自动上下料系统的制作方法
- 国知局
- 2024-12-06 12:19:29
本发明涉及电镀,特别是涉及一种自动上下料系统。
背景技术:
1、在线路板的电镀过程中,线路板的电镀、清洗以及涂覆都需要通过输料装置在传输过程中进行。物料板一般通过横向的输料机构进行传输,而在输料机构的两端一般分别设置上料机构以及下料机构,上料机构能将待处理的物料板输送至输料机构的输入端,物料板通过输料机构输料并进行相应的处理加工;处理加工完成后的物料板经由输料机构的输出端传输至下料机构进行下料。通过上料机构、输料机构以及下料机构之间的合理配合,能够有效提升线路板电镀的加工效率以及加工精度。
2、然而,在现有的小规模线路板电镀生产线中,对于物料板的上料以及下料,常采用人工的方式将待处理的物料板悬挂于输料机构,继而将完成处理的物料板从物料机构上取下,这种上下料方式自动化程度较低,不仅耗费大量的人工成本,且大大限制了物料板的加工效率。
技术实现思路
1、基于此,有必要针对现有的电镀生产线中上下料系统的自动化程度较低的技术问题,提供一种自动上下料系统。
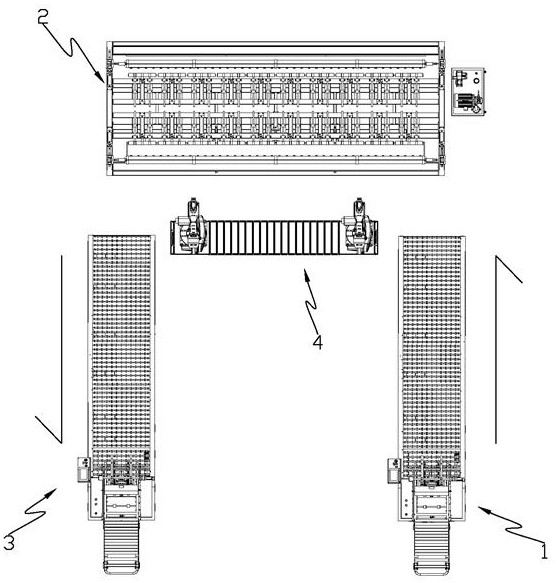
2、一种自动上下料系统,该自动上下料系统包括上料模块、送料模块以及下料模块,上料模块的输出端连接送料模块的一端,送料模块的另一端连接下料模块的输入端。
3、自动上下料系统还包括自动取料模块,自动取料模块设置于上料模块与送料模块之间,并且,自动取料模块还设置于送料模块与下料模块之间。
4、自动取料模块包括自动取料单元以及移动轨道,移动轨道沿送料模块的送料方向设置于送料模块的一侧,自动取料单元配合安装于移动轨道,并且,自动取料单元的抓取端与送料模块对应配合。
5、在其中一个实施例中,上述的上料模块以及下料模块相对送料模块设置于移动轨道的另一侧,并且,自动取料单元的抓取端分别与上料模块的输出端以及下料模块的输入端对应配合。
6、在其中一个实施例中,上述的自动取料单元采用机械手臂,机械手臂的抓取端与送料模块对应配合;并且,当机械手臂沿移动轨道移动至上料模块的输出端时,机械手臂的抓取端能够与上料模块的输出端对应配合;当机械手臂沿移动轨道移动至下料模块的输入端时,机械手臂的抓取端能够与下料模块的输出端对应配合。
7、在其中一个实施例中,上述的自动取料模块包括两自动取料单元,两自动取料单元分别设置于送料模块的两端并且,一自动取料单元设置于上料模块的输出端与送料模块之间,另一自动取料单元设置于下料模块的输入端与送料模块之间。
8、在其中一个实施例中,上述的上料模块包括第一输送机构以及第一驱动机构,第一输送机构相对送料模块设置于移动轨道的另一侧,并且,第一输送机构的输出端朝向移动轨道延伸,并与自动取料单元的抓取端对应匹配;第一驱动机构设置于第一输送机构的一侧,并且,第一驱动机构的输出端驱动连接第一输送机构。
9、在其中一个实施例中,上述的上料模块还包括第一承板机构,第一承板机构设置于第一输料机构的输入端。
10、在其中一个实施例中,上述的下料模块包括第二输送机构以及第二驱动机构,第二输送机构相对送料模块设置于移动轨道的另一侧,并且,第二输送机构的输入端朝向移动轨道延伸,并与自动取料单元的抓取端对应匹配;第二驱动机构设置于第二输送机构的一侧,并且,第二驱动机构的输出端驱动连接第二输送机构。
11、在其中一个实施例中,上述的下料模块还包括第二承板机构,第二承板机构设置于第二输料机构的输出端。
12、在其中一个实施例中,上述的送料模块包括机架以及横向输料机构,横向输料机构安装于机架,并且,横向输料机构沿移动轨道的延伸方向设置。
13、在其中一个实施例中,上述的横向输料机构的两端分别与自动取料单元的抓取端对应配合。
14、综上所述,本发明所揭示的自动上下料系统通过将自动取料模块设置于送料模块与上料模块、下料模块之间,以实现上料模块与送料模块之间、送料模块与下料模块之间的自动上下料。物料板通过上料模块进行上料,并且,上料模块将物料板输送至自动取料模块;自动取料模块将物料板由上料模块的输出端处抓取,并传输至送料模块的一端;送料模块将物料板由其一端输送至另一端,并由自动取料模块进行取料;自动取料模块将物料板由送料模块传输至下料模块的输入端;下料模块将物料板输送至其输出端,继而完成下料。相较于传动的物料板上下料系统,本发明的自动取料模块能够大大提升上下料系统的自动化程度,以此有效降低人工成本,同时提升物料板的传输效率以及传输精度,从而减少因人工误操作而造成的物料板损伤,进而降低废品率。
技术特征:1.一种自动上下料系统,其特征在于,包括:上料模块、送料模块以及下料模块,所述上料模块的输出端连接所述送料模块的一端,所述送料模块的另一端连接所述下料模块的输入端;
2.根据权利要求1所述的自动上下料系统,其特征在于,所述上料模块以及所述下料模块相对所述送料模块设置于所述移动轨道的另一侧,并且,所述自动取料单元的抓取端分别与所述上料模块的输出端以及所述下料模块的输入端对应配合。
3.根据权利要求2所述的自动上下料系统,其特征在于,所述自动取料单元采用机械手臂,所述机械手臂的抓取端与所述送料模块对应配合;并且,当所述机械手臂沿移动轨道移动至所述上料模块的输出端时,所述机械手臂的抓取端能够与所述上料模块的输出端对应配合;当所述机械手臂沿所述移动轨道移动至所述下料模块的输入端时,所述机械手臂的抓取端能够与所述下料模块的输出端对应配合。
4.根据权利要求2所述的自动上下料系统,其特征在于,所述自动取料模块包括两自动取料单元,两所述自动取料单元分别设置于所述送料模块的两端并且,一所述自动取料单元设置于所述上料模块的输出端与所述送料模块之间,另一所述自动取料单元设置于所述下料模块的输入端与所述送料模块之间。
5.根据权利要求2所述的自动上下料系统,其特征在于,所述上料模块包括第一输送机构以及第一驱动机构,所述第一输送机构相对所述送料模块设置于所述移动轨道的另一侧;并且,所述第一输送机构的输出端朝向所述移动轨道延伸,并与所述自动取料单元的抓取端对应匹配;所述第一驱动机构设置于所述第一输送机构的一侧,并且,所述第一驱动机构的输出端驱动连接所述第一输送机构。
6.根据权利要求5所述的自动上下料系统,其特征在于,所述上料模块还包括第一承板机构,所述第一承板机构设置于所述第一输料机构的输入端。
7.根据权利要求2所述的自动上下料系统,其特征在于,所述下料模块包括第二输送机构以及第二驱动机构,所述第二输送机构相对所述送料模块设置于所述移动轨道的另一侧;并且,所述第二输送机构的输入端朝向所述移动轨道延伸,并与所述自动取料单元的抓取端对应匹配;所述第二驱动机构设置于所述第二输送机构的一侧,并且,所述第二驱动机构的输出端驱动连接所述第二输送机构。
8.根据权利要求7所述的自动上下料系统,其特征在于,所述下料模块还包括第二承板机构,所述第二承板机构设置于所述第二输料机构的输出端。
9.根据权利要求2所述的自动上下料系统,其特征在于,所述送料模块包括机架以及横向输料机构,所述横向输料机构安装于所述机架,并且,所述横向输料机构沿所述移动轨道的延伸方向设置。
10.根据权利要求9所述的自动上下料系统,其特征在于,所述横向输料机构的两端分别与所述自动取料单元的抓取端对应配合。
技术总结本发明公开了一种自动上下料系统,该自动上下料系统包括:上料模块、送料模块以及下料模块,上料模块的输出端连接送料模块的一端,送料模块的另一端连接下料模块的输入端;自动上下料系统还包括自动取料模块,自动取料模块设置于上料模块与送料模块之间,自动取料模块还设置于送料模块与下料模块之间;自动取料模块包括自动取料单元以及移动轨道,移动轨道沿送料模块的送料方向设置于送料模块的一侧,自动取料单元配合安装于移动轨道,并且,自动取料单元的抓取端与送料模块对应配合。本发明的自动上下料系统通过将自动取料模块设置于送料模块与上料模块、下料模块之间,以实现上料模块与送料模块之间、送料模块与下料模块之间的自动上下料。技术研发人员:赵志力,陈飞,杨开益受保护的技术使用者:广东今明机械设备科技有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340613.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表