一种热冲压零件的制备方法与流程
- 国知局
- 2024-11-21 11:34:15
本发明属于热冲压表面处理,尤其涉及一种热冲压零件的制备方法。
背景技术:
1、目前热冲压行业中一般采用裸板热冲压、铝硅镀层镀热冲压、镀锌板热冲压和裸板热冲压后电镀锌几种工艺。其中,裸板容易产生大量氧化皮,且在热冲压过程中,由于零件的拉伸变形,也容易粘结在模具上形成积瘤,积瘤和氧化皮会导致裸板拉伤严重,特别是侧壁和r角位置,而拉伤位置产生的凸起毛刺,则会影响热冲压零件电泳的涂层厚度,继而导致其拉伤位置的防腐性能比未拉伤位置的防腐性能差。
技术实现思路
1、鉴于上述现有技术中存在的问题,本发明的主要目的在于提供一种热冲压零件的制备方法,通过将热冲压成型零件表面的凸起毛刺加热吹平,或/和吹除凸起毛刺受热所产生的熔渣,从而提升热冲压零件表面涂层施加质量,优化热冲压零件的耐腐蚀性能。
2、本发明的目的通过如下技术方案得以实现:
3、本发明提供一种热冲压零件的制备方法,该热冲压零件的制备方法包括:
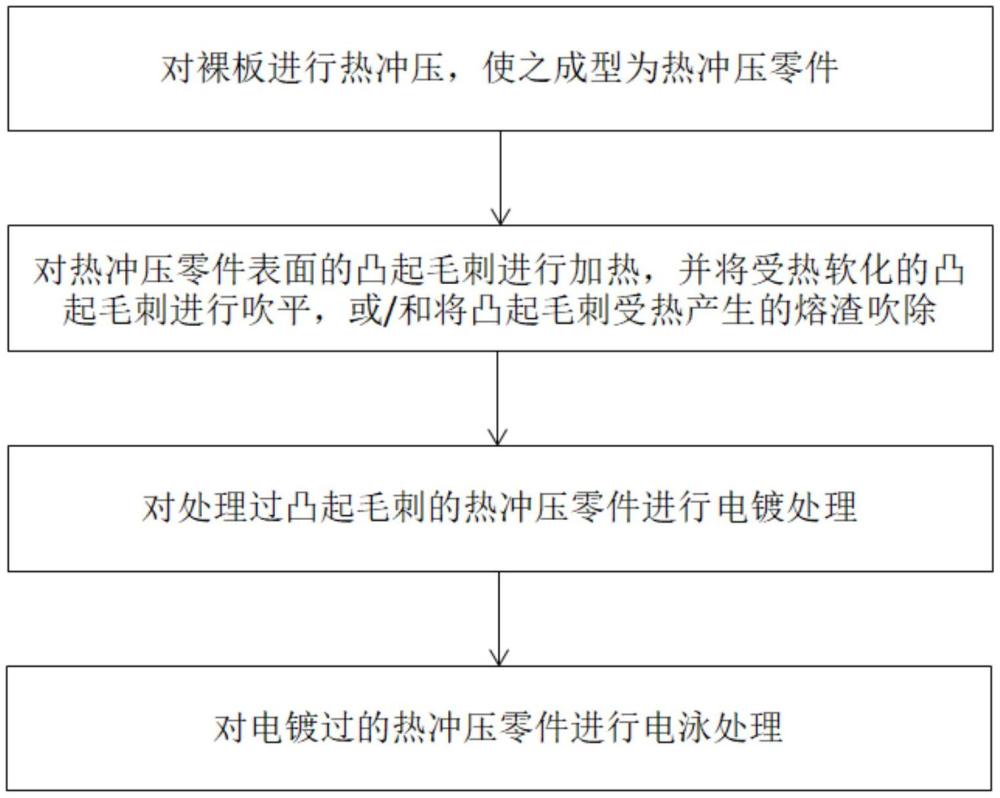
4、对裸板坯料进行热冲压,使之成型为热冲压零件,所述热冲压零件表面形成有凸起毛刺;
5、对所述热冲压零件表面的凸起毛刺进行加热,并将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除;
6、在将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除后,对所述热冲压零件进行电镀处理;
7、对电镀过的所述热冲压零件进行电泳处理。
8、作为上述技术方案的进一步描述,在步骤“对所述热冲压零件表面的凸起毛刺进行加热,并将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除”中,采用激光加热器对所述热冲压零件表面的凸起毛刺进行加热;
9、采用风刀将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除。
10、作为上述技术方案的进一步描述,所述激光加热器的功率小于1.5kw,优选功率为500w-1000w。
11、作为上述技术方案的进一步描述,所述激光加热器的扫描速度小于50mm/s,优选扫描速度为3mm/s-20mm/s。
12、作为上述技术方案的进一步描述,所述激光加热器对所述热冲压零件表面的凸起毛刺至少进行一次扫描。
13、作为上述技术方案的进一步描述,所述激光加热器发射的激光线宽小于50mm,优选激光线宽为20mm-50mm。
14、作为上述技术方案的进一步描述,所述激光加热器发射的激光与热冲压零件所形成的夹角小于90°,优选小于45°。
15、作为上述技术方案的进一步描述,所述风刀的气压小于20mpa,优选为0.4mpa-16mpa。
16、作为上述技术方案的进一步描述,在所述激光加热器发射的激光的延伸方向上,所述激光加热器位于所述风刀和热冲压零件之间;
17、所述激光加热器与风刀同步相对所述热冲压零件运动。
18、作为上述技术方案的进一步描述,所述激光加热器的光斑与风刀之间的距离为0mm-50mm,优选为20mm-30mm。
19、借由以上的技术方案,本发明的突出效果为:
20、在对热冲压所得的热冲压零件进行电镀及电泳处理前,先对热冲压零件表面的凸起毛刺进行加热,使之受热而蒸发或软化,并将受热软化的凸起毛刺进行吹平,或/和将凸起毛刺受热产生的熔渣户吹除,从而使得热冲压零件表面的凸起毛刺有效减少,其表面质量在电镀处理前得以提升,进而保证了后续电镀及电泳步骤中施加至其上的涂层质量,从而优化了热冲压零件的整体耐腐蚀性能。
技术特征:1.一种热冲压零件的制备方法,其特征在于,包括:
2.根据权利要求1所述的热冲压零件的制备方法,其特征在于,在步骤“对所述热冲压零件表面的凸起毛刺进行加热,并将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除”中,采用激光加热器对所述热冲压零件表面的凸起毛刺进行加热;
3.根据权利要求2所述的热冲压零件的制备方法,其特征在于,所述激光加热器的功率小于1.5kw,优选功率为500w-1000w。
4.根据权利要求2所述的热冲压零件的制备方法,其特征在于,所述激光加热器的扫描速度小于50mm/s,优选扫描速度为3mm/s-20mm/s。
5.根据权利要求2所述的热冲压零件的制备方法,其特征在于,所述激光加热器对所述热冲压零件表面的凸起毛刺至少进行一次扫描。
6.根据权利要求2所述的热冲压零件的制备方法,其特征在于,所述激光加热器发射的激光线宽小于50mm,优选激光线宽为20mm-50mm。
7.根据权利要求2所述的热冲压零件的制备方法,其特征在于,所述激光加热器发射的激光与热冲压零件所形成的夹角小于90°,优选小于45°。
8.根据权利要求2所述的热冲压零件的制备方法,其特征在于,所述风刀的气压小于20mpa,优选为0.4mpa-16mpa。
9.根据权利要求2所述的热冲压零件的制备方法,其特征在于,在所述激光加热器发射的激光的延伸方向上,所述激光加热器位于所述风刀和热冲压零件之间;
10.根据权利要求9所述的热冲压零件的制备方法,其特征在于,所述激光加热器的光斑与风刀之间的距离为0mm-50mm,优选为20mm-30mm。
技术总结本发明提供了一种热冲压零件的制备方法,包括:对裸板坯料进行热冲压,使之成型为热冲压零件,所述热冲压零件表面形成有凸起毛刺;对所述热冲压零件表面的凸起毛刺进行加热,并将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除;在将受热软化的凸起毛刺进行吹平,或/和将所述凸起毛刺受热所产生的熔渣吹除后,对所述热冲压零件进行电镀处理;对电镀过的所述热冲压零件进行电泳处理。本发明提供的热冲压零件的制备方法通过将热冲压成型零件表面的凸起毛刺加热吹平,或/和吹除凸起毛刺受热所产生的熔渣,从而提升热冲压零件表面涂层施加质量,优化热冲压零件的耐腐蚀性能。技术研发人员:安健,陈汉杰,周云峰受保护的技术使用者:苏州普热斯勒科技股份有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/331818.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表