一种ENiCrMo-3焊条的生产方法与流程
- 国知局
- 2024-12-06 12:39:04
本发明属于金属材料制造领域,特别涉及一种enicrmo-3焊条的生产方法。
背景技术:
1、uns n06625合金是一种固溶强化型镍基合金,具有优异的高温性能、持久性能和抗腐蚀能力,常用于核电、火电和化工等相关装备制造领域。enicrmo-3焊条主要用于该系列镍铬钼合金的焊接,需求量大。现有的enicrmo-3焊条主要依赖于进口,价格昂贵,交期受限。因此发展该焊条的生产原材料enicrmo-3焊条具有广阔的市场前景,有助于enicrmo-3焊条实现国产化。
技术实现思路
1、针对现有技术中的问题,本发明提供了一种enicrmo-3焊条的生产方法,该方法工艺路线设计合理,节奏快,生产效率高,而且生产的产品纯净度高,组织均匀,且晶粒度和室温拉伸性能控制良好,同时具备良好的表面质量和拉拔成型性能。
2、为实现以上技术目的,本发明的技术方案是:
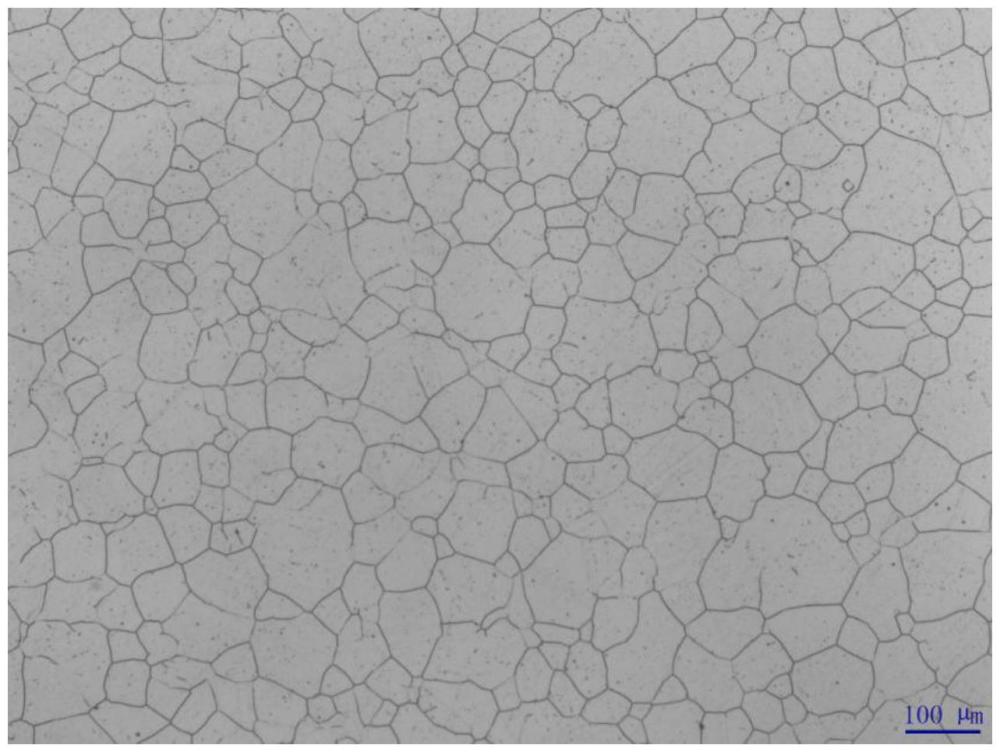
3、一种enicrmo-3焊条的生产方法,包括如下步骤:
4、步骤1,根据金属原材料的成分,按照enicrmo-3目标成分计算原材料配比,并根据配比关系分别称量金属原材料;金属原材料采用返回料或合金料;所述金属原材料在使用前进行清洁处理,去除表面杂质,并进行烘干,保证原材料清洁干燥。其中,所述镍板经过分切裁剪成(100-150)*(100-150)mm小块。所述去除表面杂质是采用滚筒式除锈剂对镍板、纯铁、返回料和合金料进行除锈处理,消除表面氧化皮和附着物;所述烘干在室式炉中进行,所述烘干的温度为380-450℃,烘干时间≥4h;
5、步骤2,真空感应冶炼,将金属镍和金属钼装炉,抽真空熔清精炼,然后在熔清精炼后加入金属铬、镍铌,并在化清后二次精炼,待精炼结束后加入金属铝和金属钛,充氩气精炼,取样微调成分直至成分合格,测温出钢得到真空感应锭;所述熔清精炼的温度为1470-1570℃,时间≥20min,所述化清后二次精炼的温度为1480-1580℃,时间≥25min,所述充氩气的压力为7000-10000pa;所述出钢的温度为1440-1500℃。真空感应冶炼全过程均与大气隔离,为降低钢液气体含量提供了基础。在冶炼时抽高真空,液面以上处于高真空状态,有利于钢液中onh元素的脱离。此外,精炼分为两次精炼,第一次精炼去除随炉量中的杂质,并且在二次精炼前加入脱氧剂al、ti。通过分步分类脱氧、脱硫使得合金纯净度提高;
6、步骤3,电渣重熔:首先对真空感应锭进行平头、修磨,清除表面缺陷,然后将感应锭和辅助电极焊接在一起装入电渣重熔炉,进行电渣重熔,得到电渣锭,其中,电渣重熔的稳态熔速为4.8-5.8kg/min,采用6系列镍基合金底垫代替常规碳钢底垫,避免起弧时底垫熔化导致电渣锭底部增铁;
7、步骤4,锻造成型:将钢锭进行均质化处理,然后进行采用径锻机直接锻造成开坯(径锻直材),得到方坯。所述均质化处理的温度为1170-1220℃,所述径锻直材采用两火径锻成型,该锻造的温度为1150-1200℃,开锻温度≥930℃,终锻温度≥800℃,且锻造的延伸率控制在1.4以内。径锻调控多道次大变形与中间加热制度想匹配以破碎析出相,加速有害相的回溶使得最终组织均匀分布。相较于采用快锻机锻造成方坯(快锻直材),径锻机变形频次快,中间坯可在线热切,同时减少了锻造火次,整体生产节奏快。相较于快锻机+径锻机联合锻造成方坯(快径联合),径锻直材减少了冷料加热、物料转运时间,可以连续生产。
8、步骤5,将方坯放入步进式加热炉中加热,经过初轧、精轧得到线材,所述线材的直径为5.5mm,公差在0.25mm以内,所述轧制的温度为1180-1210℃,开轧温度≥1000℃,终轧温度≥870℃;
9、步骤6,将线材装入环形炉中固溶,固溶温度控制在1080-1120℃,保温后入循环水中冷却,经过该温度固溶后晶粒度可将线材晶粒度控制在3-5级,抗拉强度控制在700-830mpa,可以有效避免后续拉拔过程中的断丝、表面起橘皮等问题。同时线材表面氧化皮变得疏松,经过酸液酸洗、高压水冲洗,能快速高效的洗净表面氧化皮,保证表面质量;经拉拔得到焊芯,所述焊芯的化学成分(wt.%)为c≤0.02%、si≤0.3%、mn≤0.15%、p≤0.005%、s≤0.01%、cr 21.5-22.5%、ni≥58%、mo 8.5-9.5%、al 0.1-0.25%、ti 0.1-0.3%、nb+ta 3.4-3.8%、fe≤0.5%、cu≤0.05%;
10、步骤7,将二氟化钙、钾长石、大理石和钠钾水玻璃混合并研磨处理,形成均质细粉料;然后加入甲基硅酸钠、异丙醇铝和钛酸正丁酯密封搅拌20-30min,得到预制粉料;所述预制粉料的质量配比为:二氟化钙7-10份、钾长石8-15份、大理石3-5份、钠钾水玻璃3-5份、甲基硅酸钠0.5-1份、异丙醇铝10-12份、钛酸正丁酯10-15份,所述研磨处理的温度为5-10℃,研磨压力为0.3-0.5mpa,所述密封搅拌的搅拌速度为300-500r/min;所述钾钠水玻璃的浓度为44°-45°;
11、步骤8,将均质细粉料均匀涂布在待涂布线材表面,利用压条机进行裹覆处理,经静置烘焙和高温烘焙,得到enicrmo-3焊条,所述均质细粉料的加入量是线材质量的50-70%;所述低温烘焙的氛围为氮气与水蒸气的混合氛围,且氮气与水蒸气的体积比为9-10:1,所述高温烘焙的温度为300-350℃;该步骤利用钾钠水玻璃和钛酸正丁酯的液体特性,提高细粉料的流动性,从而保证了均布的稳定性,并在静置烘焙后将钛酸正丁酯和异丙醇铝形成原位水解,配合后续的高温烘焙,形成渗透性良好的粘结效果,保证了药皮的稳定性与缝隙填补特性,对线材起到优异的保护作用,配合高温烘焙带来的氢氧化铝和钛酸的原位缩聚,提高了药皮致密性。药皮自身的材料与线材的存在一定的相近性,在裹覆处理、静置烘焙和高温烘焙过程中形成紧密连接,减少药皮与线材间的缝隙。
12、从以上描述可以看出,本发明具备以下优点:
13、1.本发明制备的enicrmo-3焊条具有纯净度高,组织均匀,且晶粒度和拉伸性控制良好,同时具备良好的表面质量和拉拔成型性能,有助于enicrmo-3焊条实现国产化,解决enicrmo-3焊条从国外进口,价格昂贵,交期受限的问题。
14、2.本发明采用高纯净冶炼方式(真空感应+保护气氛电渣重熔特种冶炼)。控制感应精炼温度、时间,去除有害元素;控制电渣稳态熔速,保证补缩;采用6系列镍基合金底垫,解决电渣底部铁含量增加的问题。采用高纯净冶炼方式生产的线材非金属夹杂物含量少,气体含量控制在低水平。
15、3.本发明采用径锻直材的锻造开坯方式,变形道次分配合理,方坯组织均匀,可连续生产,转运节奏快,生产效率高。
16、4.本发明采用固溶处理通过控制温度,将晶粒度调控在3-5级,抗拉强度调控在700-830mpa之间,后续酸洗、拉拔成型效果优良。
17、5.本发明的药皮中含有钛酸正丁酯与钾钠水玻璃,在前驱体状态具有良好的流动性,不仅与线材形成紧密的连接,而且能够对线材起到良好的保护作用,同时兼具提高焊缝机械性能,稳定电弧燃烧,宝华焊缝和降低焊渣的作用。
本文地址:https://www.jishuxx.com/zhuanli/20241204/342417.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表