一种预燃炉燃料吨包运输系统及吨包运输破碎方法与流程
- 国知局
- 2025-01-10 13:29:46
本发明属于战略新兴产业目录之7节能环保产业中的7.1高效节能产业下7.1.1高效节能锅炉窑炉,涉及燃烧设备领域,具体涉及一种预燃炉燃料吨包运输系统及吨包运输破碎方法。
背景技术:
1、为满足双碳目标,即碳达峰与碳中和,热工设备中的分解炉要求降低燃烧的碳含量,即减少燃料:煤粉的使用量,提倡使用替代燃料,在分解炉侧方开口,连接预燃炉,预燃炉内设置阶梯结构,替代燃料在阶梯上逐级下行,被充分燃烧,最终进入分解炉。
2、预燃炉一般架设在高处,向预燃炉的进料系统运送燃料往往是将替代燃料通过皮带机运送至高位,并通过进料系统送入预燃炉中,缺点在于,替代燃料相当一部分由垃圾组成,在暴露的环境下持续运输,就导致工作场所气味难闻且造成污染。
3、申请人曾提出cn2023229349617,一种预燃炉燃料输送系统,其中提出替代燃料在运输过程中密封处理,在向预燃炉进料时再破开密封,达到减少替代燃料在外部环境的暴露,减少污染的目的,运输时全程通过运送小车承载替代燃料,并通过提升机提升至高处的进料口处进行卸料,之后进一步改进,提出cn2023232362034,将其中部分运输场景替换为辊道运输,改进了整体运输环境,但依然未形成未形成完整的可落地的运输方案,故需要进一步完善,并形成相应的完整的运输方法。
技术实现思路
1、为解决上述问题,本发明提供一种预燃炉燃料吨包运输系统及吨包运输破碎方法。
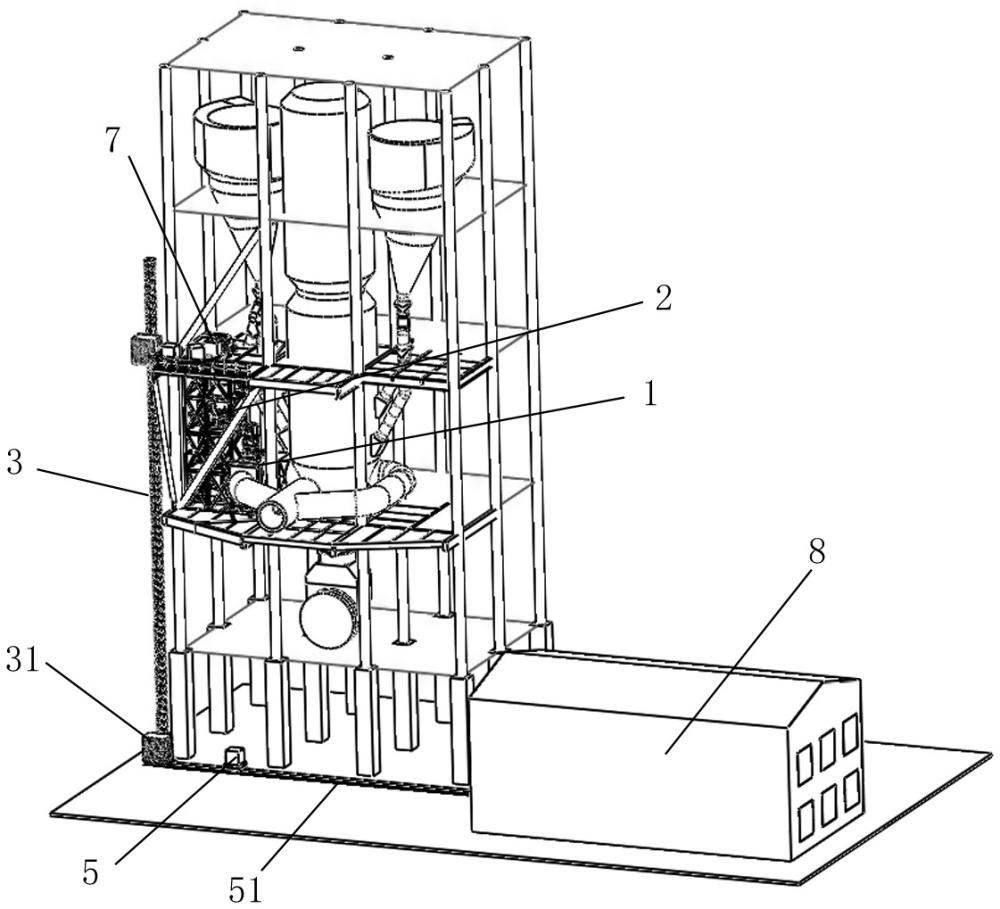
2、本发明的目的是以下述方式实现的:一种预燃炉燃料吨包运输系统,包括预燃炉1,预燃炉1通过进料系统2进料,进料系统2上端设置有破碎落料机构7,还包括提升机3,提升机3上设置可升降的轿厢31,轿厢31内设置第三辊道输送系统32,提升机3顶部与破碎落料机构7之间设置第四辊道输送系统6;还包括用于运送吨包4的运送小车5,运送小车5上设置第二辊道输送系统52;
3、还包括与运送小车5配合的轨道51,轨道51一端延伸至提升机3底部的轿厢31入口处,轨道51另一端设置第一辊道输送系统81,第一辊道输送系统81设置于厂房8内;每两个独立的输送系统之间形成转运节点,转运节点周侧设置到位检测机构,所有到位检测机构及所有输送系统的驱动机构均连接总控制器。
4、进一步的,所述第一辊道输送系统81前端两侧设置第一光栅811,第一辊道输送系统81前端前方的轨道51上设置第一到位开关511。
5、进一步的,所述第二辊道输送系统52前端两侧设置第二光栅521,第二光栅521固定于运送小车5两侧,运送小车5前端固定档杆电机53,档杆电机53输出端固定连接档杆531,档杆531位于第二辊道输送系统52前端的前方,随档杆电机53输出端的转动,使得档杆531高于或低于第二辊道输送系统52的承载平面。
6、进一步的,所述提升机3底部后方的轨道51上设置第二到位开关512,轨道51上距离提升机3底部3m~8m的距离设置减速开关513;所述第三辊道输送系统32前端两侧设置第三光栅321。
7、进一步的,所述第四辊道输送系统6包括与提升机3处于顶部的轿厢31相配合的等待段61,以及用于向破碎落料机构7送料的持续送料段62,等待段61与持续送料段62分别独立运行,等待段61的两侧设置第四光栅611。
8、进一步的,所述破碎落料机构7包括壳体71,壳体71一侧形成开口72,开口72处的壳体71内设置两根破碎辊73,破碎辊73的旋转方向为,由两根破碎辊73之间,向开口72朝向外部的方向旋转;开口72外设置向破碎辊73方向送料的运输机构;开口72上设置防止物料远离破碎辊73的倒钩结构74。
9、进一步的,所述破碎辊73上设置破碎齿731,两根破碎辊73的破碎齿731交错设置,破碎齿731在破碎辊73旋转方向的一侧形成刀口。
10、进一步的,所述运输机构为持续送料段62,持续送料段62包括若干辊筒,持续送料段62上设置摩擦带621,摩擦带621包覆最靠近开口72的辊筒,以及该滚筒之后的至少一根辊筒,摩擦带621上设置防滑结构。
11、进一步的,所述倒钩结构74包括安装座741,安装座741固定连接开口72内壁,安装座741通过转轴铰接摆动座742,摆动座742远离破碎辊73的一端形成铰接点,转轴外套设扭簧743,扭簧743提供将摆动座742向外摆出的力,摆动座742固定连接刀片744,刀片744远离破碎辊73的一侧形成刀口,刀片744靠近破碎辊73的一侧为钝端。
12、一种包含权利要求上述的吨包运输系统的吨包运输破碎方法,所述方法为:
13、s1、燃料经吨包4装包,将吨包4转运至厂房8内存储;
14、s2、将厂房8内的吨包4转移至第一辊道输送系统81后端,并随第一辊道输送系统81运至前端,第一光栅811检测到吨包4后,发出指令至总控制器,使第一辊道输送系统81停机;
15、s3、运送小车5通过轨道51向第一辊道输送系统81方向移动,第一到位开关511检测到运送小车5到位后发出指令至总控制器,使运送小车5停机,运送小车5上的第二辊道输送系统52与第一辊道输送系统81抵接;
16、s4、第一辊道输送系统81与第二辊道输送系统52同步运行,使吨包4移动至第二辊道输送系统52上,档杆电机53同步运行,使档杆531升起形成限位,第二光栅521检测到吨包4后,第二辊道输送系统52停机,运送小车5运行,朝向提升机3方向移动;第一辊道输送系统81执行s2;
17、s5、减速开关513检测到运送小车5后,运送小车5进行减速,第二到位开关512检测到运送小车5到位后运送小车5停机,档杆电机53运行,使档杆531下降;
18、s6、第二辊道输送系统52与第三辊道输送系统32同步运行,使吨包4移动至第三辊道输送系统32,第三光栅321检测到吨包4后,第二辊道输送系统52与第三辊道输送系统32停机,轿厢31关门,通过提升机3向上移动,运送小车5执行s3;
19、s7、轿厢31提升至第四辊道输送系统6对应高度,轿厢31开门,第三辊道输送系统32与第四辊道输送系统6同步运行,使吨包4移动至等待段61,第四光栅611检测到吨包4后,第三辊道输送系统32与第四辊道输送系统6停机,轿厢31关门,通过提升机3向下移动,吨包4滞留于等待段61;
20、s8、持续送料段62持续运行,持续送料段62上没有吨包4时,等待段61运行将吨包4移动至持续送料段62,持续送料段62持续提供将吨包4向破碎辊73推入的力,破碎辊73将吨包4表面破碎,并提供将吨包4向外拨出的力,倒钩结构74在吨包4进入时将吨包4表面划破,并在破碎辊73将吨包4向外拨出时,卡住吨包4,吨包4通过表面破口向进料系统2持续漏料,直到余料不多时随着被破碎辊73打碎完全落入进料系统2。
21、相对于现有技术,本发明完善了小车运输、提升机、厂房及相关的辊道输送系统的整体设计,形成完整的吨包运输系统,并设置对应的到位检测机构,是整个流程大部分工作基本可以完成非人工操作。
本文地址:https://www.jishuxx.com/zhuanli/20250110/353471.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表