酸轧机组入口活套的充套方法及系统与流程
- 国知局
- 2024-11-19 09:42:10
本发明涉及冷轧厂生产领域,具体地,涉及一种酸轧机组入口活套的充套方法及系统。
背景技术:
1、在酸连轧机组,通常分为入口段、酸洗段、圆盘剪段及轧机段,入口段带钢通过焊机焊接带钢首尾,使带钢在机组上连续生产。因为焊接带钢需要停机,为保证机组的连续运行,入口段和酸洗段之间设置了入口活套,通过充放套,使得机组能够连续稳定生产。当然酸洗段和圆盘剪段,圆盘剪段和轧机段也各自设置了活套,本发明目前只针对入口段和酸洗段之间的活套控制进行阐述。
2、对于酸连轧机组,入口的开卷速度与入口活套量、酸洗速度、最大充套速度相关,通常为了产能需求,入口段会高速运行,或在跑偏异常时人工干预速度,可能造成活套套量提前充满后和酸洗段同速运行,从开卷节奏分析,并未提高产能,且当入口速度过高时,可能会引起带钢跑偏、摆动门高速撞击损坏等问题。同时,采用人工判断充套时刻及速度等,需要操作工对设备状态、生产状态的监控负荷过大,因此在不影响生产节奏的前提下,尽量避免高速充套,降低操控负荷是一种迫切需要解决的控制方法。
3、专利文献cn114618898b公开了一种卧式活套支撑车系统及带钢充套放套方法,包括车架,以及设置于车架上的制动机构、车钩和脱钩装置,脱钩装置与车钩连接,制动机构设置于车轮一侧。但该发明不是针对酸连轧机组的入口活套的充套进行研究。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种酸轧机组入口活套的充套方法及系统。
2、根据本发明提供的一种酸轧机组入口活套的充套方法,包括:
3、步骤s1:通过卷径计算采集开卷机带钢剩余长度;
4、步骤s2:采集活套套量,实时判断充满套所需长度;
5、步骤s3:输入设定最高套量,计算入口充套最高速度;
6、步骤s4:由入口加速长度、入口减速长度及充套速度运行长度计算充套所需带钢长度;
7、步骤s5:根据入口充套最高速度与酸洗段速度最大充套速度设定值,设定入口速度。
8、优选地,在所述步骤s1中:
9、利用开卷机设备的传感器获得钢卷的内径与外径,结合带钢原料厚度实时计算出开卷过程中带钢的开卷机剩余长度l剩,具体计算如下:
10、
11、其中,dp为开卷机钢卷外径;dp为开卷机钢卷内径;δ为开卷机带钢层间密实度调整系数;t为带钢原料厚度。
12、优选地,在所述步骤s2中:
13、采集活套套量,实时判断充满套所需长度,采集活套总长度、活套实际套量、活套高套位套量;
14、入口活套充套长度l冲计算如下
15、
16、其中,l总为活套100%长度;p为活套高同步位百分比;la为活套运行中实际长度;δ为活套层数;计算所得入口活套充套长度,用于计算入口段最高速度。
17、优选地,在所述步骤s3中:
18、开卷机启动后,当速度超越酸洗段时,计算入口充套最高速度ve,入口速度按计算出的ve速度运行;
19、入口段最高速度ve计算如下:
20、
21、其中,t为开卷时间;l剩为开卷机剩余长度;lasd为入口asd所需长度;l充为入口活套充套长度;vcmax为酸洗段最大速度;vcset为酸洗段设定速度。
22、优选地,在所述步骤s4中:
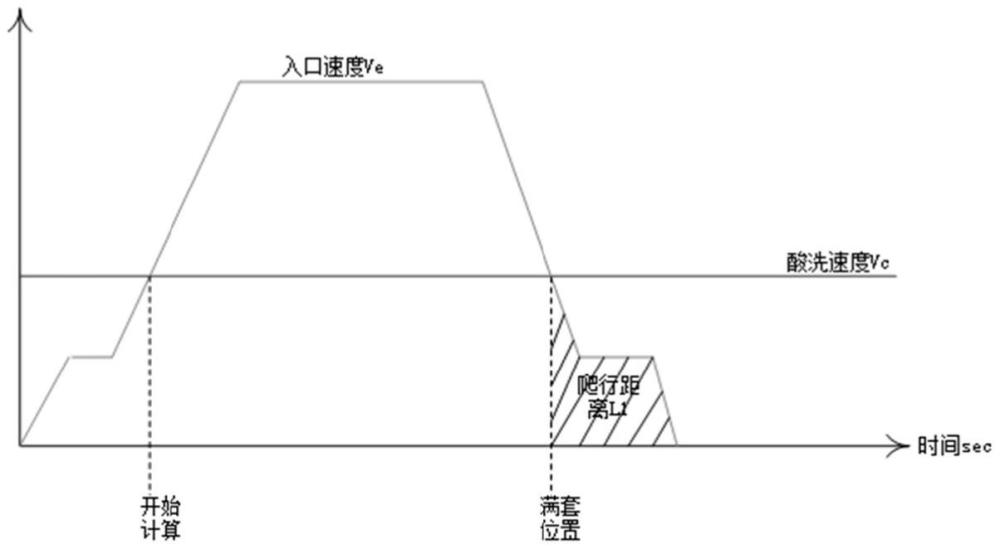
23、充套所需带钢长度,由入口加速长度、入口减速长度及充套速度运行长度计算所得,从开始计算时刻点至入口活套满套位置之间的区间内;
24、l冲套量=(p高同步位置-p当前位置)×n (1)
25、
26、其中,l冲套量为入口活套当前位置至高同步位置的带钢储量;p高同步位置为入口活套高同步设定值;p当前位置为入口活套当前位置值;n为入口活套股数;ve为入口充套最高速度;vc为酸洗段运行速度;α为入口加速率;t1为入口冲满套预估时间;t2为入口开完卷预估时间;l开卷残长为入口开卷机上的剩余长度;l1为入口段在速度低于酸洗速度后的爬行距离。
27、优选地,在所述步骤s5中:
28、当t2=t1,计算出ve,给出以下判断规则:
29、当计算出的入口充套最高速度ve不大于酸洗段速度vc+最大充套速度设定值时,最大充套速度设定由操作工在hmi画面中输入,为机组建设时设备能力最大速度,入口速度使用计算值ve的速度运行;
30、当计算出的入口充套最高速度ve大于酸洗段速度vc+最大充套速度设定值时,入口速度以设定的最高充套速度进行充套。
31、根据本发明提供的一种酸轧机组入口活套的充套系统,包括:
32、模块m1:通过卷径计算采集开卷机带钢剩余长度;
33、模块m2:采集活套套量,实时判断充满套所需长度;
34、模块m3:输入设定最高套量,计算入口充套最高速度;
35、模块m4:由入口加速长度、入口减速长度及充套速度运行长度计算充套所需带钢长度;
36、模块m5:根据入口充套最高速度与酸洗段速度最大充套速度设定值,设定入口速度。
37、优选地,在所述模块m1中:
38、利用开卷机设备的传感器获得钢卷的内径与外径,结合带钢原料厚度实时计算出开卷过程中带钢的开卷机剩余长度l剩,具体计算如下:
39、
40、其中,dp为开卷机钢卷外径;dp为开卷机钢卷内径;δ为开卷机带钢层间密实度调整系数;t为带钢原料厚度;
41、在所述模块m2中:
42、采集活套套量,实时判断充满套所需长度,采集活套总长度、活套实际套量、活套高套位套量;
43、入口活套充套长度l冲计算如下
44、
45、其中,l总为活套100%长度;p为活套高同步位百分比;la为活套运行中实际长度;δ为活套层数;计算所得入口活套充套长度,用于计算入口段最高速度。
46、优选地,在所述模块m3中:
47、开卷机启动后,当速度超越酸洗段时,计算入口充套最高速度ve,入口速度按计算出的ve速度运行;
48、入口段最高速度ve计算如下:
49、
50、其中,t为开卷时间;l剩为开卷机剩余长度;lasd为入口asd所需长度;l充为入口活套充套长度;vcmax为酸洗段最大速度;vcset为酸洗段设定速度。
51、优选地,在所述模块m4中:
52、充套所需带钢长度,由入口加速长度、入口减速长度及充套速度运行长度计算所得,从开始计算时刻点至入口活套满套位置之间的区间内;
53、l冲套量=(p高同步位置-p当前位置)×n (1)
54、
55、其中,l冲套量为入口活套当前位置至高同步位置的带钢储量;p高同步位置为入口活套高同步设定值;p当前位置为入口活套当前位置值;n为入口活套股数;ve为入口充套最高速度;vc为酸洗段运行速度;α为入口加速率;t1为入口冲满套预估时间;t2为入口开完卷预估时间;l开卷残长为入口开卷机上的剩余长度;l1为入口段在速度低于酸洗速度后的爬行距离;
56、在所述模块m5中:
57、当t2=t1,计算出ve,给出以下判断规则:
58、当计算出的入口充套最高速度ve不大于酸洗段速度vc+最大充套速度设定值时,最大充套速度设定由操作工在hmi画面中输入,为机组建设时设备能力最大速度,入口速度使用计算值ve的速度运行;
59、当计算出的入口充套最高速度ve大于酸洗段速度vc+最大充套速度设定值时,入口速度以设定的最高充套速度进行充套。
60、与现有技术相比,本发明具有如下的有益效果:
61、1、采用本发明的充套方法,可以使开卷机启动时,无需每次以最高速度运行,增强了入口段运行稳定性,有效减少带钢跑偏等异常的发生、减少了活套摆动门的频繁高速冲击导致的损坏故障;
62、2、本发明自动判断充套合理速度,使得入口活套套量始终满足产线运行需求,保证机组稳定高效生产;
63、3、传统的充套方式为手动控制速度或焊接建张后直接加速至最高速运行;本发明提供了一种新的充套方法,可以使开卷机启动时,无需每次以最高速度运行,通过预估充套的时间与位置,合理的计算出速度,增强了入口段运行稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20241118/329855.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表