一种储罐氮封气分离回收系统的制作方法
- 国知局
- 2025-01-10 13:26:27
本发明涉及物料贮存容器,具体为一种储罐氮封气分离回收系统。
背景技术:
1、氮封系统是是通过向储罐内充入氮气,形成一个氮气封闭层,并控制储罐内液体物料的成分、压力、温度保持在稳定的状态,从而降低液体物料的挥发和氧化,防止外部空气和水分进入储罐内,保持储罐内储存液体物料的稳定性、安全性。氮封技术广泛应用于化工、石油、食品、医药行业中的液体存储罐。氮封系统不仅能延长储存物品的保质期,防止氧化和挥发,还能提高储存安全性,减少环境污染。因此,氮封系统在提高工业生产效率和保障安全方面具有重要意义。
2、目前,常规的氮封系统是向液体物料存储罐内通入氮气实现氮气密封的作用,在进行物料充注、外排时,通过供氮、排放大气的形式实现存储罐内的压力平衡。可见,常规的氮封系统,仍然存在以下不足:
3、1、物料充注时将存储罐内氮气外排,会对氮气以及汽化的物料造成浪费;
4、2、若简单的对排放气体进行冷凝回收,仅能实现单一物料的回收。
技术实现思路
1、为了解决背景技术中存在的技术问题,本发明提供一种储罐氮封气分离回收系统,不直接排放,更为环保;能够对多种液相物料储罐的氮封气集中回收、分离。
2、本发明解决所采用的技术方案是:
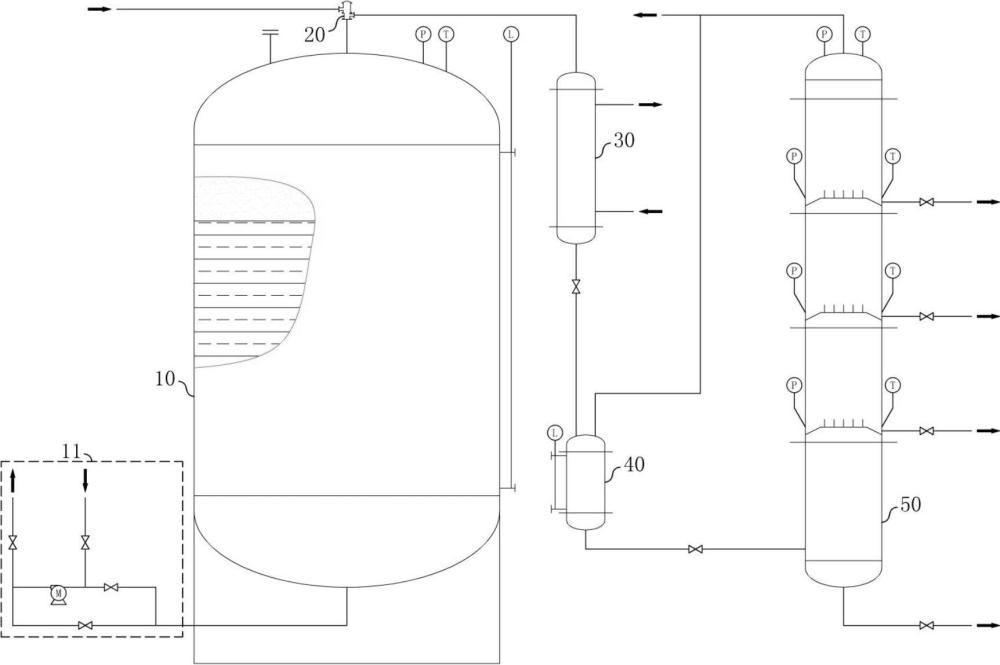
3、一种储罐氮封气分离回收系统,包括:分别连通设置于储罐上、下两端的氮封机构、物料输送机构。所述氮封机构的排气端连通至排气总管处,所述排气总管上依次连通设置有冷凝器、缓冲罐、分馏机构,所述缓冲罐、分馏机构之间还连通设置有气连管。
4、进一步的,所述物料输送机构用以向储罐内供给、排出物料,包括:
5、与储罐下端向连通的主连管,所述主连管上连通设置有第一排料阀、输送泵,所述第一排料阀、输送泵之间的主连管上连通设置有进料管,所述进料管上连通设置有第二进料阀;主连管两端并列连通设置有旁通管,所述旁通管上连通设置有第一进料阀;主连管的末端连通设置有排料管,所述排料管上连通设置有第二排料阀。
6、进一步的,所述氮封机构用以向储罐内补充、排放氮气,包括:
7、与储罐上端相连通的管状下阀体,所述下阀体内设置有上部开放、下方封闭的内套管,下阀体的一侧设置有与冷凝器相连通的排气口,所述排气口与下阀体、内套管之间的套接空间相连通,排气口的位置高于内套管下端封闭处;下阀体的上端同轴密封连通设置有管状的上阀体,所述上阀体的一侧连通设置有进气口,所述进气口与供氮管路相连通,上阀体内螺接设置有调节板,所述调节板的上端面凸出设置有调节耳,调节板的正下方设置有主阀板,主阀板的中央向上延伸设置有滑套,所述滑套滑动插设于调节板的中央,调节板、主阀板之间抵接设置有主推簧,滑套周围的主阀板上贯穿设置有气道,主阀板下端的中央密封设置有密封气道的副阀板,所述副阀板的中央向上延伸设置有螺杆,所述螺杆插设于滑套内,螺杆上螺接设置有调节螺母,滑套、调节螺母之间抵接设置有副推簧;上阀体的上端密封盖设有阀盖。
8、进一步的,所述内套管的上端与下阀体的上端相齐平,主阀板与齐平的内套管、下阀体上端面密封压接。
9、进一步的,所述分馏机构,包括:与缓冲罐下端相连通的加热釜;所述加热釜的上端密封连通设置有分流筒,所述分流筒同轴密封连接设置有多组,分流筒内的下部设置有隔板,所述隔板上贯穿设置有过气孔组,分流筒的侧壁上连通设置有仪表口组、分馏排管,所述仪表口组内密封插设有压力变送器、温度变送器,所述分馏排管设置于隔板边沿处的上方;最上方的分流筒上端密封盖设有封头盖。
10、进一步的,所述隔板设置为大口向下的喇叭状。
11、进一步的,所述隔板设置为凸面向上的半球状。
12、进一步的,所述分馏排管处的隔板上设置有内凹的导流槽。
13、进一步的,所述加热釜的下端设置有废液排口。
14、进一步的,所述封头盖的中央设置有与气连管相连通的氮气排管。
15、本发明一种储罐氮封气分离回收系统及调整方法的有益效果:
16、1、通过物料输送机构中单台输送泵,实现注料、排料工作;
17、2、通过氮封机构,保证氮封环境并将氮封气排至排气总管;
18、3、通过与排气总管依次相连通的冷凝器、缓冲罐、分馏机构,进行物料、氮气的回收。
技术特征:1.一种储罐氮封气分离回收系统,其特征在于:
2.根据权利要求1所述的一种储罐氮封气分离回收系统,其特征在于:
3.根据权利要求1所述的一种储罐氮封气分离回收系统,其特征在于:
4.根据权利要求3所述的一种储罐氮封气分离回收系统,其特征在于:
5.根据权利要求1所述的一种储罐氮封气分离回收系统,其特征在于:
6.根据权利要求5所述的一种储罐氮封气分离回收系统,其特征在于:
7.根据权利要求5所述的一种储罐氮封气分离回收系统,其特征在于:
8.根据权利要求5所述的一种储罐氮封气分离回收系统,其特征在于:
9.根据权利要求5所述的一种储罐氮封气分离回收系统,其特征在于:
10.根据权利要求5所述的一种储罐氮封气分离回收系统,其特征在于:
技术总结本发明涉及物料贮存容器技术领域,具体为一种储罐氮封气分离回收系统,包括:分别连通设于储罐上、下两端的氮封机构、物料输送机构;氮封机构的排气端连通至排气总管处,排气总管上依次连通设有冷凝器、缓冲罐、分馏机构,所述缓冲罐、分馏机构之间还连通设有气连管。本发明的一种储罐氮封气分离回收系统,不直接排放,更为环保;能够对多种液相物料储罐的氮封气集中回收、分离。技术研发人员:胡敬坤,耿振国,孟冬,张成栋,翟玉豪,伊永鹏受保护的技术使用者:淄博鲁华同方化工有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/353163.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表