一种大功率柴油机成品曲轴防变形超差的加工方法与流程
- 国知局
- 2024-11-19 09:41:54
本发明创造属于柴油机生产加工,尤其是涉及一种大功率柴油机成品曲轴防变形超差的加工方法。
背景技术:
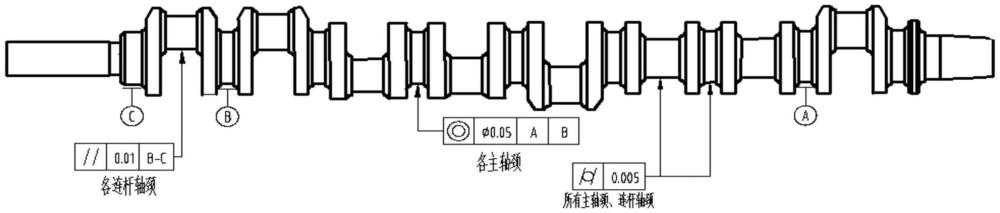
1、大功率柴油机的曲轴总长为较长,由多个主轴颈和多个连杆轴颈组成,材料为34crnimo6,具有强韧性极高、粘性较大等特性,属于典型的难加工材料,其设计结构为大长径比、弱刚度结构。其中,成品曲轴要求轴颈及圆角部位进行中频感应淬火强化处理,最高尺寸精度要求达到it6级,主轴颈的同轴度≤φ0.05mm,且同轴度分布不允许有突变,如图1所示为常见成品曲轴工艺设计要求图。目前,该类大功率柴油机曲轴加工过程为:模锻毛坯→水平调质处理→校正→粗加工→高温时效→精铣曲轴→第一次低温时效→半精磨轴颈及孔系加工→第二次低温时效→感应淬火→精磨轴颈→检验。按照以上原有的曲轴加工工序,在前期研制过程中发现存在以下问题:在曲轴精加工至成品时,虽初步实现了曲轴锻造成型、热处理强化和机械加工等全流程工艺技术状态固化,样件技术指标满足了产品设计要求。但在国产化该型号大功率柴油机曲轴小批量试制生产过程中,暴露出中频感应淬火及加工变形控制不够精确、精加工同轴度难以保证等问题,制约成品率进一步提升,与满足国产化大功率柴油机成品曲轴大批量生产制造仍存在一定差距。
技术实现思路
1、有鉴于此,本发明创造旨在克服现有技术中的缺陷,提出一种大功率柴油机成品曲轴防变形超差的加工方法。
2、为达到上述目的,本发明创造的技术方案是这样实现的:
3、一种大功率柴油机成品曲轴防变形超差的加工方法,包括如下步骤:
4、s1、竖直调质处理:将曲轴竖直放入加热炉中,使曲轴整个横截面受热均匀;
5、s2、粗加工:粗铣曲轴主轴颈及连杆轴颈;
6、s3、第一次高温时效:对曲轴进行高温时效处理;
7、s4、精铣曲轴:精铣曲轴主轴颈及连杆轴颈;
8、s5、第二次高温时效:将精铣后的曲轴进行第二次高温时效处理;
9、s6、机加工:半精磨轴颈及孔系加工;
10、s7、第三次高温时效:将半精磨轴颈及孔系加工后的曲轴,进行第三次高温时效处理;
11、s8、感应淬火:采用感应淬火专用工装对曲轴进行感应淬火;
12、s9、孔系加工:对曲轴油堵孔和斜油孔进行加工;
13、s10、第一次精磨主轴颈和连杆轴颈,然后进行低温时效;
14、s11、第二次精磨主轴颈和连杆轴颈:对主轴颈及连杆轴颈再进行两次精磨,检验,成品曲轴加工完成。
15、进一步,成品曲轴同轴度在φ0.05mm以内。
16、进一步,曲轴竖直放入井式加热炉中。
17、进一步,步骤s6中,半精磨轴颈及孔系加工时,先磨主轴颈、再磨连杆轴颈,最后进行孔系加工。
18、进一步,孔系加工包括钻主轴油道孔、斜油孔、油堵孔。
19、进一步,在两次精磨工序之间增加一次低温时效处理。
20、相对于现有技术,本发明创造具有以下优势:
21、本发明通过改进成品曲轴加工流程、更改曲轴加工设备等实现对大功率柴油机成品曲轴变形量的控制,保证其同轴度,提高其抗疲劳性能,满足国产化成品曲轴的批量化生产,降低对该型号成品曲轴的进口需求,减小工厂成本的支出。
技术特征:1.一种大功率柴油机成品曲轴防变形超差的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种大功率柴油机成品曲轴防变形超差的加工方法,其特征在于:成品曲轴同轴度在φ0.05mm以内。
3.根据权利要求1所述的一种大功率柴油机成品曲轴防变形超差的加工方法,其特征在于:步骤s1中,曲轴放入井式加热炉中。
4.根据权利要求1所述的一种大功率柴油机成品曲轴防变形超差的加工方法,其特征在于:步骤s6中,半精磨轴颈及孔系加工时,先磨主轴颈、再磨连杆轴颈,最后进行孔系加工。
5.根据权利要求4所述的一种大功率柴油机成品曲轴防变形超差的加工方法,其特征在于:步骤s6中,孔系加工包括钻主轴油道孔、斜油孔、油堵孔。
6.根据权利要求1所述的一种大功率柴油机成品曲轴防变形超差的加工方法,其特征在于:步骤s11中,在两次精磨工序之间,增加一次低温时效处理。
技术总结本发明创造提供了一种大功率柴油机成品曲轴防变形超差的加工方法,包括如下步骤:竖直调质处理;粗铣曲轴主轴颈及连杆轴颈;对曲轴进行高温时效处理;精铣曲轴主轴颈及连杆轴颈;将精铣后的曲轴,进行第二次高温时效处理;半精磨轴颈及孔系加工;将半精磨轴颈及孔系加工后的曲轴,进行第三次高温时效处理;对曲轴进行感应淬火;对曲轴油堵孔和斜油孔进行加工;第一次精磨主轴颈和连杆轴颈,然后进行低温时效;第二次精磨主轴颈和连杆轴颈。本发明通过改进成品曲轴加工流程、更改曲轴加工设备等实现对大功率柴油机成品曲轴变形量的控制,保证其同轴度,提高其抗疲劳性能,满足国产化成品曲轴的批量化生产,减小工厂成本的支出。技术研发人员:祁慧青,李二红,杨志强,白泽兵,张仓平,张彦岗受保护的技术使用者:山西柴油机工业有限责任公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/329835.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表