一种电解槽生产线及生产工艺的制作方法
- 国知局
- 2024-06-20 16:40:18
本发明属于氢能源,具体涉及一种电解槽生产线及生产工艺。
背景技术:
1、随着氢能产业链的发展,制氢环节备受关注,电解槽是碱水制氢装置的核心部件,根据法拉第第一、第二定律,碱性水在电解槽中的极框中进行电解生成氢气和氧气。电解槽由正负反应极板、上百件极框、上百件密封件,以及上百件安装辅件组成,结现有电解槽制作、组装效率较低,关键工序依赖人工经验操作,难适应目前市场对产品数量和质量的需求。
技术实现思路
1、本发明的目的是提供一种智能化、自动化电解槽生产线。
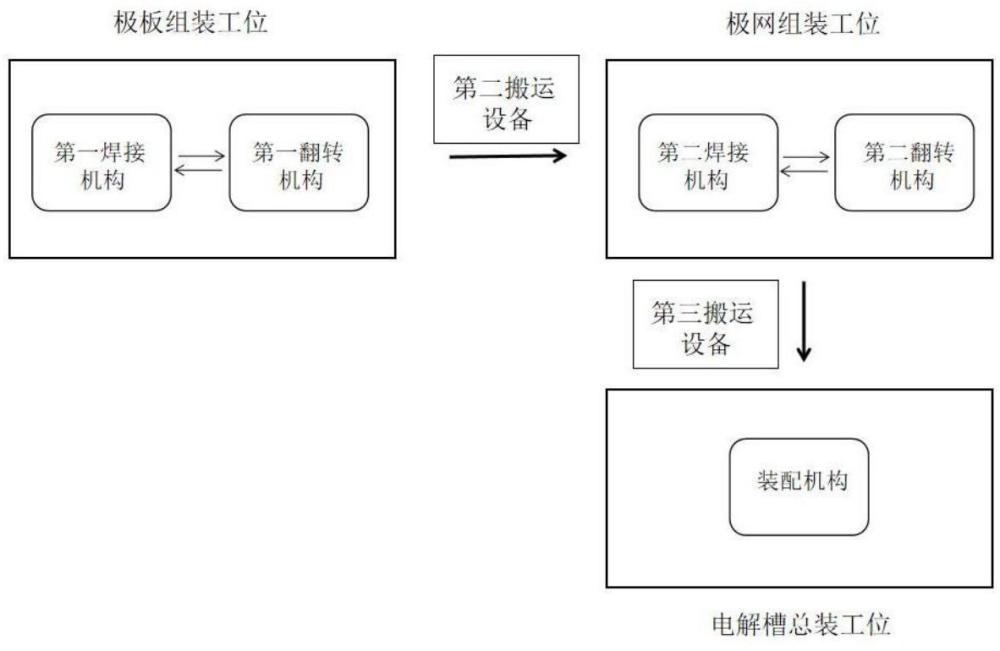
2、为此,本发明提供了一种电解槽生产线,包括依次设置的极板组装工位、极网组装工位和电解槽总装工位;所述极板组装工位包括用于焊接极框和乳突板形成极板的第一焊接机构以及用于极板翻面的第一翻转机构;所述极网组装工位包括用于焊接极板和极网的第二焊接机构以及用于极板和极网翻面的第二翻转机构;所述电解槽总装工位包括用于电解槽组装的装配机构;所述极板组装工位与所述极网组装工位通过第二搬运设备衔接;所述极网组装工位与所述电解槽总装工位通过第三搬运设备衔接。
3、具体的,上述极板组装工位包括第一焊接平台;所述第一焊接平台包括旋转平台和设置在所述旋转平台上的吸附治具;所述吸附治具用于固定极框和乳凸板。
4、具体的,上述吸附治具包括底板和电磁铁装置;所述电磁铁装置包括控制器和多个电磁盘;多个所述电磁盘分别与所述控制器电连接;多个所述电磁盘沿周向间隔安装在所述底板上;所述电磁盘内安装有导磁块;所述底板安装在所述旋转平台上。
5、具体的,上述第二焊接机构上设有第二焊接头和柔性压合装置;所述柔性压合装置设置在所述第二焊接头一侧。
6、具体的,上述柔性压合装置包括导向组件和压头组件;所述导向组件包括导向板和限位板;所述限位板设置在所述导向板的上端;所述压头组件通过弹性件连接在所述限位板下方;所述导向板上设有竖向导轨;所述压头组件滑动连接在所述竖向导轨上;所述导向板安装在所述第二焊接机构上。
7、具体的,上述压头组件的中心到焊缝的水平距离为5mm-50mm;所述压头组件到极网的压力设置为1n-100n。
8、具体的,上述第二焊接头为摆动焊接头,摆动直径为0.1mm-2mm,摆动频率为50-300hz;第二焊接头焊接时焊缝宽度设置为0.5mm-2mm。
9、具体的,上述第一翻转机构与所述第二翻转机构结构相同,均包括固定支撑柱、移动支撑柱和旋转框架;所述旋转框架包括固定半框和移动半框,所述固定半框与移动半框滑动连接且两者围合形成供物料置入的夹持区,且所述固定半框与移动半框之间的滑动方向与移动支撑柱的移动方向相同;所述固定半框转动连接在所述固定支撑柱上;所述移动半框转动连接在所述移动支撑柱上,且所述固定半框的转动轴线与移动半框的转动轴线同轴设置;所述固定半框和所述移动半框上均设有多个用于夹持物料的夹持组件,且各所述夹持组件均位于夹持区内。
10、具体的,上述夹持组件包括第一夹持件、驱动第一夹持件沿水平方向运动的第一驱动件、第二夹持件、驱动第二夹持件沿水平方向运动的第二驱动件以及驱动第一夹持件与第二夹持件相对运动的第三驱动件;所述第一驱动件和所述第二驱动件安装在所述旋转框架上;所述第一夹持件和所述第二夹持件的夹持面相对布置。
11、具体的,上述旋转框架上设有n组夹持组件,每组夹持组件包括两个夹持组件,且同组夹持组件沿转动轴线对称布置;转动轴线同侧夹持组件间隔布置,且相邻的夹持组件在水平面上的运动方向之间具有夹角。
12、具体的,上述旋转框架上设有调整待翻转物料中心位置的定心组件。
13、本发明还提供了一种电解槽生产工艺,采用上述电解槽生产线,具体包括以下步骤:
14、s1、将极框和乳突板转运至极板组装工位指定位置,对极框和乳突板进行双面焊接形成极板;
15、s2、将极板转运至极网组装工位指定位置,对极板和极网进行双面焊接;
16、s3、将焊接后的极板和极网转运至电解槽总装工位进行电解槽组装。
17、与现有技术相比,本发明具有以下优点和有益效果:
18、本发明提供的这种电解槽生产线采用流水式自动化焊接、装配,大大降低了安装过程中的错误率,制造流程可靠,生产效率高。极板组装工位使用的吸附治具通过磁力吸盘实现大尺寸工件的固定,通电时电磁盘吸合工件,断电时电磁盘释放,可以实现工件的定位放置,保证加工精度。极网组装工位使用的柔性压合装置采用弹性件和导轨配合的弹性压合结构,能够灵活调整位置来适应镍丝网的焊接,对镍丝网边缘始终压紧,有效实现镍网与极板的贴合,无需人工一边焊接一边压合,避免焊接不良造成虚焊。物料翻转机构能够快速实现极框、极板正反面的加工,提高电解槽镍网焊接的加工效率以及品质,通过一侧半框固定,一侧半框移动,可满足多尺寸极框、极板等物料的定位夹持;活动连接在旋转框架上的夹持组件使物料定位更精确,与定心组件配合,可使各夹持组件实际夹持面积相同,夹持更牢固,确保产品不因转动惯量等问题变形,在翻转过程中不会造成电解槽极板的掉落及磕碰损伤,保证了产品质量。
19、以下将结合附图对本发明做进一步详细说明。
技术特征:1.一种电解槽生产线,其特征在于:包括依次设置的极板组装工位、极网组装工位和电解槽总装工位;所述极板组装工位包括用于焊接极框和乳突板形成极板的第一焊接机构以及用于极板翻面的第一翻转机构;所述极网组装工位包括用于焊接极板和极网的第二焊接机构以及用于极板和极网翻面的第二翻转机构;所述电解槽总装工位包括用于电解槽组装的装配机构;所述极板组装工位与所述极网组装工位通过第二搬运设备衔接;所述极网组装工位与所述电解槽总装工位通过第三搬运设备衔接。
2.如权利要求1所述电解槽生产线,其特征在于:所述极板组装工位包括第一焊接平台;所述第一焊接平台包括旋转平台和设置在所述旋转平台上的吸附治具;所述吸附治具用于固定极框和乳凸板。
3.如权利要求2所述电解槽生产线,其特征在于:所述吸附治具包括底板和电磁铁装置;所述电磁铁装置包括控制器和多个电磁盘;多个所述电磁盘分别与所述控制器电连接;多个所述电磁盘沿周向间隔安装在所述底板上;所述电磁盘内安装有导磁块;所述底板安装在所述旋转平台上。
4.如权利要求1所述电解槽生产线,其特征在于:所述第二焊接机构上设有第二焊接头和柔性压合装置;所述柔性压合装置设置在所述第二焊接头一侧。
5.如权利要求4所述电解槽生产线,其特征在于:所述柔性压合装置包括导向组件和压头组件;所述导向组件包括导向板和限位板;所述限位板设置在所述导向板的上端;所述压头组件通过弹性件连接在所述限位板下方;所述导向板上设有竖向导轨;所述压头组件滑动连接在所述竖向导轨上;所述导向板安装在所述第二焊接机构上。
6.如权利要求5所述电解槽生产线,其特征在于:所述压头组件的中心到焊缝的水平距离为5mm-50mm;所述压头组件到极网的压力设置为1n-100n。
7.如权利要求4所述电解槽生产线,其特征在于:所述第二焊接头为摆动焊接头,摆动直径为0.1mm-2mm,摆动频率为50-300hz;第二焊接头焊接时焊缝宽度设置为0.5mm-2mm。
8.如权利要求1所述电解槽生产线,其特征在于:所述第一翻转机构与所述第二翻转机构结构相同,均包括固定支撑柱、移动支撑柱和旋转框架;所述旋转框架包括固定半框和移动半框,所述固定半框与移动半框滑动连接且两者围合形成供物料置入的夹持区,且所述固定半框与移动半框之间的滑动方向与移动支撑柱的移动方向相同;所述固定半框转动连接在所述固定支撑柱上;所述移动半框转动连接在所述移动支撑柱上,且所述固定半框的转动轴线与移动半框的转动轴线同轴设置;所述固定半框和所述移动半框上均设有多个用于夹持物料的夹持组件,且各所述夹持组件均位于夹持区内。
9.如权利要求8所述电解槽生产线,其特征在于:所述旋转框架上设有调整待翻转物料中心位置的定心组件。
10.一种电解槽生产工艺,其特征在于,采用权利要求1所述电解槽生产线,具体包括以下步骤:
技术总结本发明属于氢能源技术领域,具体提供了一种电解槽生产线,包括依次设置的极板组装工位、极网组装工位和电解槽总装工位;所述极板组装工位包括用于焊接极框和乳突板形成极板的第一焊接机构以及用于极板翻面的第一翻转机构;所述极网组装工位包括用于焊接极板和极网的第二焊接机构以及用于极板和极网翻面的第二翻转机构;所述电解槽总装工位包括用于电解槽组装的装配机构;所述极板组装工位与所述极网组装工位通过第二搬运设备衔接;所述极网组装工位与所述电解槽总装工位通过第三搬运设备衔接。降低了安装过程中的错误率,制造流程可靠,生产效率高。技术研发人员:杨威,邹逢,朱小芹,程英,杨田,王建刚受保护的技术使用者:武汉华工激光工程有限责任公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14013.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表