用于超高强钢高能束焊接过程的接头温度调控装置及方法与流程
- 国知局
- 2024-12-06 12:36:38
本发明属于超高强钢焊接,具体涉及一种于超高强钢高能束焊接过程的接头温度调控方法及装置。
背景技术:
1、激光-电弧复合是一种能量密度高、焊接速度快、热影响区宽度小的高效高质焊接方法,在汽车行业得到广泛应用。
2、目前装甲车辆基体装甲使用的是超高强钢,其抗拉强度已经大于1700mpa,焊接热影响区的粗晶区及熔合区是整个焊接接头中最薄弱的部位,采用该技术焊接时,由于加热冷却速度快,焊接接头发生淬硬现象,产生冷裂纹和热影响区脆化,不能满足特种车辆的使用性能要求,致使该技术一直无法在装甲车辆行业上应用。
3、目前一直采用传统电弧填丝焊接工艺,焊接过程需严格控制热输入和冷速,防止接头组织粗大脆化,但是效率低下。
技术实现思路
1、本发明提供一种于超高强钢高能束焊接过程的接头温度调控方法及装置,要解决的技术问题是:解决冷裂纹产生和热影响区脆化的问题以及采用电弧焊接效率低下的问题。
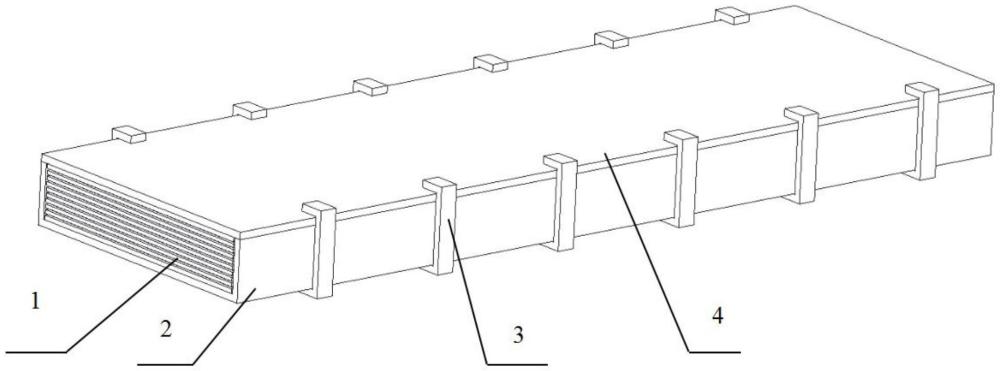
2、为了解决以上技术问题,本发明提供了一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:采用复合结构的储热垫,储热垫外部为保温包裹层、内部为储热层,保温包裹层上层采用石墨烯涂层布,用于吸收和传导热量,侧面和下层采用导热性低的陶瓷纤维布,保温包裹层内部填充石墨烯导热片作为储热层。
3、一种用于超高强钢高能束焊接过程的接头温度调控方法,其特征在于:激光电弧复合焊接超高强度钢时,以焊道为对称中心将储热垫铺在待焊焊道下部,起始点与焊道起始点对齐,焊道较长时,根据高强钢焊接性要求,应采用分段焊接,一次焊接焊缝长度不应超过2米,焊后温度过高时,同时在焊道上方铺设保温垫。
4、有益效果:本发明具有快速吸热储能和快速放热功能,在池形成时,吸热储能即时降低焊接接头单位时间热输入,随着热源撤离,温度下降,开始放热,起到接头保温缓冷,可细化高强钢/超高强钢焊接接头的晶粒,解决冷裂纹产生和热影响区脆化、有效避免了超高强钢接头产生淬硬组织,提高其了对高能束焊接技术的适用性,促进了超高强钢的焊接质量和效率的提升,满足新一代装甲突击装备部件对先进精密焊接技术的迫切需求,为实现超高强钢高质量激光-电弧复合焊接技术能够军事应用提供了一种有效的途径。
技术特征:1.一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:采用复合结构的储热垫,储热垫外部为保温包裹层、内部为储热层,保温包裹层上层采用石墨烯涂层布,用于吸收和传导热量,侧面和下层采用导热性低的陶瓷纤维布,保温包裹层内部填充石墨烯导热片作为储热层。
2.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:石墨烯导热片安装在焊道下部时,能够快速吸收焊接熔池的热能,并储存起来,熔池冷却后,储存的热能伴随着温度差逆向传导回焊板接头部位,又对焊道起到缓冷保温作用。
3.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:石墨烯涂层布由水性石墨烯电热浆料结合精密涂布设备生产,柔软可弯曲。
4.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:石墨烯涂层布厚度为0.5毫米。
5.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:保温包裹层除石墨烯涂层布外,其余各面四周与石墨烯涂层布贴合。
6.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:石墨烯导热片是由多层石墨烯粉末与粘结剂、填充剂混合制成。
7.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:石墨烯导热片厚度为5-8毫米。
8.根据权利要求1所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:储热垫外围采用收口弹力金属卡子将内外一起固定夹紧,制成可卷曲保温垫。
9.根据权利要求8所述的一种用于超高强钢高能束焊接过程的接头温度调控装置,其特征在于:保温垫总厚度10-14毫米,长度根据待焊工件尺寸可制成1米、2米、3米三种规格。
10.一种基于权利要求1所述用于超高强钢高能束焊接过程的接头温度调控装置的接头温度调控方法,其特征在于:激光电弧复合焊接超高强度钢时,以焊道为对称中心将储热垫铺在待焊焊道下部,起始点与焊道起始点对齐,焊道较长时,根据高强钢焊接性要求,应采用分段焊接,一次焊接焊缝长度不应超过2米,焊后温度过高时,同时在焊道上方铺设保温垫。
技术总结本发明涉及一种用于超高强钢高能束焊接过程的接头温度调控装置及方法,所述装置采用复合结构的储热垫,外部为保温包裹层、内部为储热层,外部包裹层上层采用石墨烯涂层布,用于吸收和传导热量,侧面和下层采用导热性低的陶瓷纤维布,外部包裹层内部填充石墨烯导热片作为储热层,石墨烯材料安装在焊道下部时,可快速吸收焊接熔池的热能,并储存起来,熔池冷却后,储存的热能伴随着温度差逆向传导回焊板接头部位,又对焊道起到缓冷保温作用,避免出现焊缝冷裂。本发明克服传统焊接加热装置功能单一且需外部额外供能的不足,不仅可防止超高强钢焊接时过热,焊后又可释放热能起到减缓冷速作用,有效提高了超高强钢焊接接头组织性能。技术研发人员:王宇琪,王卓,高培军,赵富,王立新,李建国受保护的技术使用者:内蒙古第一机械集团股份有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/342278.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。