一种基于二氧化碳保护的钢轨中频感应焊接热处理设备及其工作方法与流程
- 国知局
- 2024-12-06 12:44:52
本发明属于铁路钢轨焊接及热处理,尤其涉及一种基于二氧化碳保护的钢轨中频感应焊接热处理设备及其工作方法。
背景技术:
1、我国铁路无缝线路钢轨焊接主要采用闪光焊、气压焊、铝热焊三种技术。
2、闪光焊是在钢轨两端通电产生电阻热再加压顶锻形成焊接接头,是目前应用最广泛的钢轨焊接技术,但也存在灰斑缺陷难以消除、工艺调试周期长、容易造成环境污染等问题。
3、气压焊是采用气体火焰加热方式将接头加热再加压顶锻的焊接方式;主要缺点是需携带大量易燃易爆气体,接头质量受气源因素影响较大,容易出现难以检测的缺陷,并且火焰加热温度无法精确测量,难以实现完全自动化,对作业人员的要求较高。
4、铝热焊是利用铝热焊剂产生氧化还原反应,放热生成液体金属将焊缝间隙填满的焊接方式,其本质是金属铸造过程,接头质量和性能不如上述两种焊接方式。
5、中频感应加热基本原理是将金属工件放入铜线圈中,通过在线圈中施加一定频率的振荡电流形成交变磁场,从而使金属内部产生感应涡流进行加热。在钢轨焊接领域,中频感应技术已广泛应用在接头焊后热处理作业,但尚未直接用于钢轨焊接。本发明提出的基于二氧化碳保护的钢轨中频感应热处理焊接及工作方法能弥补现有技术的不足,有效提高焊接质量和效率。
技术实现思路
1、为克服上述现有技术的缺陷,本发明提出一种基于二氧化碳保护的钢轨中频感应焊接热处理设备及其工作方法。
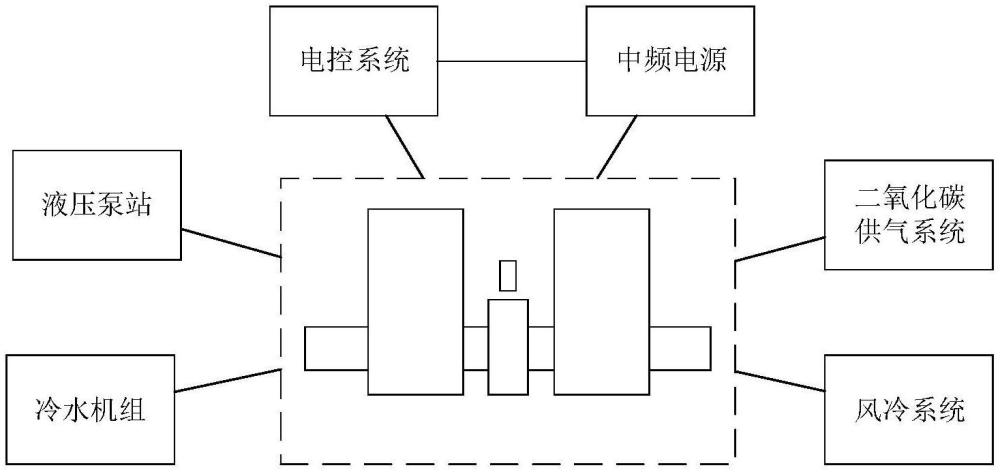
2、一种基于二氧化碳保护的钢轨中频感应焊接热处理设备及其工作方法,钢轨中频感应焊接热处理设备包括钢轨夹持机构、感应加热机构、升降机构、电控系统、中频电源、液压泵站、冷水机组、二氧化碳供气系统和风冷系统,其中,感应加热机构安装在钢轨夹持机构中部,感应加热机构通过升降机构与钢轨夹持机构的中轴相连。
3、其中,所述感应加热机构包括感应线圈、线圈座、二氧化碳气氛保护罩、变压器、框架、开合油缸,感应线圈由左右两部分组成,采用中空铜管焊接并加工成与钢轨断面相近的形状;其中,感应线圈左右两部分分别固定在线圈座左右两部分上,并通过绝缘板进行分隔,二氧化碳气氛保护罩由两部分组成,分别固定在线圈座左右两部分上,并将整个感应线圈和钢轨接头进行包裹,左右两个线圈座左右两部分分别通过开合油缸与框架铰接,油缸伸缩可实现线圈座的开合,进而实现左右感应线圈的开合;所述变压器固定在框架上,变压器的次级通过两个汇流铜排与感应线圈相连,形成单匝的感应回路。
4、其中,所述升降机构包括,电机、丝杆、丝杆螺母、导轨、滑块和固定板,其中,电机固定在固定板上,电机与丝杆通过联轴节连接,丝杆与固定板通过轴承连接,导轨固定在固定板上,丝杆螺母和滑块固定在框架上,通过电机的旋转带动丝杆旋转,使丝杆螺母带动感应加热机构实现垂直方向的直线运动。
5、其中,所述钢轨夹持机构包括左夹钳、右夹钳、两根顶锻轴、两根导向轴,其中,左夹钳和右夹钳通过两根顶锻轴和两根导向轴相连既能保证钢轨焊接平直度,又能满足感应加热机构中部安装的空间;所述顶锻轴一端穿过右夹钳连接顶锻油缸,顶锻轴另一端固定在左夹钳上;所述导向轴一端通过螺母固定在右夹钳上,导向轴另一端穿过左夹钳。顶锻油缸伸缩可通过顶锻轴带动左夹钳沿着导向轴进行直线运动,进而实现钢轨接头的顶锻。
6、其中,所述钢轨夹持机构,还包括推瘤油缸、刀架和推瘤刀,推瘤油缸固定在左夹钳端部,通过油缸轴连接刀架,推瘤刀挂在钢轨上并与刀架贴合,钢轨顶锻完成后,推瘤油缸的作用力通过刀架推动推瘤刀将接头挤出的焊瘤飞边进行切除。
7、其中,所述设备还包括电控系统、中频电源、液压泵站、冷水机组、二氧化碳供气系统和风冷系统,其中,钢轨夹持机构和感应加热机构构成钢轨感应焊机机头部分,钢轨夹持机构实现钢轨轨腰夹持、顶锻以及推瘤功能,感应加热机构形成闭合磁场提供加热热源;电控系统由plc可编程控制器控制机构各部分动作,同时监控系统内各传感器;中频电源通过i gbt逆变以及串联谐振方式为感应线圈提供加热电能;液压泵站连接机头油缸为夹持顶锻等动作提供动能;冷水机组为感应线圈及其它发热部件提供冷却;二氧化碳供气系统为焊接过程提供二氧化碳气氛保护;风冷系统为热处理过程提供气源,用于快速降低接头温度,实现欠速淬火,提高接头表面硬度。
8、其中,所述两个线圈座上各设置15个小喷嘴,小喷嘴通过内部孔径与气管接头相通,再通过气管连接至二氧化碳供气系统和风冷系统。在焊接过程中,线圈座和二氧化碳保护罩围绕钢轨接头形成相对封闭的腔体,通过小喷嘴往腔体内注入二氧化碳形成惰性气体保护,可防止加热过程中焊缝对接面被氧化形成缺陷。在热处理过程中,气管切换至与风冷系统相连,在加热到温后,利用小喷嘴对接头进行喷风快速降温处理。
9、其中,所述二氧化碳气氛保护罩,采用耐高温材质,包括但不限于石墨板、云母板、石棉布等;二氧化碳气氛保护罩在加热过程中还起到保温隔热的作用,提高加热效率。
10、一种基于二氧化碳保护的钢轨中频感应焊接热处理设备及其工作方法,所述方法包括
11、步骤一:将待焊钢轨接头端面侧面打磨除锈,对接面采用端磨或端铣方式处理平整;
12、步骤二:采用钢轨夹持装置将待焊钢轨夹紧对中,顶锻油缸施加作用力使对接面贴紧;
13、步骤三:感应线圈采用开合式结构,安装在钢轨夹持装置中间,下降至待焊钢轨对接面,再利用开合油缸使线圈合拢,形成环绕钢轨的闭合回路;
14、步骤四:控制阀门开启二氧化碳供气系统,通过小喷嘴往二氧化碳气氛保护罩内注气;要求在焊接前30秒开始注气,二氧化碳纯度不低于99.5%,流量5-15l/min;
15、步骤五:启动中频电源,对钢轨接头进行感应加热,测温仪全程监控加热温度;
16、步骤六:加热过程中,顶锻油缸始终施加作用力,二氧化碳注入流量逐步降低,待温度到达800~900℃,停止二氧化碳供气。
17、步骤七:到达设定焊接温度(1200℃~1300℃)时关闭中频电源,顶锻油缸加速加压作用于待焊钢轨使对接面闭合并挤出焊瘤,同时感应线圈张开并上升;
18、步骤八:钢轨推瘤机构将焊瘤切除;
19、步骤九:感应加热机构再次下降并合拢,控制阀门开启风冷系统,压缩空气通过小喷嘴朝焊缝轨头和轨腰等处喷风,温度下降至400℃以下后停止喷风。
20、步骤十:再次启动中频电源将焊接接头加热到900℃左右,完成焊后热处理,以细化晶粒组织,提高接头韧性和强度;
21、步骤十一:风冷系统再次开启,利用压缩空气对接头表面进行欠速淬火处理,提高接头表面硬度;
22、步骤十二:最后将感应线圈张开,钢轨夹持装置松开钢轨,再进行焊后除瘤、打磨等处理。
23、本发明采用了二氧化碳气氛保护,可以有效避免感应加热过程对焊缝对接面的氧化,有利于提高接头性能,降低焊接内部缺陷。气氛保护罩采用耐高温材料,在加热过程中能起到保温隔热的作用,提高加热及焊接效率。钢轨夹钳机构通过四根轴相连,既能保证钢轨焊接平直度,又能满足感应加热机构中部安装的空间,有助于提高接头的外观质量。
本文地址:https://www.jishuxx.com/zhuanli/20241204/342722.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表