靴套表面加工小车的制作方法
- 国知局
- 2024-11-25 15:17:25
本技术属于靴套加工设备,更具体地说,是涉及一种靴套表面加工小车。
背景技术:
1、靴式压滤是造纸中常见的一种压滤脱水工艺,这种工艺通常采用靴式压滤机进行。靴式压滤机包括一组相对的靴辊和对辊,靴辊和对辊之间形成压区,靴辊上套设柔性的靴套,通过靴套的转动带动湿纸从压区通过,从而使湿纸被挤压脱水。由于挤压过程中,湿纸与靴套贴合在一起,因而对靴套表面的平整度和粗糙度要求较高。
2、现在的靴套生产一般是先在基布表面涂覆聚氨酯材料,待聚氨酯材料固化后,通过车削和研磨对靴套的表面进行加工,保证靴套的表面平整、光滑。进行车削和研磨加工时,柔性的靴套套在一对平行的支撑辊上不断转动,车刀和磨轮抵在靴套被支撑辊支撑部分的表面,从而对靴套的表面车削和研磨。
3、实际生产中,由于生产的靴套种类、尺寸不同所需的支撑辊不同,或者企业不同时期采购的支撑辊型号不同,导致存在许多直径不同的支撑辊,而现在的靴套表面加工小车通常是针对一种直径的支撑辊设计,对于多个不同直径的支撑辊要分别匹配不同的靴套表面加工小车,导致设备重复,成本较高。
技术实现思路
1、有鉴于此,本技术实施例提供了一种靴套表面加工小车,以解决现有技术中存在的靴套表面加工小车与不同直径的支撑辊适配的技术问题。
2、为实现上述目的,本技术采用的技术方案是:
3、一方面,提供一种靴套表面加工小车,包括:
4、移动底座,适于沿与支撑辊轴向平行的方向移动;
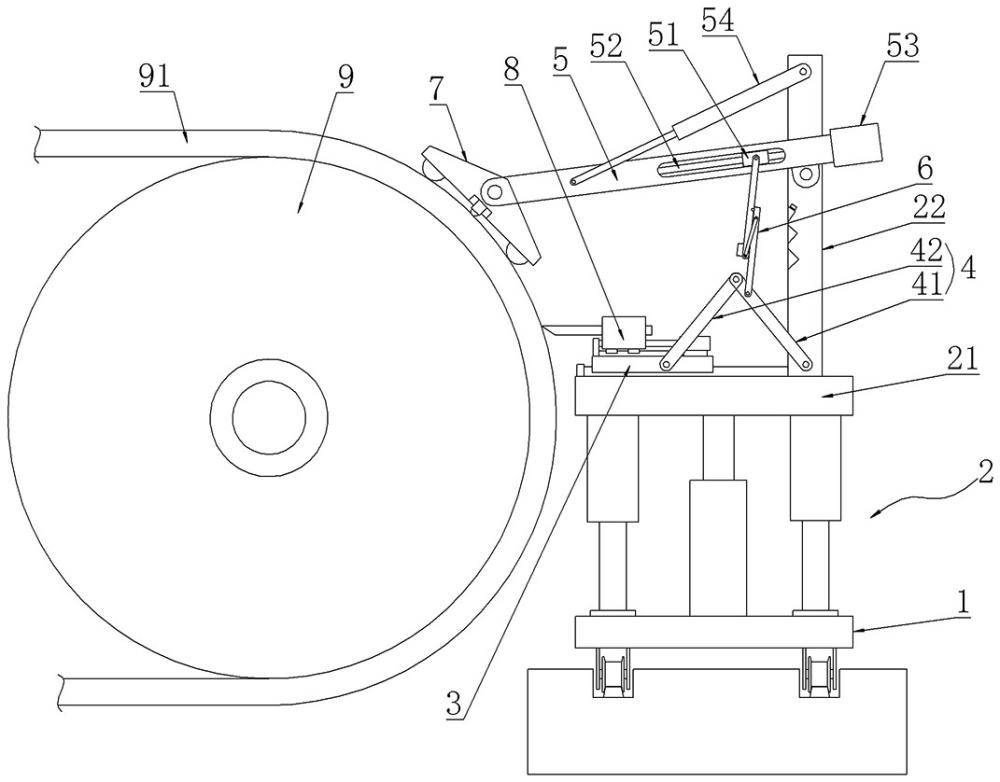
5、升降机构,设于所述移动底座上,具有可升降的安装架;
6、初定位台,沿靠近和远离所述支撑辊的方向滑动设置于所述安装架上;
7、折臂机构,包括呈倒v字形相互铰接的固定臂和活动臂,所述固定臂与所述安装架铰接,所述活动臂与所述初定位台铰接;所述固定臂和所述活动臂张开时,所述活动臂带动所述初定位台靠近所述支撑辊,所述固定臂和所述活动臂收合时,所述活动臂带动所述初定位台原理所述支撑辊;
8、测量压臂,一端与所述安装架铰接,另一端靠近或远离所述支撑辊摆动;
9、联动机构,两端分别与所述测量压臂和所述固定臂铰接,所述测量压臂向所述支撑辊摆动时通过所述联动机构带动所述固定臂和活动臂张开,所述测量压臂远离所述支撑辊摆动时通过所述联动机构带动带动所述固定臂和活动臂收合;
10、测量座,两端设有导轮,中间设有表面测量单元;所述测量座铰接于所述测量压臂的摆动端,并适于通过所述测量压臂的摆动将两个所述导轮抵压于所述支撑辊外周的靴套表面,并使所述表面测量单元检测所述靴套表面的距离;
11、微调结构,适于固定车刀或磨轮;所述微调结构设于所述初定位台上,并适于将车刀或磨轮相对于所述初定位台在靠近或远离支撑辊的方向进行微调。
12、在某些实施例中,所述测量压臂设有沿长轴方向滑动设置的滑块,所述滑块通过沿长轴方向的螺杆驱动;所述测量压臂的铰接端设有压臂电机,所述压臂电机驱动所述螺杆;
13、所述联动机构与所述滑块铰接,以通过滑块的滑动改变所述联动机构与所述测量压臂的铰接位置。
14、在某些实施例中,所述联动机构为可切换联动机构;所述可切换联动机构的两端分别与所述测量压臂和所述固定臂连接,所述可切换联动机构可在两端距离固定和两端距离自由改变之间切换;当所述可切换联动机构处于两端距离固定状态,所述测量压臂向所述支撑辊摆动时带动所述固定臂和活动臂张开、所述测量压臂远离所述支撑辊摆动时带动所述固定臂和活动臂收合;
15、所述靴套表面加工小车还设有用于固定所述初定位台位置的锁定机构。
16、在某些实施例中,所述可切换联动机构包括上节杆、中节杆、下节杆和切换驱动;所述上节杆前端与所述测量压臂铰接、后端与所述中节杆的前端铰接,所述下节杆的前端与所述中节杆的后端铰接、后端与所述固定臂铰接;所述上节杆的后端和所述下节杆的前端分别设有卡槽和卡榫;所述切换驱动驱动所述中节杆相对于所述上节杆或所述下节杆转动,以使所述上节杆的后端与所述下节杆的前端合并或分离,且当所述上节杆的后端与所述下节杆的前端合并后,所述卡槽与所述卡榫卡接,以实现所述上节杆和所述下节杆在两端方向上相对固定。
17、在某些实施例中,安装架包括基板和设于所述基板上的立柱,所述测量压臂与所述立柱铰接,所述上节杆与所述下节杆合并后偏向所述立柱倾斜;
18、所述锁定机构包括设于所述立柱上的至少两个顶抵槽,所述下节杆自由状态下向各个所述顶抵槽方向倾倒;各个所述顶抵槽的上下位置不同、并分别与不同直径的支撑辊相对应,当所述初定位台滑动至与某一直径的支撑辊相适配时,所述下节杆的前端与所述上节杆的后端分离后,所述下节杆自由倾倒使得前端进入对应的所述顶抵槽内。
19、在某些实施例中,所述测量压臂与所述立柱铰接,所述测量压臂的摆动端与所述立柱顶端之间设有气缸,所述气缸驱动所述测量压臂摆动。
20、在某些实施例中,所述基板水平设置,且顶面设置水平的基板导轨,所述基板导轨沿所述支撑辊径向设置,所述初定位台通过滑块滑动设于所述基板导轨上;
21、所述微调结构包括精密导轨、精密丝杆和安装座,所述安装座通过滑块滑动设于所述精密导轨上;所述精密丝杆与所述精密导轨平行,并驱动所述安装座滑动。
22、在某些实施例中,在所述支撑辊的横截面内,所述表面测量单元的投影位置位于两个所述导轮投影位置的连线的中点、且测量方向垂直于两个所述导轮的连线。
23、在某些实施例中,所述靴套表面加工小车还包括与所述支撑辊轴向平行的轨道,所述移动底座通过滚轮沿所述轨道移动。
24、使用时,靴套表面加工小车设置在靠近支撑辊的位置,并使移动底座的移动方向与支撑辊轴向平行,整个车削过程包括测量准备和车削两个阶段。
25、测量准备过程:测量压臂下降,使测量座的两个导轮与支撑辊外周的靴套表面相抵,从而可以通过两个导轮和表面测量单元大致确定支撑辊上三个点的坐标,进而可以计算出支撑辊的大致直径,通过计算出的大致直径与已知的几种支撑辊直径进行对比,从而确定支撑辊确切直径和轴心位置,然后便可以根据支撑辊的确切直径和轴心位置,通过升降机构的升降将初定位台上的车刀升降到合适车削的高度;在升降机构升降的过程中,测量压臂不断向下摆,保持两个导轮压在支撑辊外周的靴套表面,同时测量压臂通过联动机构将固定臂下压,使得固定臂和活动臂张开,带动初定位台靠近所述支撑辊,实现车刀的大致定位;最后通过微调结构对车刀进行微调,调整车削厚度,便可以正常进行车削。
26、车削过程:测量压臂保持将两个所述导轮抵压于所述支撑辊外周的靴套表面,使得表面测量单元检测所述靴套表面的距离,从而确定靴套的厚度是否达标,进而通过微调结构对车刀进行进一步地微调,从而确保靴套的厚度满足要求。
27、本技术实施例提供的靴套表面加工小车的有益效果在于:与现有技术相比,本技术实施例的靴套表面加工小车,通过测量座的两个导轮和表面测量单元检测确定支撑辊的直径和轴心位置,无需人工进行干预,自动化程度高;并且测量压臂在进行测量动作的同时通过联动机构带动折臂机构,使得初定位台同时完成车刀前后位置的粗调动作,从而大大缩短了整体测量准备过程的时间,提高了生产效率;
28、通过测量压臂带动折臂机构,进而推动初定位台滑动完成车刀前后位置的粗调,之后再利用微调结构进行车刀前后位置的精确调整,既保证了车刀整体的调节行程,又保证了最终的调节精度。
本文地址:https://www.jishuxx.com/zhuanli/20241125/337141.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表