一种精密数控注塑系统的制作方法
- 国知局
- 2024-11-19 09:33:17
本发明涉及数控注塑,尤指一种精密数控注塑系统。
背景技术:
1、塑料颗粒积木作为一种常见的儿童玩具,广泛应用于开发儿童的智力、锻炼动手能力以及培养空间想象力。这类积木通常由高分子材料通过注塑工艺加工而成,要求外观光滑、尺寸精确、拼接牢固且具备一定的抗压能力。然而,传统的注塑技术在加工塑料颗粒积木时,往往面临一些技术瓶颈,如生产精度不足、模具磨损快、材料利用率低及制品一致性差等问题。当前还存在以下问题:现有技术在进行塑料颗粒积木注塑时,缺乏高效的几何建模和仿真优化手段,通常依赖于经验参数进行调试,难以实现精确的三维建模与工艺优化,导致注塑过程中难以获得最佳工艺参数,最终产品质量不稳定;传统注塑工艺控制大多采用固定的参数设置,缺乏智能调节能力,无法根据实时变化的注塑情况进行动态调整,导致关键参数无法实现精确控制,进而影响注塑过程的稳定性和成品的合格率。
技术实现思路
1、为解决上述问题,本发明提供一种精密数控注塑系统,解决了如何在塑料颗粒积木的注塑过程中实现精确的三维建模和工艺优化,同时动态调整关键工艺参数以提高产品质量和生产稳定性的问题,从而提高颗粒积木的精度和注塑质量,优化颗粒积木相互间的配合精度。
2、为实现上述目的,本发明采用的技术方案是:
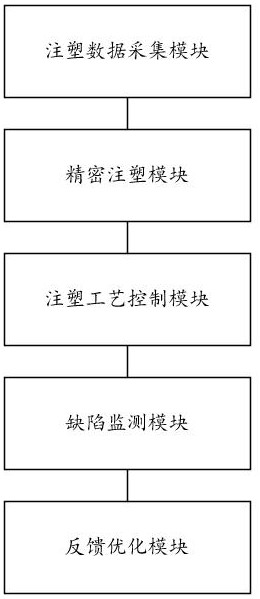
3、一种精密数控注塑系统,包括依次连接的注塑数据采集模块、精密注塑模块、注塑工艺控制模块、缺陷监测模块和反馈优化模块;
4、所述注塑数据采集模块用于通过传感器采集塑料颗粒积木的注塑数据;
5、所述精密注塑模块用于基于所述注塑数据,利用几何建模算法生成塑料颗粒积木的三维模型,并结合有限元分析和数值模拟算法对注塑过程进行仿真优化,并生成最优注塑参数;
6、所述注塑工艺控制模块用于基于所述最优注塑参数,采用微分动态规划算法对注塑过程中的关键工艺参数进行实时控制调节,动态规划出最优注塑工艺控制路径;所述关键工艺参数包括注塑压力、温度、流速和时间;
7、所述缺陷监测模块用于实时监测塑料颗粒积木在注塑过程中的缺陷并判断其缺陷类型,采用变分模态分解算法和机器学习算法识别和提取注塑过程潜在的缺陷,并生成缺陷分析报告;所述缺陷类型包括气泡、收缩痕、翘曲、裂痕和材料分层;
8、所述反馈优化模块用于基于所述最优注塑工艺控制路径和缺陷分析报告,采用强化学习算法进行自适应反馈优化,形成闭环控制,持续优化注塑质量。
9、进一步的,所述注塑数据包括塑料颗粒积木的尺寸、熔点、粘度、注塑压力、注塑温度、注塑流速和注塑时间。
10、进一步的,所述精密注塑模块的运行过程包括以下步骤:
11、对所述注塑数据进行预处理,采用贝塞尔曲线自适应细分算法生成塑料颗粒积木的三维模型;
12、利用有限元分析算法,对模型在注塑过程中的热力耦合效应、应力分布及材料流动进行动态仿真;
13、结合有限元分析结果,运用数值模拟算法对注塑过程中材料的流动性、固化时间、温度变化及其他工艺参数进行动态仿真优化;
14、基于有限元分析和数值模拟结果,生成最优注塑参数。
15、更进一步的,所述有限元分析算法的构建过程包括以下步骤:
16、基于塑料颗粒积木的三维模型,采用自适应网格划分技术对模型进行网格划分;
17、根据塑料颗粒的物理和力学特性,设定相应的材料参数;所述材料参数包括塑料颗粒的密度、弹性模量、热导率、粘度及比热容;
18、结合塑料颗粒积木的注塑工艺要求,设定合理的边界条件和初始条件,边界条件包括注塑压力、模具温度和流道设计,初始条件包括初始温度场和速度场的设定;
19、根据注塑过程中涉及的热力耦合效应和材料非线性行为采用隐式有限元法,并结合多步迭代技术对复杂注塑过程进行求解;
20、通过仿真求解后,利用后处理工具对计算结果进行分析,生成塑料颗粒在注塑过程中的温度分布、应力应变分布、流动路径的数据。
21、进一步的,所述注塑工艺控制模块的运行过程包括以下步骤:
22、基于所述精密注塑模块生成的最优注塑参数,初步关键工艺参数,形成初始注塑工艺路径;
23、通过微分动态规划算法,基于实时监测数据,针对关键工艺参数进行动态调整和优化,生成实时更新的注塑工艺控制路径;
24、运用迭代优化算法,基于历史注塑数据和当前工艺状态,动态规划并优化注塑路径;
25、在注塑过程中持续执行优化后的工艺路径,并通过反馈优化模块,结合实时缺陷监测数据和分析结果,调整工艺参数,形成闭环控制系统。
26、更进一步的,所述微分动态规划算法的公式如下:
27、
28、其中,表示从时刻t到的最优注塑工艺控制路径的最小成本函数,用于优化注塑过程中的工艺参数;表示注塑过程中的关键工艺参数;表示注塑过程中不同工艺阶段的系统状态;表示在每个时刻t下注塑过程中的损耗或偏差;表示注塑完成的时间点;表示注塑结束时的系统状态。
29、进一步的,所述缺陷监测模块的运行过程包括以下步骤:
30、获取所述注塑数据采集模块的注塑数据;
31、基于变分模态分解算法对所述注塑数据进行时频分解,将复杂的注塑过程信号分解为多个不同频率和时间特征的模态,提取出反映注塑过程中的关键工艺特征信号;
32、将经过变分模态分解提取出的特征信号输入到脉冲耦合神经网络中,结合网络的空间和时间耦合特性,对不同模态的特征信号进行多维融合处理,通过自适应调整神经元连接权重,精准识别注塑过程中潜在的缺陷类型,并生成缺陷分析报告。
33、更进一步的,所述变分模态分解算法的公式如下:
34、
35、其中,表示注塑过程信号中提取出的不同频率特征;表示第k个模态信号对应的相位函数;表示原始输入信号,即随时间变化的信号序列;表示通过变分模态分解算法分离出的具有特定频率和时域特性的分量;表示模态信号对应的相位函数;k表示模态的总数;表示调节参数;表示模态相位的梯度。
36、进一步的,所述反馈优化模块基于云端数据库实现大规模注塑工艺数据的实时更新优化算法模型参数,并根据生产线中的大数据分析结果,自动迭代优化控制方案。
37、本发明的有益效果在于:
38、本发明注塑数据采集模块通过传感器实时采集注塑过程中的关键数据,确保了塑料颗粒积木的精确建模与后续优化的可靠性和准确性。精密注塑模块利用几何建模和有限元分析等算法,能够对塑料颗粒积木进行精确的三维建模,并结合数值模拟算法进行仿真优化,从而生成最优的注塑参数,提升了注塑工艺的精度与稳定性。注塑工艺控制模块通过微分动态规划算法对注塑过程中的关键参数进行实时动态调整,实现了注塑过程的智能化控制,显著提高了注塑工艺的稳定性与一致性,减少了人为干预的误差。缺陷监测模块采用变分模态分解和机器学习算法,实时监控注塑过程中的缺陷并判断缺陷类型,通过生成缺陷分析报告,为后续优化提供了详细的依据,从而提升产品质量,降低废品率。反馈优化模块结合缺陷分析报告和最优注塑工艺控制路径,利用强化学习算法进行自适应反馈优化,形成闭环控制,不断自我调整和优化注塑过程中的工艺参数,实现了注塑系统的自我学习与持续改进,提高颗粒积木的精度和注塑质量,可优化颗粒积木相互间的配合精度。
本文地址:https://www.jishuxx.com/zhuanli/20241118/329285.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表