一种生产作业优化策略的生成方法、装置及终端设备与流程
- 国知局
- 2024-11-21 12:03:25
本申请属于工业控制,尤其涉及一种生产作业优化策略的生成方法、装置及终端设备。
背景技术:
1、随着自动化技术以及计算机技术的日益发展,工业生产自动化程度也得到提高。在自动化生产的过程中,同一生产项目往往会涉及到多个生产作业,且每个生产作业按生产顺序进行。
2、通常地,每个生产作业由至少一个生产工位完成,且每个生产工位包括至少一个的生产操作,进而会存在每次执行生产操作时操作顺序互不相同的情况。而由于每个生产操作所需要的时间并不相同,使得不同的操作顺序所需的时间也会不同,从而会降低生产作业的质量和效率。基于此,为了提高生产作业的质量和效率,会对每个生产操作制定相应的操作标准。
3、由于错误操作的原因,如人为错误操作和/或设备错误操作等,导致会存在没有按照相应的操作标准进行生产的情况,降低了生产作业的效率和质量,存在生产作业的可靠性较低的问题。基于此,目前可通过人工监测的方式对错误操作进行排查,然而人工排查的效率较低,且受到人为主观因素的影响,导致排查错误操作的准确性较低,进而降低了对错误操作进行优化的效果。
技术实现思路
1、本申请实施例提供的一种生产作业优化策略的生成方法、装置及终端设备,旨在解决现有的监测生产工位中错误操作的效率及准确率较低,且对错误操作进行优化的效果不佳的问题。
2、第一方面,本申请实施例提供一种生产作业优化策略的生成方法,包括:
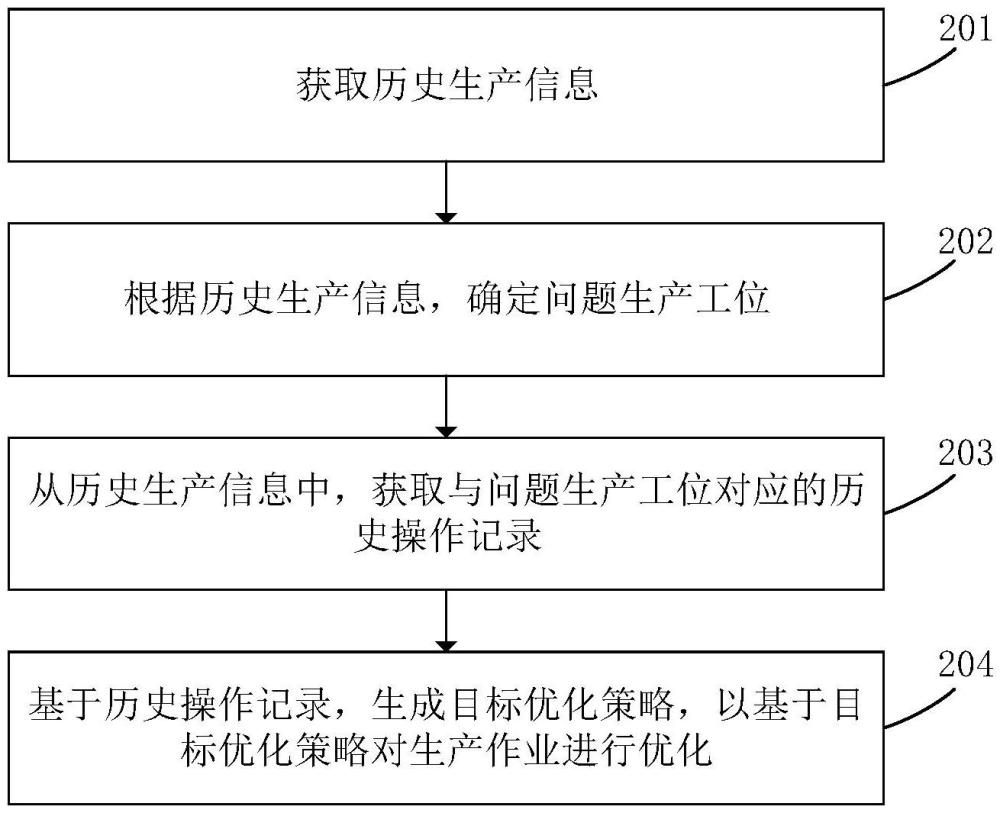
3、获取历史生产信息,所述历史生产信息包括所有生产工位在执行生产作业过程中所涉及的生产信息;
4、根据所述历史生产信息,确定问题生产工位;所述问题生产工位为存在操作问题的生产工位;
5、从所述历史生产信息中,获取与所述问题生产工位对应的历史操作记录;
6、基于所述历史操作记录,生成目标优化策略,以基于所述目标优化策略对所述生产作业进行优化。
7、在上述第一方面的一种可能实现方式中,所述根据所述历史生产信息,确定问题生产工位,包括:
8、根据所述历史生产信息,确定每个所述生产工位的总时长数据,所述总时长数据为所述生产工位执行所述生产作业的时长;
9、根据所述总时长数据,确定每个所述生产工位的时长分布信息;
10、基于所述时长分布信息,确定问题生产工位。
11、在上述第一方面的一种可能实现方式中,所述时长分布信息包括时长峰度信息、时长标准差信息,所述基于所述时长分布信息,确定问题生产工位,包括:
12、对所述时长峰度信息以及所述时长标准差信息进行加权计算,生成标准化评估信息;
13、根据所述标准化评估信息,确定问题生产工位。
14、在上述第一方面的一种可能实现方式中,所述历史操作记录包括预设时间段内的操作信息,所述操作信息包括操作顺序信息、操作时长信息,所述基于所述历史操作记录,生成目标优化策略,包括:
15、确定标准操作信息,并基于所述操作时长信息、所述操作顺序信息以及所述标准操作信息,从所有所述操作信息中确定异常操作信息;
16、根据所述标准操作信息,生成目标优化策略,以基于所述目标优化策略对所述异常操作信息进行优化。
17、在上述第一方面的一种可能实现方式中,所述根据所述标准操作信息,生成目标优化策略,包括:
18、根据所述异常操作信息确定操作正确率、人为操作错误率、设备操作错误率;
19、根据所述标准操作信息、所述操作正确率、所述人为操作错误率以及所述设备操作错误率,生成目标优化策略。
20、在上述第一方面的一种可能实现方式中,所述根据所述标准操作信息、所述操作正确率、所述人为操作错误率以及所述设备操作错误率,生成目标优化策略,包括:
21、根据所述操作正确率和所述人为操作错误率,判断是否触发人为操作异常条件,以及根据所述操作正确率和所述设备操作错误率,判断是否触发设备操作异常条件;
22、当触发所述人为操作异常条件时,确定所述标准操作信息中与人为操作相关的人为操作标准,并基于所述人为操作标准生成第一目标优化策略,和/或,当触发所述设备操作异常条件时,确定所述标准操作信息中与设备操作相关的设备操作标准,并基于所述设备操作标准生成第二目标优化策略;
23、其中,所述第一目标优化策略用于对所述异常操作信息中与人为相关的操作信息进行优化,所述第二目标优化策略用于对所述异常操作信息中与设备相关的操作信息进行优化。
24、在上述第一方面的一种可能实现方式中,所述操作顺序信息包括至少一种操作顺序,所述确定标准操作信息,包括:
25、确定预设时间段内的正确操作信息;
26、根据所述正确操作信息,确定所述正确操作信息中每个生产操作之间的操作时长间隔;
27、根据所述正确操作信息以及所述操作时长间隔,确定标准操作信息。
28、第二方面,本申请实施例提供一种生产作业优化策略的生成装置,包括:
29、获取模块,用于获取历史生产信息,以及从所述历史生产信息中,获取与所述问题生产工位对应的历史操作记录,所述历史生产信息包括所有生产工位在执行生产作业过程中所涉及的生产信息;
30、确定模块用于根据所述历史生产信息,确定问题生产工位;所述问题生产工位为存在操作问题的生产工位;
31、生成模块,用于基于所述历史操作记录,生成目标优化策略,以基于所述目标优化策略对所述生产作业进行优化
32、第三方面,本申请实施例提供一种终端设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述第一方面提供的一种生产作业优化策略的生成方法。
33、第四方面,本申请实施例提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上述第一方面提供的一种生产作业优化策略的生成方法。
34、可以理解的是,上述第二方面至第四方面的有益效果可以参见上述第一方面中的相关描述,在此不再赘述。
35、本申请实施例与现有技术相比存在的有益效果是:
36、在本申请实施例中,通过获取历史生产信息,历史生产信息包括所有生产工位在执行生产作业过程中所涉及的生产信息,进而根据历史生产信息,能够确定问题生产工位,问题生产工位为存在操作问题的生产工位,提高了确定存在操作问题的生产工位的准确性,并从历史生产信息中,确定与问题生产工位对应的历史操作记录,以基于历史操作记录,生成目标优化策略,并基于所述目标优化策略对所述生产作业进行优化,能够提高对存在操作问题的生产工位进行优化的效果,进而提高了生产作业的效率和质量,提高了生产作业的可靠性。
技术特征:1.一种生产作业优化策略的生成方法,其特征在于,包括:
2.如权利要求1所述的生产作业优化策略的生成方法,其特征在于,所述根据所述历史生产信息,确定问题生产工位,包括:
3.如权利要求2所述的生产作业优化策略的生成方法,其特征在于,所述时长分布信息包括时长峰度信息、时长标准差信息,所述基于所述时长分布信息,确定问题生产工位,包括:
4.如权利要求1至3任一项所述的生产作业优化策略的生成方法,其特征在于,所述历史操作记录包括预设时间段内的操作信息,所述操作信息包括操作顺序信息、操作时长信息,所述基于所述历史操作记录,生成目标优化策略,包括:
5.如权利要求4所述的生产作业优化策略的生成方法,其特征在于,所述根据所述标准操作信息,生成目标优化策略,包括:
6.如权利要求5所述的生产作业优化策略的生成方法,其特征在于,所述根据所述标准操作信息、所述操作正确率、所述人为操作错误率以及所述设备操作错误率,生成目标优化策略,包括:
7.如权利要求4所述的生产作业优化策略的生成方法,其特征在于,所述操作顺序信息包括至少一种操作顺序,所述确定标准操作信息,包括:
8.一种生产作业优化策略的生成装置,其特征在于,包括:
9.一种终端设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1至7任一项所述的生产作业优化策略的生成方法。
10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1至7任一项所述的生产作业优化策略的生成方法。
技术总结本申请提供一种生产作业优化策略的生成方法、装置及终端设备,通过获取历史生产信息,历史生产信息包括所有生产工位在执行生产作业过程中所涉及的生产信息,进而根据历史生产信息,能够确定问题生产工位,问题生产工位为存在操作问题的生产工位,提高了确定存在操作问题的生产工位的准确性,并从历史生产信息中,确定与问题生产工位对应的历史操作记录,以基于历史操作记录,生成目标优化策略,并基于所述目标优化策略对所述生产作业进行优化,能够提高对存在操作问题的生产工位进行优化的效果,进而提高了生产作业的效率和质量,提高了生产作业的可靠性。技术研发人员:殷亮,丁阳,王翊翔,郑成业,李业受保护的技术使用者:蔚来汽车科技(安徽)有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/334052.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。