一种利用飞秒激光表面织构提高钢表面润湿性的方法
- 国知局
- 2024-11-19 09:48:53
本发明涉及钢表面处理,特别是一种利用飞秒激光表面织构提高钢表面润湿性的方法。
背景技术:
1、铝合金具有密度小、耐蚀性好、导电性及导热性高等优良特性,使用铝合金来代替钢能够大大降低焊接结构的质量。而钢具有良好的焊接性和力学性能,铝-钢焊接结构已广泛应用于汽车、轮船制造等行业。铝的熔点为660℃,比钢低700-900℃,在焊接时,熔点低的铝先熔化,此时钢仍未熔化,由于铝与钢的密度差别较大,熔池中的铝会浮在钢上面,冷却后会造成焊缝成分的不均匀;铝和钢之间的线膨胀系数相差较大,会导致在焊接接头中产生较大残余应力,会导致产生焊接裂纹。
2、为实现铝-钢的可靠连接就需要克服铝及铝合金表面的氧化膜对连接的阻碍作用,以及使铝合金与钢的界面上不生成或减少脆性金属间化合物。现有的焊接方法是:压焊、熔钎焊、钎焊,三种铝-钢异种材料的焊接方法中,压焊、钎焊工艺方法能够实现铝钢的连接。
3、目前,铝钢异种金属熔-钎焊接已在汽车、航天和轨道交通领域得到广泛应用,钎料和熔融铝合金在钢表面的润湿性直接影响接头界面的结合强度,现有方法无法提高钢表面润湿性,这严重影响接头界面的结合强度,为此,设计了一种利用飞秒激光表面织构提高钢表面润湿性的方法。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种利用飞秒激光表面织构提高钢表面润湿性的方法。
2、实现上述目的本发明的技术方案为,一种利用飞秒激光表面织构提高钢表面润湿性的方法,包括以下步骤:
3、步骤一:对钢材料表面进行机械打磨抛光;
4、步骤二:用丙酮溶液和超声波进行清洗;
5、步骤三:将清洗后的钢材料放置在金属容器内;
6、步骤四:采用飞秒激光加工系统对钢材料进行加工;
7、步骤五:对加工后的钢材料表面进行清洁。
8、作为本技术方案的进一步描述,所述步骤三中,金属容器带有玻璃窗。
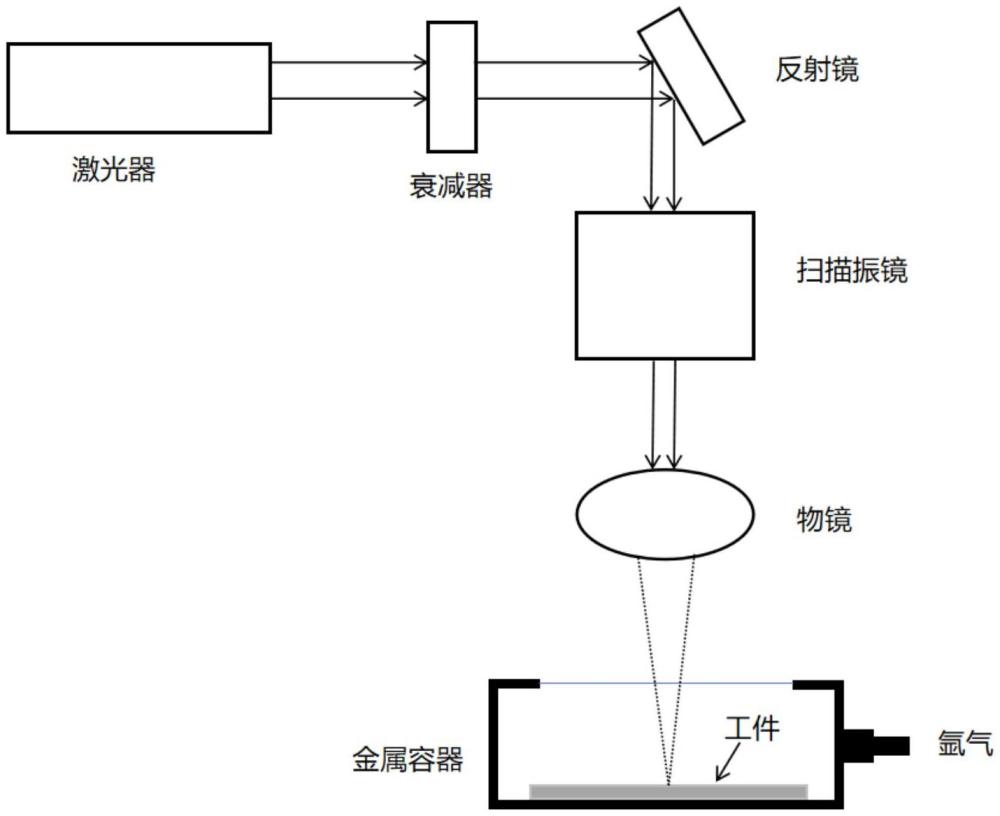
9、作为本技术方案的进一步描述,所述步骤四中,飞秒激光加工系统包括激光器、衰减器、反射镜、扫描振镜、物镜、工件、金属容器。
10、作为本技术方案的进一步描述,所述反射镜与所述衰减器呈60°夹角设置。
11、作为本技术方案的进一步描述,所述反射镜与所述扫描振镜、所述物镜、工件处于同一竖直平面内。
12、作为本技术方案的进一步描述,所述工件放置在充满氩气氛围的密闭金属容器内。
13、作为本技术方案的进一步描述,所述步骤四中,飞秒激光加工系统的参数如下:激光脉宽50-500fs,脉冲频率为10-28khz,波长为1064nm,激光功率1-50w,光斑直径20-60μm。
14、作为本技术方案的进一步描述,启动飞秒激光加工系统,使激光在钢材料表面以一定速度扫描,扫描速度150-500mm/s,最终在表面获得一定形状的纹理化表面,刻蚀深度10-100μm,刻蚀间距50-500μm,刻蚀宽度15-50μm。
15、其有益效果在于,本技术方案利用飞秒激光加工系统,通过改变脉冲频率、脉冲宽度、扫描速度、功率等参数对钢材料表面进行预定轨迹的刻蚀,可对钢表面进行柔性加工,得到一定纹理化的表面织构,本技术方案在密闭惰性气体中进行加工,可防止加工过程中材料的氧化,相比于未经激光刻蚀的钢材料表面,经激光刻蚀的钢表面润湿性显著提高,该方法加工速度快,有效提高了生产效率。
技术特征:1.一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,所述步骤三中,金属容器带有玻璃窗。
3.根据权利要求1所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,所述步骤四中,飞秒激光加工系统包括激光器、衰减器、反射镜、扫描振镜、物镜、工件、金属容器。
4.根据权利要求3所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,所述反射镜与所述衰减器呈60°夹角设置。
5.根据权利要求3所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,所述反射镜与所述扫描振镜、所述物镜、工件处于同一竖直平面内。
6.根据权利要求1所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,所述工件放置在充满氩气氛围的密闭金属容器内。
7.根据权利要求1所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,所述步骤四中,飞秒激光加工系统的参数如下:激光脉宽50-500fs,脉冲频率为10-28khz,波长为1064nm,激光功率1-50w,光斑直径20-60μm。
8.根据权利要求7所述的一种利用飞秒激光表面织构提高钢表面润湿性的方法,其特征在于,启动飞秒激光加工系统,使激光在钢材料表面以一定速度扫描,扫描速度150-500mm/s,最终在表面获得一定形状的纹理化表面,刻蚀深度10-100μm,刻蚀间距50-500μm,刻蚀宽度15-50μm。
技术总结本发明公开了一种利用飞秒激光表面织构提高钢表面润湿性的方法,包括以下步骤:对钢材料表面进行机械打磨抛光;用丙酮溶液和超声波进行清洗;将清洗后的钢材料放置在金属容器内;采用飞秒激光加工系统对钢材料进行加工;对加工后的钢材料表面进行清洁。本发明的有益效果是,本技术方案利用飞秒激光加工系统,通过改变脉冲频率、脉冲宽度、扫描速度、功率等参数对钢材料表面进行预定轨迹的刻蚀,可对钢表面进行柔性加工,得到一定纹理化的表面织构,本技术方案在密闭惰性气体中进行加工,可防止加工过程中材料的氧化,相比于未经激光刻蚀的钢材料表面,经激光刻蚀的钢表面润湿性显著提高,该方法加工速度快,有效提高了生产效率。技术研发人员:李秋波,杨尚磊,程诺,胡帮国,薛苏麒,刘坤涛受保护的技术使用者:上海工程技术大学技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/330341.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表