一种瓦楞纸板智能生产线自动化控制系统的制作方法
- 国知局
- 2024-11-18 18:24:24
本发明涉及瓦楞纸板智能生产线,具体为一种瓦楞纸板智能生产线自动化控制系统。
背景技术:
1、瓦楞纸板是一个多层的黏合体,它最少由一层波浪形芯纸夹层(俗称“坑张”、“瓦楞纸”、“瓦楞芯纸”、“瓦楞纸芯”、“瓦楞原纸”)及一层纸板(又称“箱板纸”、“箱纸板”)构成,具有较高的机械强度,能抵受搬运过程中的碰撞和摔跌,瓦楞纸板的实际表现取决于三项因素:芯纸和纸板的特性及纸箱本身的结构。
2、瓦楞纸板生产线简称瓦线,是瓦楞纸箱生产企业的关键生产设备,瓦楞纸板生产线是纸箱包装企业中最重要的生产线设备,包括湿部设备、干部设备、生产管理系统等几个重要组成部分。
3、按瓦楞纸板生产工艺,瓦楞纸板生产线由湿部设备和干部设备两个相对独立的工艺段组成,其中湿部设备主要包括原纸托纸架、自动接纸机、预热预调器、单面瓦楞机、输纸天桥、涂胶机、双面机等,湿部设备将瓦楞原纸制成不同楞型组合的三、五、七层瓦楞纸板;干部设备主要包括轮转切断机、纵切压痕机、横切机、堆码机等,干部设备将瓦楞纸板按订单要求进行纵切压痕、横切和堆码。
4、瓦线就是瓦楞纸板生产线的简称,是卷筒原纸经过压制瓦楞,上胶,粘合定,分纸压线,横切成规格纸板,最后经堆码输出等工序构成的流水作业线。如单面瓦楞纸生产线通常由卷筒纸支架,单面瓦楞纸板成型机,旋转式剪纸机组组成,使用卷筒纸材料和薯类或玉米淀粉黏合剂,连续生产并剪切成所需规格的单面瓦楞纸板,生产的纸板不必再烘干或晒干,同时和胶水机或贴面机配合使用,可生产三层以上的瓦楞纸板。
5、瓦楞纸板智能生产线自动化控制系统用于对生产线进行自动化的控制,尤其是保证原纸的稳定性输送,实现瓦楞纸板生产线的持续性工作运行。
6、在申请公布号为cn114378894b的中国发明专利中,公开了瓦楞纸板智能化生产线,涉及瓦楞纸板生产技术领域,为解决现有瓦楞纸板生产是都是在最后进行总数统计,没有对比容易统计错,并且打孔后的残留物需要拆卸打孔柱进行清理,导致生产速度慢的问题。所述运输架的两端均设置有主动辊,所述主动辊的外部设置有运输带,所述运输带的上表面设置有存放盒,所述运输架的上端设置有打孔架,所述打孔架的一侧设置有检查架,所述检查架的内部设置有摄像头,所述检查架的内壁设置有红外移动传感器,所述打孔架的上端设置有气缸机构,所述气缸机构的一端设置有连接柱,所述连接柱的一端设置有打孔柱,所述打孔柱的内部设置有空腔,所述空腔的内部设置有下压座,所述下压座的上方设置有弹力绳。
7、但是结合现有技术和以上申请,现有技术中依旧存在有一些问题,比如,无法有效的实现对生产线进行智能化的控制,尤其是不能够对生产线的稳定性输送原纸进行控制调节,容易造成生产线中的原纸输送过程中,各个设备的运行速度差异,造成原纸断裂等问题。
8、为此,本发明提供了一种瓦楞纸板智能生产线自动化控制系统。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种瓦楞纸板智能生产线自动化控制系统,通过控制系统终端对每一个生产线的设备进行控制调节,且每一个设备均通过控制单元进行控制调节,保持每一个设备的稳定性运行,并且控制系统终端和控制单元之间通过通讯单元进行连接,便于实现将数据信息进行采集和传输,以及控制单元通过pid控制进行控制调节,即pid控制通过最后设备的运行速度比较判定前端设备的运行速度,通过速度判定,实现控制调节所有设备的运行速度,保持原纸的稳定性运输,并且通过处理单元对所有的采集数据进行分析处理,便于控制系统终端对生产线进行控制调节,从而解决了背景技术记载的技术问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
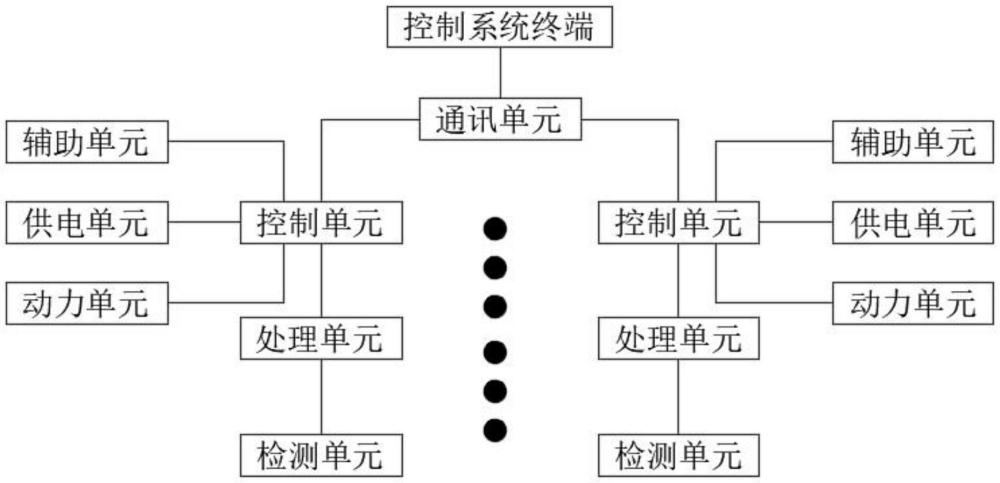
5、一种瓦楞纸板智能生产线自动化控制系统,控制系统终端、通讯单元和若干控制单元,若干所述控制单元分别用于控制生产线中的各个设备,所述控制系统终端通过所述通讯单元与若干个所述控制单元通讯连接;
6、所述控制单元上电性连接有处理单元,所述处理单元上电性连接有检测单元,所述检测单元用于对生产线中的各个设备进行检测,便于获取生产线中的各个设备的运行状态,并且根据运行状态进行控制调节,所述处理单元用于对所述检测单元采集的数据信息进行预处理,便于对生产线中的各个设备进行控制调节,所述控制单元上还电性连接有辅助单元、供电单元和动力单元;
7、所述控制单元包括有瓦楞机控制单元、预热机控制单元、双面机控制单元、接纸机控制单元、原纸架控制单元、纵切机控制单元和上胶机控制单元;
8、智能生产线的生产流程是通过原纸架进行放纸输送,预热机对原纸进行加热处理,使得原纸能够软化,瓦楞机用于对原纸进行加压形成瓦楞凹槽、接纸机用于对新旧原纸进行切割和连接,纵切机用于对原纸进行切割处理,上胶机用于处理后的瓦楞纸进行涂抹胶水,双面机用于面纸和瓦楞纸进行粘连,所述pid控制用于根据双面机的运行速度反向控制调节前面设备的运行速度,即双面机的运行速度即为比较速度阈值,前部设备的运行速度即为比较检测速度,将前部设备的运行速度与双面机的运行速度进行逐一比较,保持所有设备的运行速度相同。
9、进一步的,所述获取模块用于接收所述检测单元采集的数据信息,所述滤波模块用于对接收的数据信息进行滤除杂波,所述转换模块用于对采集的数据信息进行模数转换,所述清洗模块用于对采集数据信息中的异常数据信息进行清除,所述融合模块用于对采集的数据信息进行转换成相同格式,所述分析模块用于对监控摄像机采集的特征进行提取分析。
10、进一步的,所述滤波模块采用的是二阶iir低通滤波,所述二阶iir低通滤波的计算公式如下:
11、
12、y(n)为输出数据,xn为输入数据,a和b为滤波器的系数,n为滤波次数,k=0为本次处理的数据信息,k=1为下次处理的数据信息,n-k为数据信息的位置,通过所述二阶iir低通滤波用于实现对持续采集的数据信息进行滤波处理。
13、进一步的,所述清洗模块的计算公式如下,设定数据异常阈值,通过统计时间段内部的异常数据,并且根据异数据异常阈值进行比较,判定时间段内采集的数据信息是否可用;异常度yd的计算过程如下:
14、
15、其中,k2、k1为权重,0≤k1≤1,0≤k2≤1,且k1+k2=1,tyi为第i个异常数据,i=1,2,…n,n为异常数据的个数,tyavg为数据均值;
16、若异常度yd不超过数据异常阈值,对异常数据进行优化替换;若异常度yd超过数据异常阈值,则重新采集数据信息。
17、进一步的,所述异常数据的计算判定如下:
18、
19、且tyi为异常数据,k为设定参数,表示i值两端的数据信息之间的平均距离,并且i表示的是检测数据的位置,通过检测tyi两侧数据信息之间的距离,若则表示数据信息为正常数据,若则表示数据信息为异常数据;
20、所述异常数据的优化替换采用均值替换处理,即异常数据信息两侧的数据信息的平均值进行插入,且剔除数据信息两侧的数据信息是按照时间序列进行排列的数据信息,假设剔除的数据信息为xj,则两侧的数据信息分别为xj-1和xj+1,则平均值的计算如下:
21、
22、其中,即为需要插入到剔除数据信息位置的平均值,且为通过优化替换的数据信息两侧的数据信息求平均值得到。
23、进一步的,所述原纸架控制单元用于控制原纸架运行,所述原纸架控制单元上的检测单元中包括有监控摄像机、速度传感器和压力传感器,所述预热机控制单元上的检测单元中包括有温度传感器、监控摄像机、速度传感器和压力传感器,所述瓦楞机控制单元上的检测单元中包括有监控摄像机、速度传感器和压力传感器,所述上胶机控制单元上的检测单元中包括有监控摄像机、温度传感器、速度传感器和流量传感器,所述双面机控制单元上的检测单元中包括有监控摄像机、速度传感器和压力传感器,所述接纸机控制单元上的检测单元中包括有监控摄像机和速度传感器,所述纵切机控制单元上的检测单元中包括有压强传感器、速度传感器和监控摄像机。
24、进一步的,所述融合模块利用logistic回归分别对图像进行情感预测;
25、logistic回归的计算公式如下:
26、其中为logistic函数,g(x)=w0+w1x1+…+wnxn,其中,w为权值;
27、表示图片中的特征提取位置,其中,i表示为位置,n表示特征数量,x(n)表示为提取的特征,通过计算实现对特征进行分配权值,便于计算整个拍摄画面的特征集合,便于计算特征的信息量g(x);
28、所述分析模块用于将特征的信息量g(x)的进行归一化处理,将特征信息映射在至区间0,1]内,依照如下方式:
29、
30、其中,ρ、ζ为权重系数,0≤ρ≤1,0≤ζ≤1,且ρ+ζ=1,表示为图片特征的偏置,表示图片特征的异化,图片的偏置表示为图片特征的无用信息的占比,异化表示图片的错误程度;
31、进一步的,所述供电单元用于对系统进行供电,所述供电单元中包括有市电网,还包括有对市电网进行降低电压的降压电路,包括有对交流电压进行转换成直流电压的整流电路,包括有对直流电压中的交流电压进行滤除的滤波电路,包括有对处理后的电压进行稳定的稳压电路;
32、所述动力单元用于对生产线中的各个设备进行驱动,包括有伺服电机、伺服电缸、气缸,分别用于实现运输驱动、位置调节和切割刀具的升降。
33、进一步的,所述处理单元用于对采集的数据信息进行分析处理,所述处理单元主要用于对数据信息进行获取模块、滤波模块、转换模块、清洗模块、融合模块、分析模块和pid控制,所述pid控制用于根据生产线中的各个设备采集的速度数值进行反向控制调节,保持生产线中的各个设备的稳定性运行,防止纸张被差速输送时造成断裂损坏;
34、所述pid控制的计算公式如下:
35、
36、其中kp为比例增益,e(t)为偏差数,u(t)为被控输出量,ki为积分增益,kd为微分增益;
37、e(t)的计算如下:e(t)=v1-v2,求中v1为比较速度阈值,v2为比较检测速度。
38、进一步的,所述辅助单元用于实现对系统进行操作控制,所述辅助单元中包括有用于显示数据信息的显示屏、包括有用于控制调节的控制按键,包括有用于对系统进行复位重启的复位电路,包括有对系统异常进行警示的声光报警器和急停按键,包括有对数据信息进行存储的存储模块;
39、所述存储模块中包括有对数据信息进行存储的ram存储器,包括对系统的运行程序题进行存储的rom存储器,包括有对采集数据信息进行缓存的缓存器。
40、(三)有益效果
41、本发明提供了一种瓦楞纸板智能生产线自动化控制系统,具备以下有益效果:
42、本发明通过控制系统终端对每一个生产线的设备进行控制调节,且每一个设备均通过控制单元进行控制调节,保持每一个设备的稳定性运行,控制系统终端和控制单元之间通过通讯单元进行连接,便于实现将数据信息进行采集和传输,有效的实现采集数据信息;
43、通过处理单元对所有采集的数据进行分析处理,便于控制系统终端对生产线进行控制调节,以及控制单元通过pid控制进行控制调节,即pid控制通过最后设备的运行速度比较判定前端设备的运行速度,通过速度判定,实现控制调节所有设备的运行速度,保持原纸的稳定性运输;
44、以及处理单元中还包括有获取模块、滤波模块、转换模块、清洗模块、融合模块和分析模块,用于实现对采集的数据信息进行处理,提高数据信息的精准度,并且便于对所有的数据进行分析,尤其对图片信息进行融合和分析,便于将分析处理后的数据信息传输给控制系统终端,方便控制系统终端对生产线进行控制调节。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328620.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表