一种无胶复合印花系统及无胶复合印花方法与流程
- 国知局
- 2024-07-05 16:32:05
本发明属于生活用纸压花工艺,更具体地说,涉及一种无胶复合印花系统及无胶复合印花方法。
背景技术:
1、纸巾是人们日常生活的必需品,纸巾的层数通常有两层或两层以上复合而成。而压花复合纸品,因其具有良好的吸水性以及蓬松度,广受消费者的青睐。
2、在现有的生活用纸行业中,对于一些压花复合的纸品,一般是对多层原纸压花成型后,然后再将多层压花后的原纸进行复合,以形成具有第一蓬松度,且吸水能力较强的复合纸巾。而对于将多层压花后的原纸进行复合的方式通常具有两种实现方式。
3、方式一:上胶复合
4、例如,在cn110202842a的申请案中,公开了一种生活用纸的二次上胶复合压花机构。该申请案先通过上胶组件分别对压印后的第一原纸及第二原纸滚涂胶水,然后通过复合辊组将第三原纸的上表面和下表面分别与第一原纸的胶水面及第二原纸的胶水面相接触粘合。
5、又如,在de102021123043a1专利中,薄纸幅被引导通过设置有压花销的压花辊和对辊之间的压花间隙,压花针在接触薄纸幅之前被液体润湿,并且使薄纸幅与被液体润湿的压花针接触,至少在压花过程中,从而局部地施加液体。
6、上胶复合虽然能够很好的保证纸张的连接强度及整体蓬松度。但上胶复合的方式,需要使用大量的胶水,不仅增加了额外的材料成本;而且胶水是一种化学合成材料,具有一定的有害成分挥发性,不论是在生产过程中或者使用时均会对生产者及使用者造成一定的健康上的影响,且不利于环保。
7、方式二:无胶复合
8、例如,在cn108481986a的专利中,公开了一种双层点对点无胶复合压花系统及其复合压花纸。该申请案中,经压花后的第一原纸和第二原纸相汇于上压花辊与光辊切点处以配合压紧复合,从而使第一凹进点与第二凹进点的一一对应,并且所对应的第一凹进点底端与第二凹进点底端紧密结合。
9、又如,在cn102407614a的专利中,公开了一种纸巾加工设备上用的压花装置及其压花生产工艺。该申请案将压花辊组件采用分段设计,每段压花辊组件分别由独立的加压器加压;然后,通过两组压花辊组件相互配合转动形成压花图案的相互补充。
10、上述无胶复合方式,虽然解决了因上胶复合而带来的成本偏高以及不利于环保的缺陷。但当印花后的多层纸张在压紧复合时,靠近底辊(光辊)一侧纸张上的印花痕迹会受到一定程度上的挤压,从而造成压花的纹理不明显,使得压花效果变差;同时也会影响到最终产品的蓬松度。
技术实现思路
1、1、要解决的问题
2、针对现有技术的无胶复合印花,无法很好地保证压花纹理的完整性,从而影响产品整体蓬松度的问题,本发明提出一种无胶复合印花系统。本发明通过复合辊上的复合凸起卡入对应的凹进部内并进行压制复合,在实现无胶复合的同时,可有效保证印花纹理的完整性,以确保产品的蓬松度。
3、2、技术方案
4、为了解决上述问题,本发明所采用的技术方案如下:
5、本发明的一种无胶复合印花系统,包括用于在原纸张表面形成一系列凹进部的压花组件;还包括,
6、复合组件,所述的复合组件包括相对设置的第一复合辊和第二复合辊、以及分别设置在两个复合辊上的复合凸起,该复合凸起可容纳至对应的凹进部内;两个纸张上的复合区域在位于复合位置处的复合凸起的压力作用下相互交织在一起,形成无胶化复合;
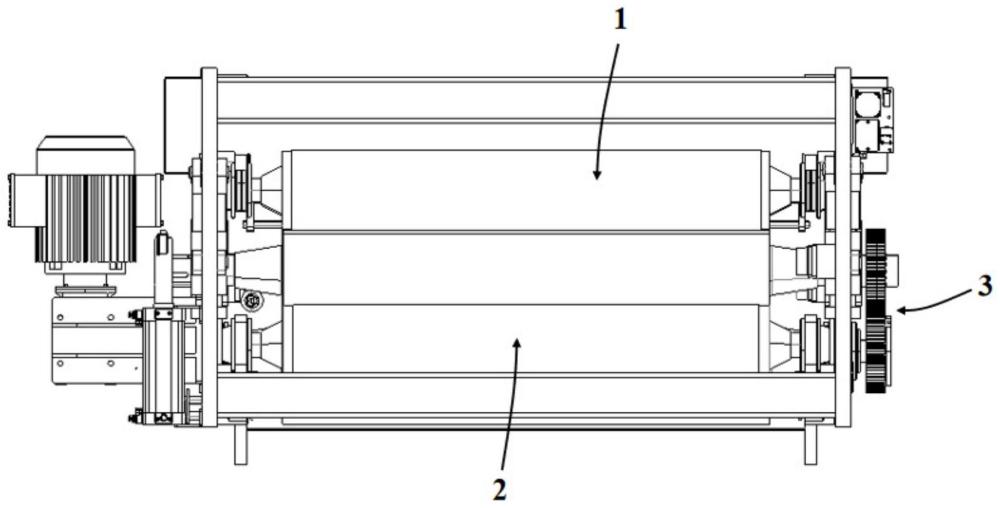
7、以及调节组件,所述的调节组件包括分别驱动第一复合辊、第二复合辊的第一齿轮和第二齿轮;其中,第二齿轮能够相对第二复合辊转动调节,使两个齿轮啮合时,两个复合辊上位于复合位置处的复合凸起相互对应。
8、进一步地,所述的压花组件设置有两组,其包括相互靠近的印花辊和底辊;其中,所述的印花辊上设有印花凸起,该印花凸起在原纸的表面形成所述的凹进部;由该印花凸起形成的所有凹进部中,至少部分能够与复合辊上的复合凸起相配合,用于原纸张间的无胶复合。
9、进一步地,第一复合辊与其中一组压花组件的印花辊为同一辊体,第二复合辊与另一组压花组件的印花辊为同一辊体。
10、进一步地,两个复合辊上的复合凸起在复合位置处,其顶部的压合面至少有部分区域重合。
11、进一步地,所述第一复合辊、第二复合辊上呈相互对应的一组复合凸起的顶部压合面的宽度呈一大一小设置。
12、进一步地,呈相互对应的一组复合凸起,其中一个复合凸起的压合面的宽度是另一个的1.1-2.0倍。
13、进一步地,所述复合凸起的压合面的宽度为0.5-1.0mm。
14、进一步地,位于复合位置处的一对复合凸起的顶面之间的间隙为0.02mm-0.2mm。
15、进一步地,所述复合凸起的高度不小于印花凸起的高度,高度不同的凸起在原纸张的表面形成高低花纹。。
16、进一步地,所述的复合凸起与印花凸起为同一凸起,该凸起在原纸张上形成所有的凹进部的底部均进行无胶复合。
17、进一步地,所述的调节组件还包括与第二齿轮同轴设置的第三齿轮,所述第二齿轮、第三齿轮上的齿牙一一对应形成一总齿牙;第二齿轮、第三齿轮通过该总齿牙与第一齿轮进行无间隙啮合,且第二齿轮、第三齿轮之间可做周向的相对运动。
18、进一步地,所述的第二齿轮、第三齿轮上分别开设有轴向设置的第一安装孔和第二安装孔;其中,所述的第二安装孔为腰形孔,紧固件穿过第一安装孔、第二安装孔完成第二齿轮、第三齿轮的连接。
19、进一步地,所述的第一齿轮、第二齿轮均通过连接轴与各自的复合辊相连接;其中,所述的第二齿轮与对应的连接轴之间通过涨紧套进行连接;所述第二齿轮朝向第三齿轮的一侧设有一环形凸台,所述第三齿轮转动套设于该环形凸台上。
20、进一步地,所述第二齿轮的整体宽度大于第三齿轮。
21、本发明的一种无胶复合印花系统,其包括,
22、印花组件,其包括相互靠近的印花辊和底辊,印花辊上设有用于在原纸张表面形成凹进部的印花凸起;
23、复合组件,所述的复合组件包括相对设置的第一复合辊和第二复合辊,两个复合辊上均设有复合凸起;位于复合位置处的一组复合凸起卡入对应的凹进部内,两个凹进部底部的复合区域在复合凸起的压力作用下相互交织在一起,形成无胶化复合;
24、其中,位于复合位置处的两个复合凸起,其顶面间距为0.04mm-0.25mm。
25、进一步地,所述的压花组件设置有两组,且两组压花组件的印花辊组成所述的复合组件。
26、进一步地,所述复合凸起的高度大于印花凸起,高度不同的凸起在原纸张的表面形成高低花纹。
27、进一步地,所述的复合凸起与印花凸起为同一凸起,该凸起在原纸张上形成所有的凹进部的底部均进行无胶复合。
28、进一步地,所述复合凸起的顶部压合面的宽度为0.3-1.2mm。
29、进一步地,位于复合位置处呈相互对应的一组复合凸起,其中一个复合凸起的顶部压合面的宽度与另一个的顶部压合面的宽度比为1:(1-2)。
30、进一步地,位于复合位置处呈相互对应的一组复合凸起,其中一个复合凸起的顶部压合面的宽度与另一个的顶部压合面的宽度比为1:(1.2-1.5)。
31、进一步地,所述复合凸起的高度为0.2mm-1.5mm。
32、本发明的一种无胶复合印花方法,其特征在于:包括以下步骤,
33、s1、由压花组件在原纸张的表面形成有凹进部,该凹进部的底部为复合区域;
34、s2、由复合辊组上的一对复合凸起对两个纸张的复合区域进行压制,使得复合区域在压力作用下相互交织在一起,形成无胶化复合;
35、s3、无胶复合后的纸品继续输送至下一工序。
36、进一步地,在纸张形成有凹进部的辊体与用于对复合区域进行压制复合的辊体为同一辊体。
37、进一步地,复合辊组对纸张上的部分凹进部进行无胶化复合,或全部凹进部均进行无胶化复合。
38、进一步地,原纸张在进行印花之前,其包覆在压花组件的底辊上的区域不小于底辊整个圆周方向的1/4。
39、进一步地,印花后的原纸张与复合辊之间的贴合面位于复合辊自身的上部区域。
40、进一步地,当需要对复合凸起的位置进行校准或需要消除齿轮间的间隙时,
41、首先,松开调节组件的第二齿轮与第三齿轮之间的锁紧关系;
42、然后,转动第二齿轮或第三齿轮,直至由第二齿轮、第三齿轮上的齿牙形成的总齿牙与调节组件的第一齿轮的齿槽实现无间隙啮合;并保证此时位于复合位置处的一对复合凸起,至少有部分压面相互重合;
43、最后,将第三齿轮与第二齿轮进行锁紧。
44、3、有益效果
45、相比于现有技术,本发明的有益效果为:
46、(1)本发明的一种无胶复合印花系统,通过压花组件和复合组件的相互配合,不仅实现了无胶复合印花,避免了上胶复合所带来的弊端;同时通过复合凸起与对应原纸张上凹进部的相互配合,最大程度保证了印花纹理的完整性。
47、(2)本发明的一种无胶复合印花系统,第一复合辊、第二复合辊分别为两组压花组件中的印花辊,通过压花组件与复合组件共用部分辊体的设置,不仅使得整个印花系统的安装调试操作变得方便、快捷,保证印花效果;另外,还节约了辊体及对应驱动源数量,有利于减低设备投入成本以及安装空间。
48、(3)本发明的一种无胶复合印花系统,通过调节组件的设置,可消除因齿间隙而给压花纹路带来的破坏,进一步保证了压花纹理的清晰度。同时,两个复合辊上的复合凸起采用一大一小的配合形成,使得两个复合凸起之间具有一定的容错空间,在消除齿间隙的调整过程中,只要该齿间隙不超过上述容错空间,则无需再进行复合凸起的重新校准操作。从而大大简化了齿间隙的消除操作过程,且不影响整体的复合印花效果。
本文地址:https://www.jishuxx.com/zhuanli/20240617/43127.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表