预制叶根及预制叶根的随型匹配方法与流程
- 国知局
- 2024-11-18 18:25:09
本发明涉及风力发电,尤其涉及一种预制叶根及预制叶根的随型匹配方法。
背景技术:
1、随着风力发电机的叶片大型化发展,叶片尺寸和长度越来越大,为提升叶根成型效率及分担叶根成型质量风险,大叶片叶根预制成为技术主流。应用叶根预制件(也称为预制叶根)来制造叶片的过程主要包含:叶根预制件生产成型、叶根预制件吊装定位,将叶根预制件吊入主模具,叶根预制件抽真空定位,叶根预制件上表面撕模与叶根预制件表面尖部区域处理、叶根预制件上方壳体纤维布二次铺层、壳体灌注、固化及合模。
2、叶根预制件的引入也随之引发叶根预制件与主模具的匹配性问题。因此如何解决叶根预制件与主模具的随型匹配问题是业界急需解决的问题。
技术实现思路
1、本发明提供一种预制叶根及预制叶根的随型匹配方法,用以解决现有技术中存在的叶根预制件与主模具的匹配性问题。
2、本发明提供一种预制叶根的随型匹配方法,包括:
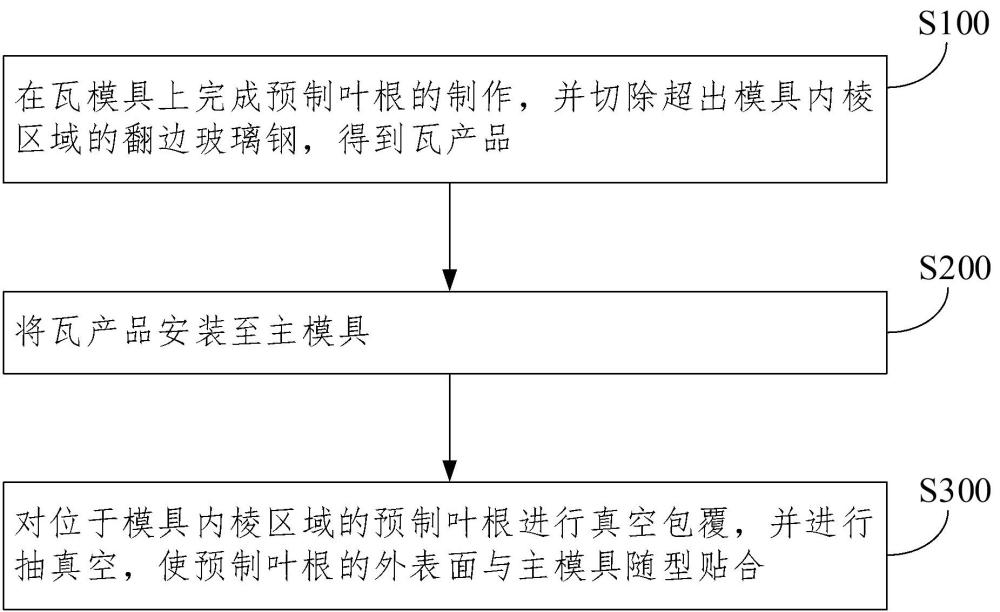
3、在瓦模具上完成预制叶根的制作,并切除超出模具内棱区域的翻边玻璃钢,得到瓦产品;
4、将所述瓦产品安装至主模具;
5、对位于模具内棱区域的所述预制叶根进行真空包覆,并进行抽真空,使所述预制叶根的外表面与所述主模具随型贴合。
6、根据本发明提供的预制叶根的随型匹配方法,所述瓦模具的第一参数符合对应的精度要求,所述第一参数包括瓦模具的型面超差;所述主模具的第三参数符合对应的精度要求,所述第三参数包括主模具的型面超差。
7、根据本发明提供的预制叶根的随型匹配方法,所述在瓦模具上完成预制叶根的制作,并切除超出模具内棱区域的翻边玻璃钢,得到瓦产品之前,还包括:
8、将法兰安装至所述瓦模具的端面;
9、其中,所述法兰与所述瓦模具之间具有间隙,所述间隙的尺寸在阈值范围;所述法兰的第二参数符合对应的精度要求,所述第二参数包括法兰的平面度、安装角度或/和同轴度;所述第一参数还包括瓦模具端面的平面度,所述第三参数还包括主模具端面的平面度。
10、根据本发明提供的预制叶根的随型匹配方法,所述瓦模具的型面超差的精度要求为±2mm;所述瓦模具端面的平面度的精度要求为不大于1mm;所述法兰的平面度的精度要求为不大于1mm,所述法兰的安装角度的精度要求为不大于0.1°;所述法兰的同轴度的精度要求为不大于1mm;所述主模具的型面超差的精度要求为±2mm;所述主模具端面的平面度的精度要求为不大于1mm。
11、根据本发明提供的预制叶根的随型匹配方法,所述将法兰安装至所述瓦模具的端面之前,还包括:
12、检测所述瓦模具的第一参数及所述法兰的第二参数,或/和,检测所述主模具的第三参数;
13、根据检测结果对所述瓦模具、所述法兰或所述主模具进行调整,使各参数符合对应的精度要求。
14、根据本发明提供的预制叶根的随型匹配方法,所述对位于模具内棱区域的所述预制叶根进行真空包覆,并进行抽真空,包括:
15、在所述预制叶根的前缘外表面及后缘外表面粘贴轴向真空胶带;
16、在所述主模具预留的脱模布上粘贴第一弦向真空胶带;所述脱模布沿轴向超出所述预制叶根铺层终点第二距离;
17、在距离所述预制叶根铺层终点第三距离处粘贴第二弦向真空胶带;所述第二弦向真空胶带与所述轴向真空胶带在所述预制叶根的前缘外表面及后缘外表面交叠;
18、对所述预制叶根进行真空膜覆盖,实现对所述预制叶根的真空包覆;
19、对真空包覆的所述预制叶根进行真空抽紧,使所述预制叶根的外表面与所述主模具随型贴合。
20、根据本发明提供的预制叶根的随型匹配方法,所述对所述预制叶根进行真空膜覆盖之前,还包括:
21、在所述第一弦向真空胶带与所述第二弦向真空胶带之间铺设导气层。
22、根据本发明提供的预制叶根的随型匹配方法,所述导气层包括无纺布或脱模布。
23、根据本发明提供的预制叶根的随型匹配方法,所述在所述预制叶根的前缘外表面及后缘外表面粘贴轴向真空胶带,包括:
24、在所述预制叶根的前缘外表面及后缘外表面,且距离模具内棱第一距离处粘贴轴向真空胶带。
25、本发明还提供一种预制叶根,所述预制叶根由上述任一项所述的预制叶根的随型匹配方法制备得到。
26、本发明提供的预制叶根的随型匹配方法,在进行真空包覆前,对超出模具内棱区域的翻边玻璃钢进行切除,可以避免对超出内棱区域的翻边玻璃钢进行真空包覆,确保对产品区的预制叶根,也就是说,确保仅对位于模具内棱区域的预制叶根进行真空包覆。这样,再进行真空抽紧时,产品区的预制叶根在大气压力的作用下被压向主模具,使预制叶根的外表面与主模具随型贴合,解决了因为预制叶根与主模具之间具有间隙而带来的预制叶根与主模具的随型匹配问题。
27、本发明的预制叶根采用上述的预制叶根的随型匹配方法制备得到,因此可以实现与主模具的随型匹配。
技术特征:1.一种预制叶根的随型匹配方法,其特征在于,包括:
2.根据权利要求1所述的预制叶根的随型匹配方法,其特征在于,所述瓦模具的第一参数符合对应的精度要求,所述第一参数包括瓦模具的型面超差;所述主模具的第三参数符合对应的精度要求,所述第三参数包括主模具的型面超差。
3.根据权利要求2所述的预制叶根的随型匹配方法,其特征在于,所述在瓦模具上完成预制叶根的制作,并切除超出模具内棱区域的翻边玻璃钢,得到瓦产品之前,还包括:
4.根据权利要求3所述的预制叶根的随型匹配方法,其特征在于,所述瓦模具的型面超差的精度要求为±2mm;所述瓦模具端面的平面度的精度要求为不大于1mm;所述法兰的平面度的精度要求为不大于1mm,所述法兰的安装角度的精度要求为不大于0.1°;所述法兰的同轴度的精度要求为不大于1mm;所述主模具的型面超差的精度要求为±2mm;所述主模具端面的平面度的精度要求为不大于1mm。
5.根据权利要求3所述的预制叶根的随型匹配方法,其特征在于,所述将法兰安装至所述瓦模具的端面之前,还包括:
6.根据权利要求1至5任一项所述的预制叶根的随型匹配方法,其特征在于,所述对位于模具内棱区域的所述预制叶根进行真空包覆,并进行抽真空,包括:
7.根据权利要求6所述的预制叶根的随型匹配方法,其特征在于,所述对所述预制叶根进行真空膜覆盖之前,还包括:
8.根据权利要求7所述的预制叶根的随型匹配方法,其特征在于,所述导气层包括无纺布或脱模布。
9.根据权利要求6所述的预制叶根的随型匹配方法,其特征在于,所述在所述预制叶根的前缘外表面及后缘外表面粘贴轴向真空胶带,包括:
10.一种预制叶根,其特征在于,所述预制叶根由权利要求1至9任一项所述的预制叶根的随型匹配方法制备得到。
技术总结本发明涉及风力发电技术领域,公开了一种预制叶根及预制叶根的随型匹配方法。该预制叶根的随型匹配方法包括:在瓦模具上完成预制叶根的制作,并切除超出模具内棱区域的翻边玻璃钢,得到瓦产品;将瓦产品安装至主模具;对位于模具内棱区域的预制叶根进行真空包覆,并进行抽真空,使预制叶根的外表面与主模具随型贴合。该预制叶根采用上述的方法制备得到。在本发明中,在进行真空包覆前,对超出模具内棱区域的翻边玻璃钢进行切除,可以确保仅对位于模具内棱区域的预制叶根进行真空包覆。真空抽紧时,内棱区域的预制叶根在大气压力的作用下使预制叶根的外表面与主模具随型贴合,解决了现有技术中存在的预制叶根与主模具的随型匹配问题。技术研发人员:刘仁,黄黎明受保护的技术使用者:三一(巴彦淖尔)风电装备有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328666.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表