刀组件以及用于加工动物产品的设备和方法与流程
- 国知局
- 2024-07-12 12:40:55
本发明涉及一种刀组件,特别地构造和适配成用于对已屠宰、去头且至少部分去内脏的鱼执行切片切割,刀组件包括至少一个切割头和驱动单元,切割头包括至少一个壳体,壳体具有刀单元,驱动单元构造和适配成用于旋转地驱动刀轴,刀轴具有分离刀并且可旋转地支承在壳体内,分离刀在刀轴的自由端上被布置在刀轴上以共同旋转。本发明还涉及一种用于加工动物产品、特别是对动物产品进行切片的设备,包括用于保持并沿着输送路径在输送方向t上输送正在加工的产品的输送装置,以及沿着输送路径用于加工动物产品的至少一个工作站。本发明还涉及一种用于加工动物产品,特别是对动物产品进行切片的方法,包括以下步骤:借助于输送装置将正在加工的产品在输送方向t上供给到至少一个工作站,使用刀组件作为工作站,通过沿刀组件的切割头的至少一个旋转驱动的分离刀输送正在加工的产品,对正在加工的产品执行加工切割,旋转的分离刀轴向地移动离开备用位置进入切割位置并再次返回,或者反之亦然,以便关于正在加工的产品而安置。
背景技术:
1、这种刀组件和设备用于动物加工业,特别是用于对家禽/鸡和鱼进行切片。在动物加工,特别是切片中,必须进行多次不同的切割,以便从动物或鱼骨架分离肉,特别是肉片。为了这个目的,产品借助于输送设备沿输送路径在输送方向t上输送。至少一个工作站沿着这个输送路径布置。优选地,多个工作站在输送方向t上一个接一个地布置,使得能够执行不同的工作步骤,特别是(分离)切割。使用对已屠宰的、去头的和至少部分去内脏的鱼进行切片的示例,设置了用于进行切片切割的工作站,切片切割包括腹部切割、胁腹切割、胁腹骨切割、脊骨切割、针状骨或腹部皮瓣切割、分离切割和其它切割。工作站的数量、构造、顺序和布置可以根据产品而变化。
2、工作站中的一些构造成刀组件,包括单个分离刀或一对分离刀。刀组件的功能和结构构造基本上独立于产品。这意味着,就将分离刀离开备用位置进入切割位置并再次返回或反之亦然的调节而言,用于加工鸡的普通刀组件构造成类似于用于加工鱼的相应刀组件。所述或每个分离刀或一对分离刀对构造为圆刀,用于执行例如腹部切割、胁腹切割,并且特别地还执行脊骨切割。每个分离刀或圆刀布置在刀轴的自由端上,并且基于正在加工的产品并根据正在执行的切割关于产品而安置和定向。使用脊骨切割的示例,每个具有倾斜定向的分离刀以这样的方式从下方进入鱼,即分离刀在其一侧上靠近脊骨,或者在一对分离刀的情况下,在其两侧上靠近脊骨,使得在鱼的整个长度上从下方切掉脊骨直到背鳍茎。在一对分离刀的情况下,两个分离刀安置成倒置的v形,形成倒置v形的两个分离刀尽可能竖直地安置,彼此成锐角,并且还设置成尽可能靠近脊骨或甚至与脊骨直接接触。
3、在这些切割的许多,明确地还有胁腹切割、胁腹骨切割和特别是脊骨切割中的共同特征是分离刀关于正在切割的产品的位置可能不总是相同的,因为产品具有解剖学和个体差异两者。固定的分离刀将导致低产量和/或对产品的损坏。纯粹作为示例,并且不将本发明减少到该示例,在对屠宰的、去头的且至少部分去内脏的鱼进行脊骨切割的示例中,如果分离刀离脊骨太远,则固定的分离刀能够导致产量的显著损失。肉的部分将作为韧带保留在脊骨上,这绝对必须避免。在固定的分离刀的情况下,如果分离刀太靠近脊骨,这能够导致脊骨(其也可以被称为中央骨)被切入或甚至被切穿,从而使得所收获的肉有缺陷,这同样绝对必须避免。因此,每个分离刀关于正在切割的产品的位置是可调节的,以便设定分离刀关于脊骨的最佳位置。这同样适用于对鱼、鸡或其它适于和用于加工的动物进行其它切片切割的分离刀。
4、为了实现优化的切割模式,例如为了获得更好的产量和/或为了实现在待获得的肉上更温和的更干净的切割和/或出于其它原因,需要能够调节刀组件,或刀组件的至少所述或每个分离刀,一方面以便使所述或每个分离刀或其位置适应于正在加工的产品的尺寸,并且另一方面以便使其或它们移动离开备用位置进入切割位置并再次返回或反之亦然,在备用位置中所述或每个分离刀被布置成与正在加工的产品相距一定距离(在脊骨切割的示例中,与脊骨相距一定距离),在切割位置中所述或每个分离刀与产品接触(在脊骨切割的示例中,与脊骨接触)。最后,备用位置描述了不是实际切割位置的所有位置。
5、用于设定关于正在加工的产品的分离刀位置的不同调节选项是已知的。例如,刀组件,即由驱动单元和具有分离刀的刀轴组成的整个单元,可以借助于步进电机等移动离开备用位置进入切割位置并再次返回。在其它变型中,提供气压缸等用于主动控制分离刀。其它变型提供主动或被动弹簧加载调节,被动弹簧加载调节的调节仅以产品控制的方式执行。
6、在主动控制系统中,由于整个刀组件为了调节而移动,因此必须移动大质量。结果,这样的系统在它们的动态性能方面受到限制。大质量是缓慢的,并且因此导致更长的调节周期,即,离开备用位置进入切割位置并再次返回或者反之亦然的移动。换句话说,当移动大质量时,需要更多的时间来将分离刀转移离开备用位置进入切割位置,从而减少了可能周期的数量,并且特别地还限制了这种系统的使用寿命/耐久性。具有待移动的大质量的已知系统的另一个缺点是,实际上只有大的相应质量的产品能够使分离刀或刀组件偏转。只有具有特定质量的大产品,特别是重量超过约500g的那些产品,才具有足够的质量以横向于输送方向例如克服弹簧力致动分离刀或刀组件,即向外按压它们,使得产品的脊骨(在对鱼进行切片切割的示例中)到达分离刀之间,并且当产品正在被输送时,分离刀特别地沿着紧密坐落于其上的脊骨被引导,而不损坏脊骨。此外,只有大的产品足够长,以在移动离开备用位置进入切割位置并再次返回或反之亦然之间的时间段内,给分离刀足够的时间来在切割位置进行实际的切片切割。已知的系统既不适合也不构造和适配用于加工较小质量(例如重量小于500g)和具有所需动态性能的较短长度的产品。
7、较小质量的产品,例如重量小于500g的鱼,不能够致动整个刀组件或类似物的重质量,以便例如以精确和产品受控的方式沿着脊骨的外部引导分离刀。用于控制分离刀的刀组件或其它部件的质量如此之大,以致于它们总是在产品上施加大的力,结果甚至可能损坏产品。这种小质量产品的问题是一个重要问题。此外,较小质量的小产品相当短,因此分离刀仅具有短的时间量用于加工,即,存在将分离刀带入适当位置的极短时间段,并且由于惯性,这对于大质量是不能实现的。为了分离(即,在脊骨切割的情况下,当在鱼的整个长度上尽可能靠近脊骨进行分离切割时),分离刀必须移出备用位置进入它们的切割位置,以便然后移动返回进入备用位置。因此,现有系统不能以精确和高产率的方式使分离刀以加工特别是质量小于500g的更小/更轻的产品所需的相应效率和动态性能进入适当位置。
技术实现思路
1、因此,本发明的目的是创造一种紧凑的且动态可调节的刀组件,其以可靠、精确和高产量的方式切割特别是甚至小的产品。此外,本发明的目的是提出一种用于对动物产品进行切片的相应的设备和相应的方法。
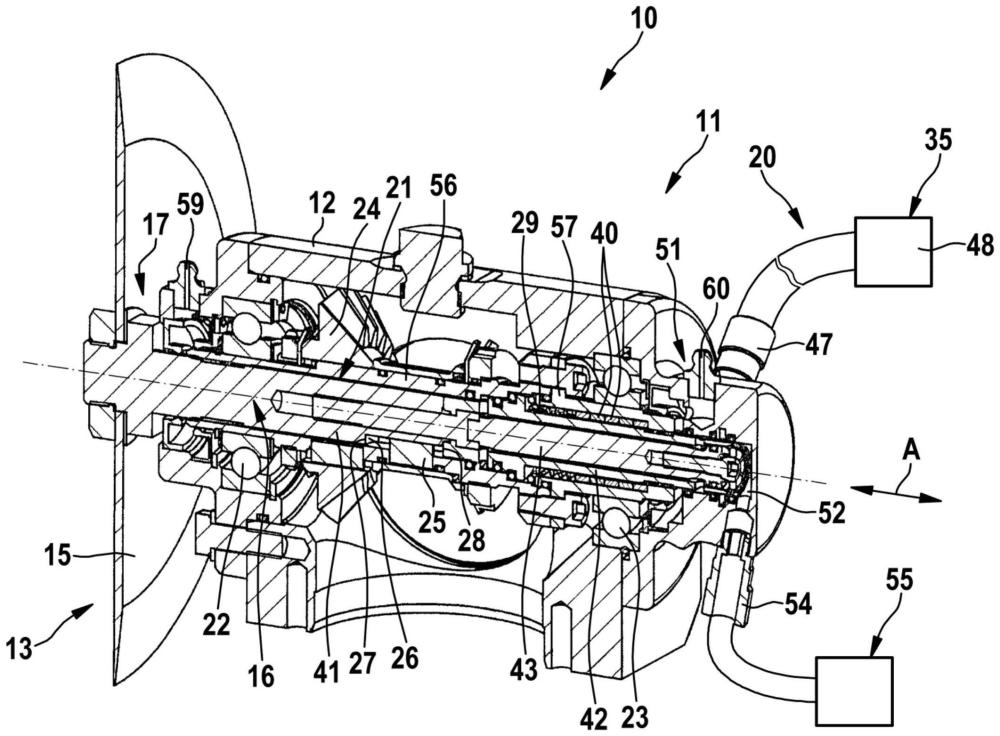
2、这个目的通过开头所述类型的刀组件实现,其中,刀轴构造成是可相对于壳体轴向地移动的,并且构造成为了轴向地移动刀轴的目的,是可用能够独立于刀轴的轴向运动而执行刀轴的旋转运动的方式与驱动单元脱离的。结果,需要被移动以便将分离刀带到适当位置的刀组件部件的质量被减小。由于根据本发明的刀组件的构造具有质量优化的刀轴和数量减少的是可移动的以进行轴向调节运动的部件/零件,因此只有具有分离刀的刀轴构造和适配成当刀轴旋转时相对于壳体是轴向可调节的。根据本发明的构造产生了一种极其动态可调的分离刀。极其动态地描述了一种系统,其优选地能够每秒实现多于10个运动周期,一个运动周期描述了分离刀移动离开备用位置进入切割位置并再返回或反之亦然。在运动周期期间,在随后的产品被输送到刀组件的区域中之前,产品在刀组件上被加工。由于特别是对于轻/小产品的高的动态性能,有足够的时间来执行工作,例如,切片切割,在脊骨切割的示例中沿着脊骨的切片切割,因为仅仅安置移动能够以时间优化的方式,即特别是更快地执行。总之,根据本发明的构造导致更高的产出效率,特别是即使在脊骨切割的情况下。然而,在其它切片切割中,结合使用根据本发明的刀组件,也实现了特别是对于小/轻产品的提高的生产率。
3、有利地,刀组件构造和适配成用于对头端在前地被进给到刀组件的已屠宰的、去头的和去内脏的鱼执行脊骨切割。在这种切片切割中,紧凑的、质量优化的设计的优点以及由此产生的在控制/安置分离刀方面的动态性能是特别明显的,特别是因为根据本发明的构造使得甚至在+/-2mm的范围内,优选地在+/-1mm的范围内动态地并且以足够的灵敏度实现轴向调节是可能的。
4、刀组件的优选改进特征在于,调节力或产生调节力的致动器与刀轴机械地脱离,以便轴向地移动刀轴。致动器独立于驱动单元作用于刀轴。由于致动器与刀轴机械地脱离,因此从驱动单元到刀轴的旋转运动能够独立地执行并且叠加在刀轴的轴向运动上。因此,在轴向运动期间要移动的质量显著减小,从而进一步改善了在分离刀的调节期间的动态性能。
5、一个特别优选的实施例特征在于,驱动套筒布置在刀轴上,并且一方面操作性地连接到驱动单元,另一方面操作性地连接到刀轴。这产生了紧凑的布置,其一方面实现了旋转运动,另一方面实现了叠加在旋转运动上的轴向运动。
6、有利地,刀轴以轴向可移位的方式布置在驱动套筒内和在驱动套筒内引导。因此,用于调节/控制分离刀的可移动质量被减小到最小,从而改善动态性能。
7、一种有利的改进特征在于,一方面驱动单元的伞齿轮刚性地连接到驱动套筒,以便旋转地驱动驱动套筒,并且另一方面驱动器元件刚性地连接到驱动套筒,以便将驱动套筒的旋转传递到刀轴。这种结构是紧凑的,并且允许旋转可靠地从驱动套筒传递到刀轴。
8、在有利的实施例中,刀轴具有凹部,驱动器元件接合在凹部中,驱动器元件构造和适配成一方面将驱动套筒的旋转运动传递到刀轴,并且另一方面确保刀轴相对于驱动套筒轴向地移动。驱动器元件优选地是一种滑动主体,其刚性地连接到驱动套筒,并且一方面例如通过摩擦配合建立到刀轴的操作连接,以便将驱动套筒的旋转传递到刀轴,并且另一方面允许刀轴相对于驱动套筒轴向地移动到凹部的边界内的最大值。轴向调节路径最大限度地由凹部的侧壁限制,因此侧壁形成用于调节路径的一种止动件。然而,调节路径也能够更小,使得驱动器元件总是与凹部的两个侧壁相距一定距离。在这种情况下,用于限制轴向调节运动的止动件也能够由驱动套筒和刀轴的相互作用的止动表面来形成。
9、有利地,驱动套筒可旋转地支承在壳体中并且布置在壳体中以便在轴向方向是固定的,并且刀轴构造成相对于驱动套筒在轴向方向上时可移动的,当刀组件处于起始位置时,刀轴并且因此分离刀借助于弹簧元件保持在切割位置,在切割位置中具有分离刀的刀轴延伸并且压入端部位置中靠着驱动套筒上的止动件。起始位置是指紧接着在正在加工的产品到达刀组件之前刀组件所处的位置。在起始位置中,分离刀处于最大延伸位置。在设置两个分离刀的情况下,分离刀在起始位置中彼此相距最小距离,这实际上形成了切割位置。例如,止动件可以是驱动套筒上的突起。
10、一个特别优选的实施例特征在于,用于使刀轴相对于驱动套筒轴向移动的致动器包括气动单元,借助于气动单元,能够以刀轴并且因此分离刀保持在备用位置中的方式施加用于使刀轴克服弹簧元件的弹簧力而轴向移动的调节力,在备用位置中,具有分离刀的刀轴缩回并且压入端部位置中靠着在驱动套筒上的止动件。借助于气动单元,能够特别简单地,并且特别地也灵敏地,即精确地控制轴向运动。与最终朝向正在加工的产品施加弹簧力的弹簧元件组合,气动单元允许在其是高度动态的且同时易于调整的轴向方向上以及具体地在朝向和远离正在处理的产品的两个方向上的调节运动。特别地,根据本发明的构造允许分离刀被快速且精确地致动,即,其使得能够实现远离正在加工的产品的轴向移动,以及使得能够实现朝向正在加工的产品的快速且精确的调节,其中分离刀与正在加工的产品更轻柔地接触。刀轴在缩回位置中撞击的止动件可以是驱动套筒上的突起。然而,止动件也能够是弹簧元件本身或者由弹簧元件的弹簧力形成。
11、有利地,弹簧元件构造和适配成是可替换的以便改变弹簧力,或者弹簧元件的弹簧力构造和适配成是可调节的。这使得控制动态性能成为可能。换句话说,分离刀的安置的灵敏度能够变化。通过更大的弹簧力,具有分离刀的刀轴能够更快地返回到切割位置。然而分离刀然后更稳固地并且以更大的力与产品接触。然而,当加工较小产品时,例如为了减小产品上的损伤,较低的弹簧力可能是期望的或需要的。这能够通过使用具有不同弹簧力的弹簧元件,特别是压缩弹簧来实现。在其它实施例中,弹簧偏置的程度以及因此弹簧力能够通过例如使用间隔件改变弹簧行程的长度而变化。
12、优选的改进特征在于,刀轴至少构造成两个部件,两个刀轴部分刚性地但可释放地互连。除了将刀轴构造为单个部件的选项之外,多部件构造是优选的,其中两部件设计是特别优选的。两个刀轴部分被布置成相对于彼此不能旋转。将刀轴构造成多个部件允许以紧凑的方式布置用于轴向运动的组件,例如弹簧元件和气动单元。此外,在模块化设计中,两部件或多部件结构允许弹簧元件例如简单且快速地替换。
13、特别优选地,第一刀轴部分承载优选地构造为圆刀的分离刀,并且具有用于驱动器元件的凹部,并且第二刀轴部分以中空圆柱形的方式构造,并且活塞杆布置在空腔中,中空圆柱形的刀轴部分借助于所述活塞杆连接到承载分离刀的刀轴部分。布置在中空圆柱形的第二刀轴部分中的活塞杆例如借助于螺纹连接可释放地连接到第一刀轴部分,虽然也能够使用其它固定系统或紧固装置。
14、有利地,活塞杆或其圆周表面布置在距中空圆柱形的刀轴部分的内表面的一定距离处,以便形成空气室,并且活塞杆在分离刀的相对侧上的端面处紧密地封闭中空圆柱形的刀轴部分。活塞杆的外径小于中空圆柱形的刀轴部分的内径。这产生在中空圆柱形的刀轴部分内部的环状空气室。为了实现封闭的空气室,活塞杆在端面处紧密地封闭空气室。为了这个目的,例如能够使用合适的密封环或其它密封装置。在背离端面的活塞杆一侧上,空气室由驱动套筒和刀轴的壁界定和封闭。
15、一个有利的改进特征在于,空气室具有至少一个通向周围区域的空气流动开口,并且与压缩空气入口流动连通,压缩空气单元连接到压缩空气入口。优选地,设置多个空气流动开口,其例如环形地分布在中空圆柱形的刀轴部分的圆周上。所述或每个空气流动开口形成在中空圆柱形的刀轴部分的壁中。借助于所述或每个空气流动开口,空气室与压缩空气入口流动连通,压缩空气入口构造和适配成进给压缩空气并且将其带走。周围区域描述了位于刀轴外部的区域。远离中空圆柱形的刀轴部分内的空腔的区域形成周围区域。压缩空气单元允许压缩空气通过压缩空气入口和空气流动开口喷入空气室中,从而通过刀轴对导向衬套压靠,导致刀轴克服弹簧元件的弹簧力被压入缩回位置(备用位置)。一旦调节力大于弹簧力,刀轴就被轴向向内调节,使得从分离刀到产品的距离增加。因此,具有分离刀的刀轴处于备用位置。一旦压缩空气单元中的压力降低或消除,压缩空气就能够通过空气流动开口和压缩空气入口从空气室逸出。当压力释放时,一旦弹簧力大于调节力,弹簧元件就将刀轴朝向正在加工的产品轴向向外挤压。一旦具有分离刀的刀轴轴向延伸,具有分离刀的刀轴就处于切割位置。
16、有利地,压缩空气入口包括用于压缩空气的旋转接头,旋转接头通过进入空气室和离开空气室的所述或每个空气流动开口来控制。这实现了刀组件的无中断且紧凑的构造,借助于这个构造,能够以叠加在刀轴的轴向运动上的方式执行刀轴的旋转运动。
17、在特别有利的实施例中,在刀轴的背离分离刀的一侧上,第二空气室形成在中空圆柱形的刀轴部分(或封闭轴端的活塞杆)的端面和壳体之间,并且与第二压缩空气入口流动连通,压缩空气单元连接到第二压缩空气入口。压缩空气在弹簧元件的弹簧力的方向上作用,以在已经被致动进入备用位置之后,即在刀轴缩回之后,更快速地将刀轴传递返回到切割位置,即,进入延伸位置中。压缩空气单元辅助弹簧元件,可以说,优选地以如下方式提供脉冲状压缩空气控制,即,使刀轴延伸回到切割位置最初产生压缩空气脉冲,然而,压缩空气脉冲优选地在分离刀与产品接触之前结束。然后,由于弹簧元件,到达分离刀在产品上的最终切割位置。用这个实施例,因为需要更少的时间来缩回,并且特别是延伸刀轴,因此分离刀的调节的动态性能能够进一步提高。此外,以这个方式,分离刀对产品的压力能够以简单的方式可变地适应。
18、在另一有利的实施例中,驱动套筒至少形成为两个部件,两个驱动套筒部分刚性地但可释放地互连。除了将驱动套筒构造成单个部件的选项之外,多部件构造是优选的,由两个驱动套筒部分构成的两部件设计是特别优选的。两个驱动套筒部分基本上以中空圆柱形的方式构造并且包围两个刀轴部分。第一驱动套筒部分优选地且基本上布置在第一刀轴部分的区域中。第二驱动套筒部分优选地且基本上布置在第二中空圆柱形的刀轴部分的区域中。两个驱动套筒部分优选地经由可释放的螺钉连接而相对于彼此不可旋转地布置。同样能够使用其它固定系统或紧固机构。将驱动套筒构造成多个部件允许以紧凑的方式布置用于轴向运动的部件,例如弹簧元件。
19、有利地,第一驱动套筒部分承载伞齿轮和驱动器元件,并且第二驱动套筒部分在其自身与中空圆柱形的刀轴部分之间的至少一些部分中形成间隙,至少弹簧元件布置在所述间隙中。除了所述或每个弹簧元件之外,也能够使用弹簧组,并且优选地,在间隙中也能够布置间隔件或间隔环。优选地,间隔环放置在中空圆柱形的刀轴部分的外圆周上,以便调节弹簧元件的弹簧行程的长度。弹簧元件一方面直接或间接地支撑在驱动套筒上的突起上,例如在间隔件上,并且另一方面支撑在中空圆柱形的刀轴部分上的突起上。
20、一种有利的改进特征在于,设置有至少一个润滑剂出口,所述至少一个润滑剂出口为了以保护刀轴的轴向调节区域而布置在刀轴的在其中刀轴从壳体露出并承载分离刀的区域中。可选地,也能够设置至少一个第二润滑剂出口,其优选地布置在刀轴的与分离刀相对的端部的区域中。所述或每个润滑剂出口可以说形成了保护屏障,并且防止了污物颗粒和其它有害颗粒进入刀轴和驱动套筒的轴向引导的区域。
21、在特别优选的实施例中,刀组件特征在于,刀组件包括两个切割头。两个切割头以与前面所述相同的方式构造,并且能够单独地或同步地控制。当刀组件处于起始位置时,两个分离刀处于切割位置,在两个分离刀之间存在间隙。间隙的尺寸通过轴向调节而自动化,并且在刀组件的操作期间能够改变。
22、目的还通过具有在开始提到的特征的切片设备来实现,其中工作站是根据权利要求1至20中的一个或多个构造和适配的刀组件。
23、优选地,设备构造成用于加工头端在前地沿输送方向t输送的已屠宰的、去头的且至少部分去内脏的鱼。然而,在其它实施例中,刀组件也能够沿输送装置布置,输送装置构造和适配成用于尾端在前地输送鱼。
24、有利地,刀组件的一个切割头布置在输送路径的任一侧上,两个切割头构造成是可同步地或彼此分开地控制的。结果,能够精确和有效地加工产品,并且特别是沿其纵向延伸方向输送的鱼。
25、设备有利地包括控制单元,控制单元构造成和适配成控制输送装置和所述或每个工作站。这确保了产品被精确和有效地加工。
26、设备的有利改进特征在于,输送装置包括传送机构,其选择性地构造为传送带、双传送带、包括保持机构的传送链、尖钉链、高架传送系统等。
27、除了刀组件之外,多个工作站有利地沿着输送路径布置并且在输送方向t上布置在根据权利要求1至20中的一项或多项所述的刀组件的上游或下游。
28、所产生的优点已经结合刀组件进行了描述,因此将参照上述段落以避免重复。
29、此外,目的通过具有在开始时提到的步骤的方法实现,其中,为了分离刀的叠加在分离刀的旋转运动上的轴向调节,仅承载分离刀的刀轴相对于刀组件的切割头的壳体移动。与现有技术不同,仅轴向移动少量部件,即,关于产品安置分离刀所需的部件,例如具有分离刀的刀轴,由此实现质量优化的安置并且改善动态性能。
30、有利地,通过在布置在正在加工的产品的相对侧上的刀组件的两个切割头的两个旋转驱动的分离刀之间输送正在加工的产品,在产品的两侧上同步地或以时间交错的方式执行加工步骤。能够在两侧上以时间交错和空间偏移的方式加工产品。优选地,在时间和空间上并行地在两侧上加工产品。
31、在优选的方法中,原则上,作为承载分离刀的刀轴通过弹簧力沿轴向方向移动离开壳体的结果,每个分离刀保持在切割位置,用于执行加工切割的每个分离刀首先通过承载分离刀的刀轴借助于压缩空气沿轴向方向移动进入壳体中而克服弹簧力轴向地移动进入备用位置中,并且一旦正在加工的产品沿输送方向t关于分离刀处于正确位置中,通过承载分离刀的刀轴通过弹簧力沿轴向方向移动离开壳体,每个分离刀由于压缩空气的减少和释放而移动返回进入切割位置中。由于在起始位置中的弹簧力,分离刀在切割位置等待,在切割位置,从分离刀到产品的距离最小。在将正在加工的产品输送到分离刀的工作区域/操作区域中之前,由压缩空气产生且抵消弹簧力的调节力导致分离刀轴向移动,这导致距正在加工的产品的距离增加。分离刀因此移动进入备用位置。当产品的前端到达分离刀的高度(称为分离刀关于产品的正确位置;在两个分离刀的情况下,当正在加工的产品通过其前端位于两个分离刀之间时,到达正确位置)时,所述分离刀然后通过弹簧力从侧面再次移动更靠近产品进入切割位置,以执行实际的加工切割。
32、另一方面,一旦弹簧力大于由压缩空气产生的调节力/反作用力,分离刀就通过弹簧力移动离开备用位置进入切割位置。另一方面,由弹簧力引起的返回进入切割位置的返回位置至少最初能够由在弹簧力的方向上作用的压缩空气辅助。
33、特别优选地,所述方法特征在于,使用刀组件的两个分离刀,通过头端在前地将正在加工的已屠宰的、去头的和至少部分去内脏的鱼输送到处于切割位置的分离刀的地区中,并且在鱼的脊骨到达分离刀之间之前使用压缩空气使分离刀克服弹簧元件的弹簧力彼此远离地移动,然后一旦脊骨位于分离刀之间至少使用弹簧力使分离刀再次朝向彼此移动,然后分离刀作为弹簧力的结果以可调节的和恒定的压力沿着与其接触的脊骨滑动,对鱼执行脊骨切割。
34、对于自动化的方法,特别有利的是,输送装置和所述或每个工作站借助于控制装置来控制。
35、所产生的优点已经结合刀组件进行了描述,因此将参照上述段落以避免重复。
本文地址:https://www.jishuxx.com/zhuanli/20240614/100195.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表