一种电子导纱装置控制方法与流程
- 国知局
- 2025-01-10 13:19:53
本发明涉及导纱控制,具体的,涉及一种电子导纱装置控制方法。
背景技术:
1、纱筒(又称落纱)是织前准备工程的第一道工序。纱筒工序的任务首先是在于将管纱(或绞纱)连接起来,络成容量较大的筒子,供整经、摇纱、捻线、卷纬、染色用,还可作无梭织机的纬纱筒子和针织用筒子。其中导丝部分的控制的好坏直接关系到纱筒的整体质量。
2、目前市场上已经出现电子导丝控制技术,其导丝速度较之传统技术速度加快,效率也相对较高,但是目前的电子导丝系统仅仅是对导纱器进行控制,在实际导纱过程中,为了保持导纱的均匀性,导纱的卷绕电机和导纱电机都需要根据实际情况进行调节,以此来保持纱筒的整体质量,但是当前的电子导纱装置只是对导纱器进行控制,却忽略了卷绕电机和导纱电机对纱线的质量影响。
3、中国专利,授权公告号:cn 102799139 b,授权公告日:2015年4月1日,公开了一种电子导丝控制装置及其控制方法,该装置包括横动伺服电机、卷绕电机,还包括分别与横动伺服电机和卷绕电机相连的伺服驱动器,伺服驱动器接收主轴编码器输出的脉冲,以及卷绕电机的主轴角度传感器输出的纱筒绕线厚度信号,根据脉冲和纱筒绕线厚度信号控制横动伺服电机的旋转,但是只对导纱器进行了控制,其卷绕电机和导纱电机在工作过程中都是保持一个恒定的速度进行工作,无法根据实际情况进行反馈调节,影响了纱筒的生产质量。
技术实现思路
1、本发明针对现有技术由于没有对卷绕电机和导纱电机根据工作状况实时反馈调节从而导致的纱筒生产产品质量不高的问题,提出了一种电子导纱装置控制方法,通过根据生产纱线的产品种类获取生产时需要设定的进给参数和产品参数,基于设定的进给参数和产品参数对卷绕电机、导纱电机以及导纱器设定初始状态值,并实时检测纱筒的生产状态和卷绕电机、导纱电机以及导纱器的运动状态,并对这些设备根据检测到的信息实时调节,保证纱筒生产时的各个阶段都接近最佳生产状态,充分考虑了在导纱过程中出现的各种情况,并针对这些情况对设备进行调节,维持了在导纱过程中纱筒的均匀性,显著提高了最终纱筒的生产质量。
2、第一方面,本发明实施例中提供的一种技术方案是:一种电子导纱装置控制方法,其特征在于:包括以下步骤:
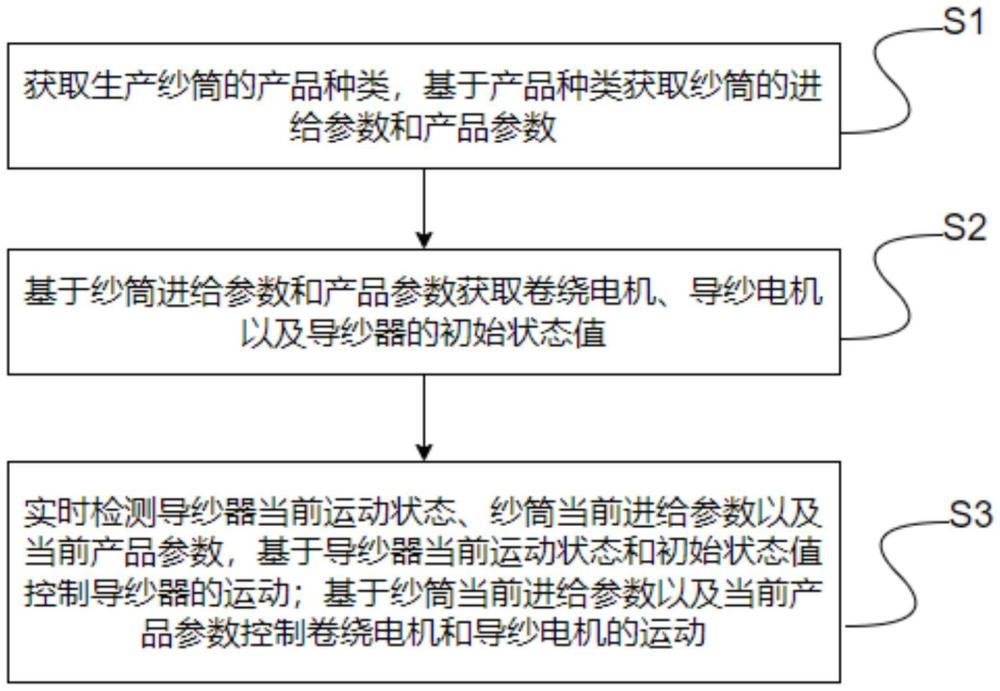
3、s1、获取生产纱线的产品种类,基于产品种类获取纱线的进给参数和产品参数;
4、s2、基于纱线进给参数和产品参数获取卷绕电机、导纱电机以及导纱器的初始状态值;
5、s3、实时检测导纱器当前运动状态、纱筒当前进给参数以及当前产品参数,基于导纱器当前运动状态和初始状态值控制导纱器的运动;基于纱筒当前进给参数以及当前产品参数控制卷绕电机和导纱电机的运动。
6、本方案中,由于在纱线卷绕的过程中受到摩擦力等作用力的影响,会使纱线缠绕的位置不会完全按照导纱器所导入的位置缠绕,同时由于纱线不断的缠绕,纱筒的半径也会不断增大,因此导纱的速度也会发生变化,从而影响整个生产阶段,因此通过对导纱器当前运动状态、纱筒当前进给参数以及当前产品参数实时检测并分析,基于纱筒当前进给参数以及当前产品参数判断出当前处于哪个生产阶段,从而分析得到该生产阶段卷绕电机和导纱电机的最优工作状态,包括旋转速度以及旋转方向等,从而可以根据分析结果对卷绕电机和导纱电机的工作状态进行调节,使其趋向于最优工作状态,从而在纱筒生产过程中,不会让纱筒生产过程中受到外界环境而导致的生产出来的纱筒不符合生产需求导致残次品的出现,极大提高了纱筒生产的产品质量。
7、提高了系统的反馈调节能力,进一步提高了纱筒的卷绕均匀程度,提高了纱筒的生产质量。
8、作为优选,所述进给参数至少包括纱线张力,所述产品参数至少包括纱筒筒径、纱筒高度以及纱线密度。
9、本方案中,为了生产一个符合需求的纱筒,需要根据生产需求分析出生产纱筒时各个生产阶段电子导纱装置各个设备的工作状况以及纱筒本身的参数,比如纱筒筒径、纱筒高度以及纱线密度等产品参数,而各个设备的工作状况对产品参数有直接影响,因此需要各个设备严格按照生产要求进行运转,而导纱电机作为获取原材料为后续的生产提供原料,在生产过程中具有极其重要的作用,如果导纱电机导纱速度过快或过慢将会直接影响到纱筒的整体质量,因此还需要获取纱筒的进给参数,比如纱线张力等,保证纱筒原材料的获取稳定。
10、作为优选,s2中,基于纱线进给参数和产品参数获取卷绕电机、导纱电机以及导纱器的初始状态值,包括如下步骤:
11、基于产品参数中的纱筒高度获取导纱器的预设偏移量和初始位置;基于产品参数和进给参数中的纱线密度以及纱线张力获取导纱器、卷绕电机和导纱电机的初始运动速度。
12、本方案中,为了使最终生产出来的产品符合生产需求,需要根据纱线进给参数和产品参数分析出导纱器、卷绕电机和导纱电机的初始运动速度,纱筒高度由导纱器的预设偏移量决定,因此导纱器的预设偏移量等于纱筒高度,纱线密度以及纱线张力由导纱器、卷绕电机和导纱电机的运动速度决定,纱线张力过大则纱线密度就高,导纱器、卷绕电机的运动速度就过快或导纱电机运动速度过小,纱线张力过小则纱线密度就高,导纱器、卷绕电机的运动速度就过慢或导纱电机的运动速度过快,都会影响纱筒的产品质量,因此需要对导纱器、卷绕电机和导纱电机的运动状况严格控制,从而提升纱筒的整体缠绕均匀程度,提高产品质量。
13、作为优选,s3中,实时检测导纱器当前运动状态,基于导纱器当前运动状态和初始状态值控制导纱器的运动,包括如下步骤:
14、实时检测导纱器相对于初始状态值中初始位置的偏移量,当导纱器的偏移量达到预设偏移量后反转运动方向直至导纱器返回初始位置后再次反转运动方向做往返运动。
15、本方案中,为了对纱筒的高度进行控制,通过限定导纱器的运动路径,将其初始位置作为纱筒的起点,其预设偏移量等于纱筒高度,当导纱器运动距离达到预设偏移量后就反转运动方向重新回到初始位置,这样完成了一个周期的导纱过程,在导纱器运动过程中,可以近似看做全程匀速运动,可以保证纱线缠绕均匀,也可以保证纱线不会缠绕出纱筒范围,保证生产安全。
16、作为优选,s3中,实时检测纱筒当前进给参数,基于纱筒当前进给参数控制卷绕电机和导纱电机的运动,包括如下步骤:
17、实时检测纱筒当前进给参数中的当前纱线张力,对当前纱线张力进行分析;
18、若当前纱线张力处于上升趋势且张力大小高于预设张力范围的最大值,则判断卷绕电机旋转速度过快,降低卷绕电机旋转速度或判断导纱电机旋转速度过慢并提高导纱电机旋转速度;若当前纱线张力处于下降趋势且张力大小小于预设张力范围的最小值,则判断卷绕电机旋转速度过慢,提高卷绕电机旋转速度或判断导纱电机旋转速度过快并降低导纱电机旋转速度;若当前纱线张力在预设张力范围内,则保持导纱电机和卷绕电机的旋转速度不变。
19、本方案中,在纱线卷绕过程中,如果卷绕电机和导纱电机的速度配合的不好的话,就会出现纱筒拖着纱线进行卷绕运动从而导致纱筒卷绕过于紧密或者纱线导入速度大于卷绕速度从而导致纱筒卷绕的过于松散,严重影响纱筒的生产质量,因此通过实时检测纱筒当前进给参数可以判断出纱线在被卷绕时是处于过于紧密还是过于松散状态,以此来调节卷绕电机和导纱电机的速度,让两个电机之间的速度可以互相配合,从而让纱线以不紧密也不松散的状态均匀的缠绕在纱筒上,以此来提高纱筒的生产质量。
20、作为优选,s3中,实时检测纱筒当前产品参数,基于检测纱筒当前产品参数控制卷绕电机和导纱电机的运动,包括如下步骤:
21、在导纱器完整的一个往返运动周期内,每隔一个时刻获取卷绕电机的转动角速度;
22、在导纱器完整的一个往返运动周期内,每隔一个时刻获取纱线缠绕在纱筒上的纱线运动速度;根据纱线缠绕在纱筒上的纱线运动速度和卷绕电机的转动角速度计算出每个时刻纱筒表面到纱筒中心之间的距离;
23、基于每个时刻纱筒表面到纱筒中心之间的距离求平均值得到纱筒厚度,基于纱筒厚度计算出纱筒当前产品参数中的当前纱筒筒径;
24、若当前纱筒筒径等于产品参数的纱筒筒径,控制卷绕电机、导纱电机和导纱器线性减速,直至速度为0。
25、本方案中,为了检测纱筒的厚度,并且保持整体纱筒的厚度都达到了预设参数而不是某一部分的厚度达到了预设参数,因此在检测纱筒的厚度时,取了导纱器完整的一个往返运动周期,在这个运动周期内计算各个时刻导纱器对应位置的一圈纱筒的半径,将各个时刻的半径求平均即得到了纱筒的整体厚度,可以防止出现部分纱筒达到预设参数中的厚度时就停止卷绕从而导致的纱筒厚度不均或者纱筒整体参数不符合生产需求的问题,显著提高了纱筒的生产质量;为了使最终生产出来的纱筒的参数满足生产需求,需要在导纱过程中对纱筒实时检测,将检测的数据实时与参数管理模块中的参数数据比较,防止出现生产出来的纱筒不满足产品参数,当纱筒的数据满足预设的参数后,电子导纱装置停止工作,等待生产下一个纱筒,通过这种方式可以提高生产纱筒的产品参数的精度,变相提升产品的生产质量。
26、作为优选,所述导纱器在一个往返运动周期内的运动路径包括加速段、匀速段和减速段;
27、所述加速段的导纱器加速率和减速段的减速率均为恒定值,基于导纱器的运动路径调节卷绕电机和导纱电机的速度。
28、本方案中,由于导纱器用于控制导入纱线的位置,而在导纱器启动以及往返运动时,必然会在运动转折点变换运动方向,而必然会有速度降低,速度增加到匀速运动的阶段,这个会影响在往返运动切换节点位置的纱筒的纱线卷绕的均匀程度,因此将加速阶段的加速率和减速阶段的减速率设为恒定可以方便卷绕电机和导纱电机适应导纱器往返运动切换时调节速度的幅度,提高了电子导纱系统根据反馈调节的速度,解决了由于导纱器速度变化而造成的纱筒缠绕的纱线不均匀的问题,提高了纱筒的生产质量。
29、作为优选,基于导纱器的运动路径调节卷绕电机和导纱电机的速度,包括如下步骤:若导纱器处于加速段,基于导纱器的加速率增大卷绕电机的速度,并同步增大导纱电机的速度;
30、若导纱器处于匀速段,则卷绕电机和导纱电机的速度不变;
31、若导纱器处于减速段,基于导纱器的减速率减小卷绕电机的速度,并同步减小导纱电机的速度。
32、本方案中,为了解决由于导纱器往返运动而造成的纱线卷绕不均匀的问题,让卷绕电机和导纱电机的速度根据导纱器三个不同的速度变化阶段同步变化,让纱线可以在卷绕过程中全程保持均匀卷绕,提高了纱筒中纱线卷绕的均匀程度,提高了纱筒的生产质量。
33、本发明的有益效果:(1)本发明通过实时获取纱筒当前进给参数和当前产品参数,根据纱筒当前进给参数和当前产品参数反馈调节卷绕电机和导纱电机的速度,以此达到导纱过程中纱线被均匀的缠绕到纱筒上,提高了纱筒的生产质量;
34、(2)本发明通过检测在导纱器完整的一个往返运动周期内各个时刻纱筒表面到纱筒中心之间的距离,将计算得到每个时刻纱筒表面到纱筒中心之间的距离求平均值得到纱筒的筒径,将得到的纱筒筒径与产品参数进行对比来生产纱筒,减小了纱筒生产时产生厚度不均的概率,提高了纱筒的生产精度;
35、(3)本发明根据导纱器在变换方向时的速度变化调整卷绕电机和导纱电机的运动速度,使导纱器变换运动方向的节点的纱线缠绕均匀,从而提升了纱筒的产品质量。
36、上述技术实现要素:仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
本文地址:https://www.jishuxx.com/zhuanli/20250110/352452.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表