对成型板处挤出的合成材料进行切割,使材料切割成颗粒状,提高加工效率;在底箱内设置风机,并配合收集组件,对颗粒状材料降温的同时,并对其进行收集,在伺服电机和凸轮的作用下,带动引导板转动,并使引导板与收集框碰撞,产生颠簸,将粘连在一起的颗粒状材料振散,便于对颗粒状材料的收集储存。
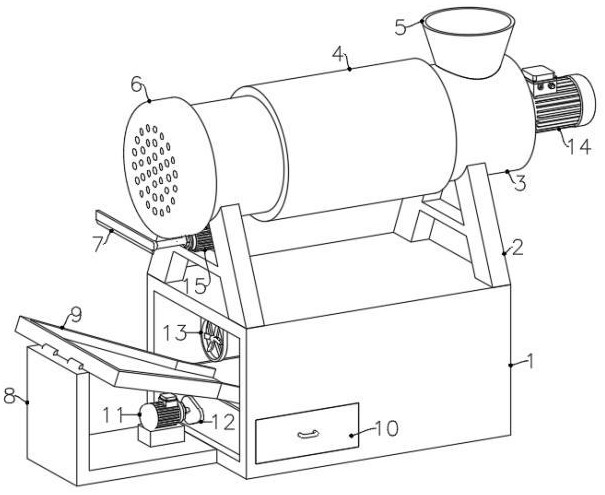
技术特征:1.一种asa合成材料挤压缓冲成型装置,其特征在于:包括底箱(1)和输送筒(3),所述底箱(1)顶部通过支架(2)连接有所述输送筒(3),所述输送筒(3)为左侧通透的壳体,且所述输送筒(3)内转动连接有绞龙,所述绞龙由输送电机(14)驱动,所述输送筒(3)上还套设有加热套(4);
2.根据权利要求1所述的一种asa合成材料挤压缓冲成型装置,其特征在于:所述支架(2)上安装有切料电机(15),所述切料电机(15)与所述成型板(6)位置相对应,所述切料电机(15)的输出端与所述切刀(7)连接。
3.根据权利要求1所述的一种asa合成材料挤压缓冲成型装置,其特征在于:所述收集组件包括引导板(9)和收集框(10),所述底箱(1)为左侧通透的壳体,所述底箱(1)的左侧还连接有延伸板(8),所述延伸板(8)与所述引导板(9)的左侧连接,所述引导板(9)倾斜设置,且所述引导板(9)的右侧位于所述底箱(1)内部,所述底箱(1)上还滑动连接有所述收集框(10),所述收集框(10)的左侧与所述引导板(9)位置相对应。
4.根据权利要求3所述的一种asa合成材料挤压缓冲成型装置,其特征在于:所述引导板(9)的左侧与所述延伸板(8)铰接,且二者之间设有扭簧,所述延伸板(8)上通过电机座连接有伺服电机(11),所述伺服电机(11)的输出端上连接有凸轮(12),在所述凸轮(12)的作用下,驱动所述引导板(9)围绕与所述延伸板(8)铰接处转动。
5.根据权利要求3所述的一种asa合成材料挤压缓冲成型装置,其特征在于:所述冷却组件包括风机(13),所述风机(13)安装在所述底箱(1)的内部,且与所述引导板(9)位置相对应。
技术总结本技术公开了一种ASA合成材料挤压缓冲成型装置,涉及ASA合成材料加工技术领域,旨在解决ASA合成材料在挤压成型时,不便降温切割、收集的问题。包括底箱和输送筒,底箱顶部通过支架连接有输送筒,且输送筒内转动连接有绞龙,绞龙由输送电机驱动,输送筒上还套设有加热套;输送筒右侧设有与内部连通的进料口,输送筒的左侧连接有用于挤压缓冲成型的成型板;支架上设有与成型板位置相对应的切刀,切刀用于对从成型板处挤出的合成材料切割造粒;通过在支架上设置切料电机,通过切料电机带动切刀转动,对成型板处挤出的合成材料进行切割,使材料切割成颗粒状,提高加工效率;底箱的左侧还设有对合成材料的冷却组件和收集组件。技术研发人员:吕振辉,吴旻受保护的技术使用者:新乡市创美科技股份有限公司技术研发日:20240930技术公布日:2024/11/7本文地址:https://www.jishuxx.com/zhuanli/20241112/325882.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表