压机系统以及制造热冲压结构部件的方法与流程
- 国知局
- 2024-06-20 16:28:05
本发明涉及一种压机系统,更特别是,涉及在压机系统内的受控大气下由板坯料制造热冲压结构部件的压机系统和方法。
背景技术:
1、由于全球能源危机的加剧和环境问题,汽车制造商正致力于轻重量技术,以便提高车辆的燃料效率。为了减轻重量和提高安全性的目的,使用高强度钢已经成为不可避免的趋势。压制成形(例如热冲压)是用于制造这种高强度钢部件的一种制造处理。在常规的热冲压处理中,工件(例如硼钢板坯料)在常规炉中加热至高于奥氏体相变温度,并保持几分钟,以便在它的整个体积中实现奥氏体相。然后,工件在大约10秒内从炉快速传递到冲压工具,并快速变形为所需形状,同时快速淬火,以便产生主要有马氏体相的最终产品。在传统的电炉中,工件通过辐射加热。
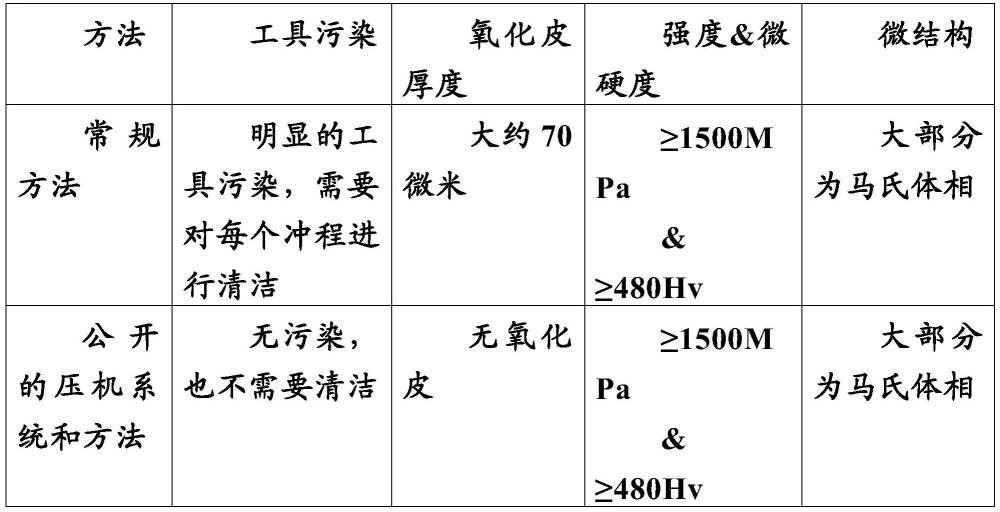
2、不过,这些常规炉需要更多能量和消耗更多时间,用于将工件(硼钢)加热到它的奥氏体温度。除了能量之外,炉需要巨大的安装空间,并降低生产率。而且,在炉中的加热时间(大约3分钟)以及从炉到热冲压机的传递时间(大约10秒)中,钢板坯料(例如未涂覆的硼钢)与大气空气反应,钢表面氧化,且在钢板坯料的表面上产生氧化皮。当钢板上存在氧化皮时,这对于汽车应用可能是不可接受。钢在与大气反应时在高温下氧化。氧化速率还取决于钢温度和反应时间。因此,希望开发一种压机系统,该压机系统有用于工件的加热和冲压技术,它将减少表面氧化的反应时间。
3、发明目的
4、本发明的目的是解决现有技术的问题,并提供一种包括新颖的加热和冲压技术的、提高了生产率的压机系统。
5、本发明的另一目的是开发一种具有受控大气系统的压机系统,它将减少表面氧化的反应时间,从而减少氧化皮。
6、本发明的另一目的是提供一种压机系统,它在成形阶段提供大气控制,以便抑制氧化皮的产生。
技术实现思路
1、本技术实现要素:提供为用于介绍与由板坯料在压机系统内制造热冲压结构部件的压机系统和方法相关的概念。这些概念将在后面在具体说明中进一步介绍。本发明内容并不用于标识要求保护的主题的关键特征或必要特征,也不用于限制要求保护的主题的范围。
2、在本发明的一个方面,提供了一种压机系统。该压机系统包括可控大气系统和压机工具装置,该压机工具装置用于制造热冲压结构部件。压机工具装置包括下部本体部件和与该下部本体部件相对应的上部本体部件。上部本体部件和下部本体部件设置成相对彼此运动。压机工具装置还包括压机工具腔室,该压机工具腔室确定在下部本体部件和上部本体部件之间。压机工具装置还包括布置在压机工具腔室内的上部模具部件和下部模具部件。上部模具部件与上部本体部件连接,下部模具部件与下部本体部件连接。压机工具装置包括加热装置,该加热装置布置在压机工具腔室内。加热装置设置成加热板坯料。上部模具部件和下部模具部件设置成在由受控大气系统控制的大气中在加热的板坯料上执行具有冲压和模内淬火的热冲裁,以便形成热冲压结构部件。
3、在实施例中,在热冲压结构部件的形成过程中控制大气将抑制在热冲压结构部件上产生氧化皮。
4、在实施例中,受控大气系统包围压机工具装置。
5、在实施例中,受控大气系统布置在下部本体部件和上部本体部件之间。
6、在实施例中,受控大气系统包括具有至少一个门的包封件以及大气控制装置。
7、在实施例中,包封件包围压机工具装置,大气控制装置控制在包封件内的大气。在实施例中,包封件是房间。
8、在实施例中,大气控制装置设置成通过控制空气流速来控制大气。
9、在实施例中,大气控制装置设置成通过填充降低氧含量的任何介质来控制大气(减少或还原大气),其中,该介质是固体介质、液体介质或气体介质中的任何一种。
10、在实施例中,大气控制装置设置成通过填充惰性气体来控制大气,该惰性气体从氮气、氦气或氩气中的任何一种来选择。
11、在实施例中,包封件和至少一个门由从塑料、树脂、木材、金属、合金或复合材料中的任何一种来选择的材料而制造。
12、在实施例中,包封件包围压机工具腔室,且大气控制装置控制在压机工具腔室内的大气。
13、在实施例中,受控大气系统设置成使得压机工具腔室与周围大气完全隔离。
14、在实施例中,压机系统包括板坯料原材料单元和成品收集单元。
15、在实施例中,受控大气系统在一侧装备有板坯料原材料单元,在另一侧装备有成品收集单元。板坯料原材料单元设置成向压机工具装置提供板坯料,成品收集单元设置成从压机工具装置接收热冲压结构部件。
16、在实施例中,加热装置是使用焦耳加热原理的电阻加热装置。
17、在实施例中,加热装置包括电源和多个电极,这些电极包括第一电极、第二电极、第三电极和第四电极。
18、在实施例中,压机工具装置包括至少一个夹持装置,该夹持装置设置成选择地接合或脱开该多个电极中的至少一个。
19、在实施例中,压机工具装置包括两个夹持装置,这两个夹持装置包括第一气动缸和第二气动缸。该第一气动缸设置成选择地使第三电极与第一电极接合或脱开,且第二气动缸设置成选择地使第四电极与第二电极接合或脱开。
20、在实施例中,多个电极是铜电极。在实施例中,板坯料是未涂覆的硼钢板坯料。
21、在实施例中,板坯料的厚度范围在0.6mm到2.0mm之间。
22、在一实施例中,上部模具部件和下部模具部件设置成在预定温度下操作。
23、在实施例中,上部本体部件和下部本体部件通过机械装置或液压装置中的任何一种而彼此相对运动。
24、在实施例中,加热装置是感应加热装置。
25、在实施例中,压机系统包括控制系统和闭环反馈系统。闭环反馈系统设置成监测与受控大气系统和压机工具装置相关的信息以及将该信息传送到设置成控制压机系统的控制系统。
26、在本发明的另一方面,提供了一种在压机系统内由板坯料制造热冲压结构部件的方法。该压机系统包括受控大气系统,该受控大气系统包括具有至少一个门的包封件以及大气控制装置。压机系统还包括压机工具装置。压机工具装置包括下部本体部件和与该下部本体部件相对应的上部本体部件。上部本体部件和下部本体部件设置成彼此相对运动。压机工具装置还包括确定在下部本体部件和上部本体部件之间的压机工具腔室。压机工具装置包括布置在压机工具腔室内的上部模具部件和下部模具部件。上部模具部件与上部本体部件连接,下部模具部件与下部本体部件连接。压机工具装置包括布置在压机工具腔室内的加热装置。加热装置包括与电源连接的多个电极。该方法包括将板坯料传递到多个电极上。该方法还包括关闭包封件的至少一个门,并通过大气控制装置来控制包封件内的大气。该方法还包括通过至少一个夹持装置来将板坯料夹持在多个电极之间。该方法包括通过从电源向多个电极供电而将板坯料加热到第一预定温度。该方法还包括通过缩回至少一个夹持装置来松开加热的板坯料。该方法还包括使上部本体部件相对于下部本体部件运动。该方法包括在受控大气中通过上部模具部件和下部模具部件而在加热的板坯料上执行具有冲压和模具内淬火的热冲裁,以便形成热冲压结构部件。
27、在实施例中,第一预定温度的范围为从大约350℃至950℃。在实施例中,第一预定温度的范围为从大约750℃至950℃。在实施例中,第一预定温度为900℃。
28、在实施例中,在热冲压结构部件的形成过程中控制大气将抑制在热冲压结构部件上产生氧化皮。
29、在实施例中,压机系统包括非接触高温计,以便检测板坯料的温度。
30、在实施例中,压机系统包括控制系统和闭环反馈系统,其中,闭环反馈系统设置成监测与受控大气系统和压机工具装置相关的信息,并将该信息传送到设置成控制压机系统的控制系统。
31、从下面的说明书和附图中将清楚本发明的其它特征和方面。
本文地址:https://www.jishuxx.com/zhuanli/20240618/13567.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表