一种海底仪器舱外壳及其制备方法与流程
- 国知局
- 2024-11-19 09:37:49
本发明涉及一种海底仪器舱外壳及其制备方法。
背景技术:
1、所有用于海洋研究活动的固定式和自主式仪器都有两个重要的共同点:首先需要耐压外壳,其次需要浮力将仪器安全带回水面。
2、海底地震仪,深海剖面测量装置以及深海释放的数据传输浮标等,是几种在水下、水底相对固定的测量设备,其作业区域、流程都可控,并可同步观测多种要素且回收方便,因此对于特定海域的观测具有较高的利用价值。为了抵抗深海压力和海水的侵蚀,需要把仪器、电池等放入耐压壳体构成的仪器舱中,在仪器舱投放时,通过改变自身的浮力,从而能够调整仪器下落的速度,便于仪器能够以较小的速度在海底着地或者是悬浮在指定深度的水中,尤其是在有几个仪器舱时,通过电线和数据线(深海缆线)相连,实现电池的共享,仪器舱中安装水声及控制电路板,其内置的电源管理模块能实时地监督电池的电能储量,在海底进行测量时,可以通过浮力调整仪器与海底的耦合度。在数据回收时,采用gps和卫星通信双天线通讯,存储的数据通过卫星通信发送给数据接收中心,同时报告位置信息以及仪器的电池信息,并根据剩余电池电量安排仪器回收,仪器在数据传输完成后自行下沉继续进行数据探测。
3、由于深海耐压壳体的形状主要取决于最大设计深度和作用在壳体上的有效载荷(负载能力),以及使用寿命,一般水深超过800米的深海设备,球形及组合球形耐压壳体占明显优势;而工作深度低于800米,则多数采用圆筒形壳体。然而,在大水深环境下(水深大于1500米),这种圆筒形结构的壳体,明显暴露出耐压不足的问题,如果仍采用圆筒形结构,只有增加圆筒厚度,随之带来的问题是:仪器舱的耐压圆筒体重量大大增加、严重降低了浮力,而且材料用量也增加了,随之而来的是成本居高。应用于全海深的玻璃球舱(11000米),目前世界上只有少数地方具备生产能力。玻璃球舱由于弹性模量小、硬度低,在万米使用几次,很多是一次,接口处就有剥落损坏。现有技术中使用的氮化硅、氧化铝和碳化硅陶瓷等在制备壳体过程中,体积收缩在15%到22%,导致成品率很低,性价比极差,商业应用几乎不可能。
技术实现思路
1、本发明为了解决现有技术中在深海环境下,海底仪器舱无法同时满足高耐压性能和高浮力的问题,从而提出了一种海底仪器舱外壳及其制备方法。本发明制备得到的海底仪器舱外壳能够在深海中不变形且浮力大,制备成本低,成品率和性价比高。
2、本发明主要采用以下技术方案解决上述技术问题:
3、本发明提供了一种海底仪器舱外壳的制备方法,其包括如下步骤:
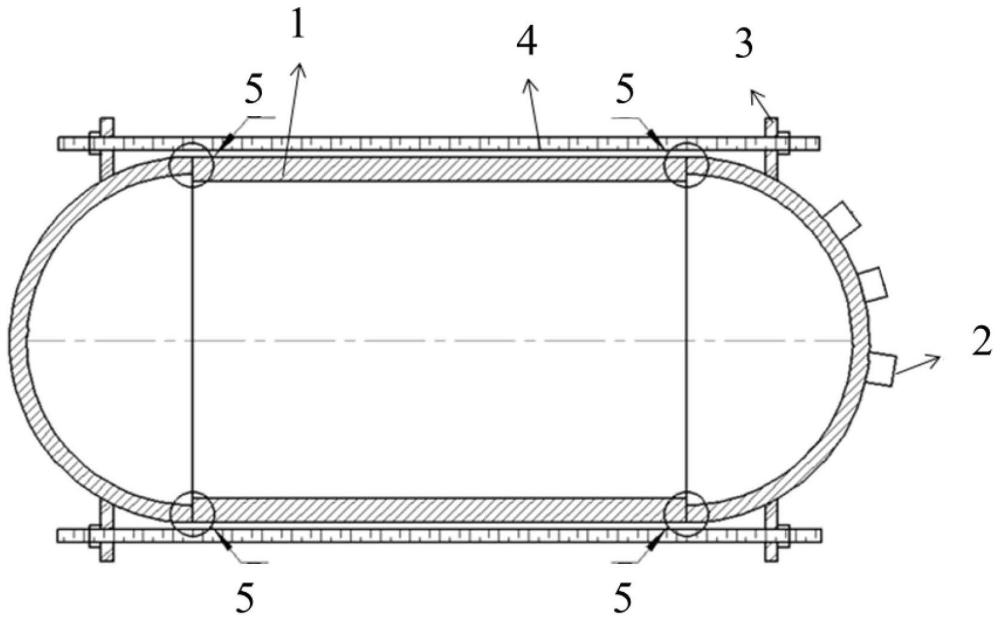
4、将组成所述海底仪器舱外壳的至少两个壳体进行表面加工后,进行平面对接形成一中空容器,再将所述中空容器抽真空后,将所述平面对接的端面处粘结即可;组成所述海底仪器舱外壳的壳体包括2个半球壳和n个筒壳,所述n≥0;
5、所述壳体的材料的弹性模量为390-410gpa,耐压强度为3600-4000mpa;
6、所述表面加工包括外圆加工、端面加工和斜角加工中的一种或多种。
7、本发明中,所述壳体的材料较佳地为由α-sic、α-sic纤维、β-sic和硅相四种物相组成的无机复合材料。
8、本发明中,所述壳体的材料的硬度较佳地为hra85-93,例如为hra90或hra92。
9、本发明中,所述壳体的材料的致密度较佳地为3-3.12g/cm3,例如为3.05g/cm3或3.10g/cm3。
10、本发明中,所述壳体的材料的断裂韧性较佳地为5-9mpa·m1/2,例如为7mpa·m1/2。
11、本发明中,所述壳体的材料的抗弯强度较佳地为330-420mpa,例如为350mpa或360mpa。
12、本发明中,所述壳体的材料的弹性模量较佳地为395gpa、400gpa或405gpa。
13、本发明中,所述壳体的材料的耐压强度较佳地为3800mpa或3900mpa。
14、本发明中,所述表面加工采用斜角加工时,将所述半球壳和所述筒壳的端面分别加工形成一对相互匹配的平面和一对相互匹配的斜面,该对平面和该对斜面共同形成所述半球壳和所述筒壳的连接面。
15、其中,本领域技术人员可以常规理解,所述相互匹配的含义为:所述半球壳和所述筒壳的连接面分别包含相互连接的一平面和一斜面,其中,所述半球壳的平面与所述的平面筒壳的平面的宽度相等,所述半球壳的斜面和所述半球壳的斜面之间形成的夹角与所述筒壳的斜面和所述筒壳的斜面之间形成的夹角相等,使所述半球壳和所述筒壳的连接面贴合。
16、本发明中,在所述容器周围较佳地还设有与轴线平行的紧固件、以及设有与轴线垂直的连接环,所述紧固件和所述连接环用于实现壳体之间的紧固。其中,所述紧固件和所述连接环的个数可依据实际的海底仪器舱外壳的固定情况确定。
17、其中,所述连接环上较佳地包括对称设置的紧固件定位孔,所述紧固件定位孔用于与所述紧固件连接并固定所述壳体。
18、其中,所述紧固件的材质较佳地为超高分子量聚乙烯、钛合金和不锈钢中的一种或多种。
19、其中,所述连接环的材质较佳地为超高分子量聚乙烯。
20、其中,所述超高分子量聚乙烯的分子量较佳地为大于100万。
21、其中,所述超高分子量聚乙烯的密度较佳地小于1g/cm3。
22、本发明中,采用超高分子量聚乙烯紧固件和连接环,其材料密度均小于1g/cm3,具有在水下不降低仪器舱浮力的优势。
23、本发明中,所述壳体的制备方法较佳地包括以下步骤:
24、s1、将α-sic纤维、α-sic颗粒和酚醛树脂混合均匀得到浆料,喷雾干燥,得到球形颗粒原料;其中,所述α-sic纤维的长度小于300μm,直径≤10μm;所述α-sic颗粒的粒径为1-100μm;
25、s2、将所述的球形颗粒原料压制成型得到素坯,再将所述素坯进行固化处理;
26、s3、所述固化处理后进行渗硅处理,即得壳体。
27、其中,以重量份计,所述α-sic纤维、所述α-sic颗粒和所述酚醛树脂的投料比较佳地为(6-30):(60-84):10。
28、其中,步骤s1中,所述α-sic颗粒的粒径较佳地为10-100μm,例如为:α-sic颗粒的粒径为100μm、60μm、10μm的颗粒数量各占33.3%;或者,α-sic颗粒的粒径为15μm、5μm、1μm的颗粒数量各占33.3%;或者,α-sic颗粒的粒径为50μm、20μm、10μm的颗粒数量各占33.3%。
29、其中,所述压制成型可根据所需的半球壳和筒壳的形状选择模具进行压制。
30、其中,所述压制成型的方法可为本领域常规,较佳地为等静压法、注浆法或模压法中的一种。
31、其中,所述等静压法较佳地为干袋法或湿袋法。
32、其中,在所述渗硅处理前较佳地还包括开孔的步骤,所述开孔的目的是提供抽真空用孔、传感器用孔和导线用孔。其中,所述孔的个数可根据使用时的需求确定,在不使用其中的部分孔时,采用密封技术将孔密封。
33、其中,所述开孔的直径较佳地为5-20mm。
34、其中,在所述渗硅处理后较佳地还包括表面去硅步骤,所述表面去硅的目的是除去所述球壳坯体的表面残余硅。
35、其中,所述表面去硅较佳地采用喷砂工艺。
36、本发明中,所述加工较佳地采用金刚石砂轮。
37、本发明中,所述n较佳地为1-20,更佳地为1-4,例如为1或2。
38、本发明中,当所述n≥2时,所述筒壳同轴排列于所述2个半球壳之间的轴线上。
39、本发明中,所述粘结较佳地采用滴灌的方式。
40、本发明中,在所述粘结后较佳地还包括干燥和胶带纸包覆的步骤。
41、其中,本领域技术人员已知,为了运输和吊装方便,在所述护板上一般还包括若干通孔和若干耳朵。
42、本发明中,本领域技术人员已知,为了使所述壳体之间密封性更好,通常可在所述壳体之间设置密封圈。
43、其中,所述密封圈较佳地为o形密封圈或平面密封圈。
44、在本发明一较佳的实施例中,所述加工采用外圆加工和端面加工,且不设置密封圈。
45、在本发明一较佳的实施例中,所述加工采用斜角加工,且不设置密封圈。
46、在本发明一较佳的实施例中,所述加工采用外圆加工和端面加工,并在所述壳体之间设置平面密封圈。
47、在本发明一较佳的实施例中,所述加工采用斜角加工,并在所述壳体之间设置o形密封圈。
48、本发明还提供了一种由上述制备方法制得的海底仪器舱外壳。
49、本发明还提供了一种海底仪器舱外壳,其包括2个半球壳和n个筒壳,所述n≥0;
50、所述壳体的材料的弹性模量为390-410gpa,耐压强度为3600-4000mpa;
51、所述壳体的材料为由α-sic、α-sic纤维、β-sic和硅相四种物相组成的无机复合材料。
52、本发明中,所述壳体的材料的硬度较佳地为hra85-93,例如为hra90或hra92。
53、本发明中,所述壳体的材料的致密度较佳地为3-3.12g/cm3,例如为3.05g/cm3或3.10g/cm3。
54、本发明中,所述壳体的材料的断裂韧性较佳地为5-9mpa·m1/2,例如为7mpa·m1/2。
55、本发明中,所述壳体的材料的抗弯强度较佳地为330-420mpa,例如为350mpa或360mpa。
56、本发明中,所述壳体的材料的弹性模量较佳地为395gpa、400gpa或405gpa。
57、本发明中,所述壳体的材料的耐压强度较佳地为3800mpa或3900mpa。
58、本发明中,所述半球壳较佳地含有孔,其中,所述孔的个数可根据使用时的需求确定,在不使用其中的部分孔时,采用密封技术将孔密封。
59、本发明中,所述n较佳地为1-20,更佳地为1-4,例如为1或2。
60、本发明中,当所述n≥2时,所述筒壳同轴排列于所述2个半球壳之间的轴线上。
61、本发明中,所述半球壳的壁厚较佳地为5-24mm,例如15mm或20mm。
62、本发明中,所述半球壳的外径较佳地为300-1200mm,例如650mm或1000mm。
63、本发明中,所述筒壳的长度较佳地为300-2000mm,例如1500mm或1800mm。
64、本发明中,所述筒壳的壁厚较佳地为18-32mm。
65、本发明中,所述半球壳的壁厚和所述筒壳的壁厚之比较佳地为1:(1.1-4)。
66、在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
67、本发明所用试剂和原料均市售可得。
68、本发明的积极进步效果在于:
69、本发明采用的无机复合材料制备出的海底仪器舱壳体能够在11000米下的深海中不变形,耐压能力强,同时还能提供很大的浮力,重量轻,满足全海深的使用要求,使用的材料单一且价廉,外壳壁厚小,运输方便,可商业应用。
70、本发明可采用更简单的加工方式,制备过程简单,且由于本技术使用的材料的优势,可以使在制备过程中壳体体积收缩不到1%,有利于制备更大尺寸的仪器舱外壳,成品率和性价比高,其成品率可达95%以上。
本文地址:https://www.jishuxx.com/zhuanli/20241118/329567.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表