高强韧TA31钛合金螺栓锻件的制备方法与流程
- 国知局
- 2024-12-06 12:34:39
本发明涉及钛材加工,尤其涉及一种高强韧ta31钛合金螺栓锻件的制备方法。
背景技术:
1、ta31钛合金其名义化学成分(wt.%)为ti-6al-3nb-2zr-1mo,该合金具有高强、高韧、耐蚀性等良好的综合性能,是室温下舰船用中高强度结构件和紧固件的重要选材之一。钛合金螺栓锻件一般采用自由锻造的方法加工坯料,现阶段面临的问题是工艺复杂、工序繁多,工装更换频繁,生产效率太低,锻件毛坯尺寸均匀性差,机加量普遍偏大,成材率偏低,生产成本偏高。
2、专利号为202210118404.5,名称为“一种高强韧ta31钛合金材的制备方法”的发明专利通过将ta31钛合金铸锭依次在β单相区进行多火次镦拔,在高温近β两相区进行火次改锻和拔长变形,获得的β转变体内部的α集束更为细小,明显提升了ta31钛合金材的强度及冲击韧性,且有效降低了因微区成分差异导致的组织不均匀、性能不稳定现象。
3、该方法只是提供了ta31钛合金材的制备方法,对于ta31钛合金螺栓锻件,还需要进一步加工。
4、专利号为202111477726.0,名称为“一种高强高韧损伤容限型钛合金螺栓锻件制备方法”的中国发明专利采用一个锻造火次内挤压和卧锻两种锻造方法结合的锻造工艺,进行跨β相区锻造,生产高强高韧,组织均匀性好的钛合金螺栓锻件。
5、但是,对于ta31钛合金,含al较高,热加工塑性较差,变形抗力大,变形区间窄,采用常规的两相区高→低工艺,变形量大易造成表面开裂和火次增多,变形量小会造成锻透性不好,晶粒粗大且等轴等轴α相含量较高,导致拉伸性能偏低和冲击性能不合格等问题,无法满足gjb943a-2018标准要求。
技术实现思路
1、有鉴于此,有必要提供一种高强韧ta31钛合金螺栓锻件的制备方法,以提高产品的冲击和拉伸性能。
2、一种高强韧ta31钛合金螺栓锻件的制备方法包括以下步骤:
3、步骤s1:铸锭加热;将φ600mm~φ800mm的铸锭在箱式电阻炉中加热至700~850℃,保温1~4h,然后升温至tβ以上100℃~200℃,保温4~6h;
4、步骤s2:开坯锻造;
5、步骤s201:将铸锭横向拔长,得到截面边长为400mm~600mm,高度和边长的比值为2.1~2.5的四方坯料;
6、步骤s202:将四方坯料镦粗至高度为600~700mm;
7、步骤s203:翻转四方坯料,沿轴向将四方坯料拔长至边长为400mm~600mm;
8、步骤s204:继续拔长四方坯料,得到平行高度为400mm~600mm的八方坯料,高径比为2.1~2.5;
9、步骤s205:高温回炉,使八方坯料温度至tβ以上50~150℃;
10、步骤s206:将八方坯料镦粗后拔长滚圆至φ360mm~560mm,形成中间坯料;
11、步骤s2中,铸锭火次总锻比≥4.8,火次变形量≥80%,终锻温度≥950℃,锻后水冷;
12、步骤s3:中间坯料处理;
13、步骤s301:将中间坯料锯切分料,之后加热至700~820℃,保温1~2h,然后升温至tβ以下8℃~15℃,保温2~4h;
14、步骤s302:将锯切后的中间胚料由φ360mm~560mm镦至φ600mm~800mm;
15、步骤s303:将中间胚料拔长至边长360mm~580mm的四方胚料,之后倒八方;
16、步骤s304:中间胚料高温热态回炉;tβ以下15℃~tβ以上10℃,保温2~3h;
17、步骤s305:将中间胚料镦至平行高度为600mm~800mm;
18、步骤s306:将中间胚料拔长倒棱滚圆至φ200mm~300mm,终锻温度≥900℃,锻后空冷;
19、步骤s4:径锻处理;
20、步骤s401:将中间胚料加热至tβ以下10℃~15℃,保温2~4h;
21、步骤s402:将中间胚料采用v型砧,由φ280mm拔长至φ125mm,形成径锻胚料,总锻造比≥4.5,变形量≥80%,终锻温度≥900℃,锻后空冷;
22、步骤s403:将径锻胚料装炉加热至tβ以下15℃~20℃,保温1.5~2h;
23、步骤s404:将径锻胚料从φ120~130mm经过1火次径锻至φ76~86mm,形成预成型胚料,总锻造比≥2.5,变形量≥60%,终锻温度≥900℃,锻后空冷;
24、步骤s5:螺栓加工;
25、步骤s501:将锯切后的ta31钛合金锻件,加热至tβ以下15℃~20℃,保温1~2小时;
26、步骤s502:根据螺栓头的长度对ta31钛合金锻件画线定位,1火次径锻得到螺栓坯料φ45~55mm×l1尺寸;
27、步骤s503:旋转螺栓胚料180°,回炉保温30~60分钟,出炉径锻φ45~55mm×l2尺寸,得到φ76~86/φ45~55×l1/l2mm的螺栓锻件;火次总锻造比≥2.5,变形量≥60%,终锻温度≥900℃,锻后空冷;
28、步骤s504:螺栓锻件胚料回炉升温至880~910℃,保温1~2小时,自然冷却,将螺栓锻件胚料机加工成螺栓锻件。
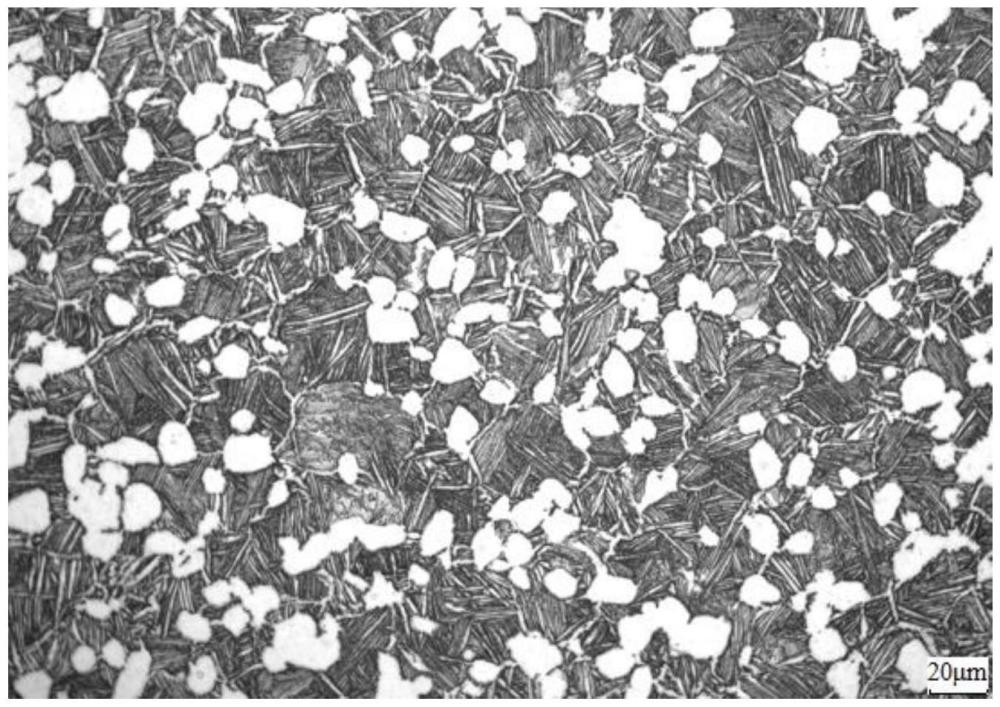
29、有益效果:本发明提供一种不同于现有技术的高强韧ta31钛合金螺栓锻件的制备方法,加工出的ta31合金螺栓锻件,为细小均匀的双态组织,退火后的锻件具有良好的强韧性,室温抗拉强度900mpa以上,冲击功≥60j,各项指标均满足gjb943a-2018标准。同时,本发明的高强韧ta31钛合金螺栓锻件的制备方法还具有以下效果:
30、ta31钛合金铸锭和中间胚料均采用近β锻造,一是解决了难变形金属在两相区下部变形易开裂的问题,二是获得拉伸和冲击性能优异的双态组织;
31、加工出的ta31钛合金中间胚料采用v型砧采用圆→圆的变形方式拔长至φ120~130mmmm,避免大变形下,多方向应力导致的ta31难变形金属的表面开裂,保证材料锻透性而获得理想的组织形态和大小,确保材料综合性能优异,满足标准指标。
技术特征:1.一种高强韧ta31钛合金螺栓锻件的制备方法,其特征在于:包括以下步骤:
2.如权利要求1所述的高强韧ta31钛合金螺栓锻件的制备方法,其特征在于:在步骤301中,锯切分料后的中间胚料采用箱式电阻炉加热至700~820℃。
3.如权利要求1所述的高强韧ta31钛合金螺栓锻件的制备方法,其特征在于:在步骤s306中,采用砂轮机打磨去除中间胚料的表面缺陷。
4.如权利要求1所述的高强韧ta31钛合金螺栓锻件的制备方法,其特征在于:在步骤s501中,锯切后的ta31钛合金锻件采用箱式电阻炉加热至tβ以下15℃~20℃。
5.如权利要求1所述的高强韧ta31钛合金螺栓锻件的制备方法,其特征在于:在步骤s304中,高温热态回炉温度为tβ以下5℃~tβ以上5℃。
技术总结本发明提供一种不同于现有技术的高强韧TA31钛合金螺栓锻件的制备方法,加工出的TA31合金螺栓锻件,为细小均匀的等轴组织,退火后的锻件具有良好的强韧性,室温抗拉强度900MPa以上,冲击功≥60J,各项指标均满足GJB943A‑2018标准。同时,本发明的高强韧TA31钛合金螺栓锻件的制备方法还具有以下效果:TA31钛合金铸锭和中间胚料均采用近β锻造,一是解决了难变形金属在两相区下部变形易开裂的问题,二是获得拉伸和冲击性能优异的双态组织;加工出的TA31钛合金中间胚料采用V型砧采用圆→圆的变形方式拔长至φ120~130mmmm,避免大变形下,多方向应力导致的TA31难变形金属的表面开裂,保证材料锻透性而获得理想的组织形态和大小,确保材料综合性能优异,满足标准指标。技术研发人员:韩伟松,袁红军,吕勇,朱宝辉,李建锋,杨宝林,王培军受保护的技术使用者:宁夏中色金航钛业有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/342160.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表